Изобретение относится к черной металлургии, тяжелому машиностроению, и в частности к получению крупных слитков и отливок с принудительным перемещением металла в прибылях методом пульсацион- ной обработки.
В практике металлургического производства известно техническое решение, в котором с целью улучшения качества структуры и однородности металла слиток после заливки продувают инертным газом через пористую пробку, размещенную в днище изложницы. При этом достигается перемешивание жидкого металла, что повышает степень однородности литого металла.
Основным недостатком известного устройства является невозможность длительной продувки кристаллизующегося расплава из-за раннего образования твердой корочки у стенок изложницы. Кроме того, пузырьки газа, пр охбдящие ч ерез расплав, могут застревать в нем в связи с увеличением вязкости расплава. Это приводит к дополнительным дефектам в виде пористости.
Наиболее близким по технической сущности является устройство для перемешива- ния жидкого метал/Га, имеющее огнеупорную с системой ее прижима к корпусу и патрубок в верхней части трубы. При работе такое устройство устанавливают по центру прибыльной надставки изложницы непосредственно перед разливкой металла. Через штуцер после отливки тела слитка газ с за да иным давлением поддается в полость огнеупорной трубы с целью предупреждения попадания металла в пол ость трубы. После заполнения прибыли полость
VJ
О
4 VI 00
го
трубы связывается с атмосферой. Затем в полость огнеупорной трубы под рабочим давлением подается газ,который выталкивает столб жидкого металла в глубь слитка, вызывая тем самым перемешивание жидкой сердцевины слитка. Недостатком такого устройства является то, что в перемешивание вовлекается лишь сердцевина слитка, причем в слоях, находящихся значительно ниже прибыли. Верхние слои металла в перемешивание практически не вовлекаются, что ведет к образованию моста на поверхности металла и резкому снижению эффективности перемешивания.
Цель изобретения - повышение эффективности пульсационной обработки жидкой фазы слитков и отливок.
Поставленная цель достигается тем, что в известном устройстве, включающем опорную раму, погружаемую в расплав огнеупорную трубу и систему патрубков с распределительным клапаном, опорная рама в местах контакта с прибыльной надставкой снабжена упругими элементами, причем масса опорной рамы составляет 3-4 массы огнеупорной трубы, а суммарная жесткость упругих элементов определяется из выражения (15...20) ,
где т - масса опорной рамы, кг;
h - высота рабочей части огнеупорной трубы, м.
Новым в предлагаемом изобретении является следующее: наличие упругих элементов в местах контакта опорной рамы с прибыльной надставкой, причем масса опорной рамы составляет 3-4 массы огнеупорной трубы, а суммарная жесткость упругих элементов определяется из
выражения (15...20) -т- ,
где m - масса опорной рамы, кг;
h - высота рабочей части огнеупорной трубы, м.
В практике металлургического производства известно устройство по способу мо- дифицирования металлов, в котором с целью стабилизации результатов модифицирования трубу погружают в расплав и накладывают на нее вибрацию в, направлении оси с амплитудой 1-5 мм. В трубу, погруженную в расплав, подают модификаторы, которые реагируют с жидким металлом, а вибрация трубы способствует удалению из реакционной зоны продуктов реакции и части непрореагировавших частиц, а также увеличению скорости усвоения модификатора. В отличие от заявляемого решения известное решение не обеспечивает равномерного перемешивания металла по всему
объему, а осуществляет его лишь локально вблизи трубы. Для осуществления осевых вибраций нужен специальный вибратор, что
значительно усложняет конструкцию и снижает ее надежность. В отличие от известного технического решения в заявляемом решении перемешивание осуществляется по всему объему, а наличие упругих элемен0 тов вызывает осевое перемещение трубы в результате периодической подачи газа в огнеупорную трубку.
