тали одновременно. Резьбонарезной суннорт 7 ,i:;e;i в :;;i,T,e пролол1Л ых салазок 18, имеющих две пары поперечных напр;,15Л ::юн1нх. На П уОдо/1Ы)1х еалазках 18 е обонх ,f;;; 11 емонтнрованы два поперечных еуппорта (левый 19 и правый 20).
Такое расположеине нонеречных еуннортов позво;гяет произво.лнть одновременное нарезанне резьбы на обонх концах деталн.
Поперечные суппорты состоят из 21 и верхних 22 еалазок, несущих резцедержатель 23. Верхние еалазки 22 смоптированы на направляющих нижних салазок 2 и пред; азначеиы для ручного вывода резцов из рабочей зоны в случае необходимости {напрн:. для контроля деталн без ее открепления). При нарезании резьбы верхние еалазки фикс;1р ютея от1 осителы о нижних.