Известно также устройство для перемешивания жидкого металла, имеющее в сво5 ем составе крлонну с расположенным на ее верхнем торце клапаном,в котором перемешивание осуществляется в результате периодического открывания или закрывания клапана при одновременном синхронном
0 опускании или поднимании трубы, В отличие от заявляемого в известном решении скорость истекания металла из трубы определяется наполнением трубы в предыдущей фазе цикла (заглубления трубы и запирания
5 клапана), что не может обеспечить высокоэффективного перемешивания глубинных слоев металла. В заявляемом решении подача избыточного давления в колонну позволяет со значительной силой выталкивать
0 металл в глубь слитка.
Таким образом, указанная совокупность признаков предложенного технического решения среди литературных источников не обнаружена. Однако именно
5 она обеспечивает достижение поставленной цели - повышение эффективности пуль- сационной обработки. На основании вышеизложенного можно сделать вывод, что предложенная совокупность отличи0 тельных признаков соответствует критерию существенные отличия.
Опорная рама в местах контакта с прибыльной надставкой снабжена упругими элементами. В процессе подачи газа во
5 внутреннюю полость огнеупорной трубы в результате действия реактивного эффекта и выталкивающей силы и за счет растяжения упругих элементов опорная рама вместе с трубкой приподнимается, а при стравлива0 ним газа из трубы под действием собственного веса и сжимающего усилия упругих элементов рама опускается. При этом пульсирующая затопленная струя обеспечивает перемешивание нижних слоев расплава, а
5 колеблющаяся трубка - верхних.
Масса опорной рамы составляет 3-4 массы огнеупорной трубы. Увеличение этого соотношения свыше 4 ведет к возрастанию инерционности всей системы и невозможности обеспечить реактивный эф- фект за счет подачи газа во внутреннюю
полость трубы. При массе опорной рамы менее 3-х масс огнеупорной трубы резко падает устойчивость всего устройства, находящегося на прибыли, и при вхождении в резонанс в случае отрыва опор от прибыли и смещении устройства возможно его опрокидывание и возникновение аварийной ситуации.
Суммарная жесткость упругих элемен-
товопределяется как(15...20)- т-масса
опорной рамы, кг; h - высота рабочей части огнеупорной трубы, м, Такая величина соотношения m и h обеспечивает согласование колебательных свойств системы пульсаци- онная труба - прибыль и колебательных свойств системы опорная рама - упругие элементы. Затраты энергии для обеспечения функционирования устройства в дан- ном случае минимальны. Амплитуда перемещения трубки при этом имеет максимальный размах, что обеспечивает высокую эффективность перемешивания. Уменьшение жесткости упругих элементов менее
15 , так же как и увеличение свыше 20 т-
приводит к рассогласованию колебательных свойств обеих систем и резкому сниже нию эффективности пульсационной обработки,
На фиг, 1-2 показана принципиальная схема предложенного устройства. Устройство содержит огнеупорную трубу 1,закрепленную в опорной раме 2, которая в местах контакта с прибылью 3 снабжена упругими элементами 4. В прибыли 3 находится жидкий металл 5.
Устройство работает следующим образом. Во внутреннюю полость огнеупорной трубы 1 под давлением подается рабочий газ. При этом происходит вытеснение металла из трубы в глубь слитка, а сама труба 1 вместе с опорной рамой 2 приподнимается вверх за счет растяжения упругих эле- ментов 4 под действием реактивной и выталкивающей сил (на фигуре часть а). При соединении внутренней полости огнеупорной трубы 1 с атмосферой жидкий металл 5 заполняет ее внутреннюю полость. Под вли- янием силы тяжести опорная рама 2 с трубой 1 опускается вниз (на фигуре часть б). В дальнейшем цикл повторяется. В результате пульсирующая струя организует перемешивание в нижних слоях, а перемещающаяся вверх-вниз трубка - в верхних.
Пример. В условиях литейного цеха Краматорского завода Энергомашспец- сталь обрабатывали отливки типа лопасть. Марка стали 06Х12НЗДЛ. Прибыль
круглая высотой 1200 мм, диаметр зеркала прибыли 1600 мм. Устройство размещалось на прибыли отливки перед заливкой, а обработку начинали после заливки металла в форму.
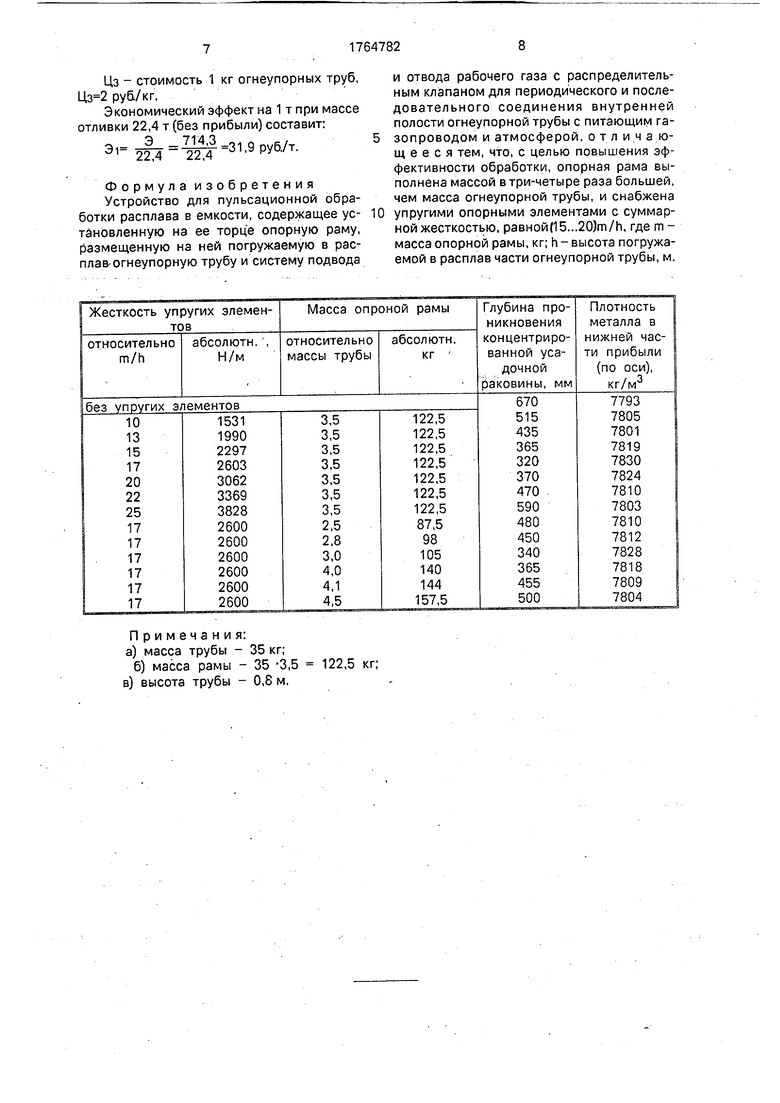
Материал огнеупорной трубы - гр афи- тошамот, внутренний диаметр трубы - 150 мм. В качестве рабочего газа использовался воздух, длительность обработки составила 1,5 часа. Выбор рациональной частоты пуль сации осуществляли путем наблюдения за изменением амплитуды колебаний уровня металла в прибыли и амплитуды колебаний опорной рамы, установленной на упругих элементах. Применительно к обрабатываемой отливке рациональная частота, обесле- чивающая максимальную амплитуду колебаний расплава в прибыли и опорной рамы, составила 0,35-0,39 Гц. Результаты обработки отливки по заявляемому техническому решению приведены в таблице, Глубина проникновения усадочных дефектов контролировалась после порез ки прибылей отливки, Как видно из приведенных в таблице результатов, при обработке прибылей отливок в соответствии с заявляемым техническим решением глубина проникновения усадочных дефектов уменьшается в среднем на 300-350 мм, что позволяет уменьшить массу прибылен на 25-30%
Оценка эффективности предлагаемого технического решения осуществлена в сравнении с технологией получения отливок лопастей, используемой на заводе Энергомашспецсталь, промышленные показатели которой соответствуют наилучшим отечественным и зарубежным образцам (базовый объект). По существующей технологии прибыльные части утепляются смесью перлита и коксика. Результаты использования базовой технологии приведены в таблице.
Суммарный экономический эффект можно рассчитать от снижения потерь металла с прибылями (повышения выхода годного):
Э(1Д1-1Д2) (М1-М2)-Р Цз(519-181)х х (9,2-6,85)-40 ,3, где Ц1 - себестоимость 1 т стали марки 06Х12НЗДЛ, Ц1 519руб.,
Ц2 - цена 1 т отходов стали 06Х12НЗДЛ, руб.,
Мч - масса металла в прибыли по базовой технологии, для лопасти т,
Ма - масса металла в прибыли по заявляемому техническому решению, 85 т (уменьшение массы прибыли на 26%),
Р - расход огнеупоров на трубку, кг,
Цз - стоимость 1 кг огнеупорных труб, ру&/кг.
Экономический эффект на 1 т при массе отливки 22,4 т (без прибыли) составит:
Э1- Ј-31,9 руВ/т.
Формула изобретения Устройство для пульсационной обработки расплава в емкости, содержащее установленную на ее торце опорную раму, размещенную на ней погружаемую в расплав-огнеупорную трубу и систему подвода
0
и отвода рабочего газа с распределительным клапаном для периодического и последовательного соединения внутренней полости огнеупорной трубы с питающим газопроводом и атмосферой, отличающееся тем, что, с целью повышения эффективности обработки, опорная рама выполнена массой в три-четыре раза большей, чем масса огнеупорной трубы, и снабжена упругими опорными элементами с суммарной жесткостью, равной(15...20)т/п, где т - масса опорной рамы, кг; h - высота погружаемой в расплав части огнеупорной трубы, м.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки металла | 1988 |
|
SU1555047A1 |
| Способ пульсационной обработки многоприбыльных отливок | 1989 |
|
SU1662754A1 |
| Способ внепечной обработки жидкого металла | 1985 |
|
SU1369857A1 |
| Способ получения отливок и слитков | 1990 |
|
SU1764781A1 |
| Способ получения слитков | 1987 |
|
SU1509176A1 |
| Смесь для изготовления экзотермического вкладыша | 1989 |
|
SU1764807A1 |
| Способ получения отливок | 1947 |
|
SU113864A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Способ получения слитка | 1983 |
|
SU1148697A1 |
| Устройство для непрерывного или полунепрерывного литья металлических заготовок | 1989 |
|
SU1836182A3 |

Использование: перемешивание жидкого металла в прибылях литейных форм при отливке слитков и крупных отливок. Цель изобретения: повышение эффективности обработки. Сущность изобретения: устройство содержит установленную на торце прибыльной части формы опорную раму с упругими опорными элементами, размещенную на ней погружаемую в расплав огнеупорную трубу и систему подвода и отвода рабочего газа, При этом опорная рама выполнена в три-четыре раза большей массой, чем масса огнеупорной трубы, а общая жесткость упругих элементов равна
Примечания: а) масса трубы - 35 кг;
б) масса рамы - 35 -3,5 в) высота трубы - 0,8 м,
Фиг. 2
Составитель А. Смирнов
Техред М.МоргенталКорректор В. Петраш
1764782
п ВлУм
газа
-3
| Литейная форма | 1975 |
|
SU529903A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для перемешивания жидкого металла | 1976 |
|
SU554291A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для перемешивания жидкого металла | 1977 |
|
SU628999A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
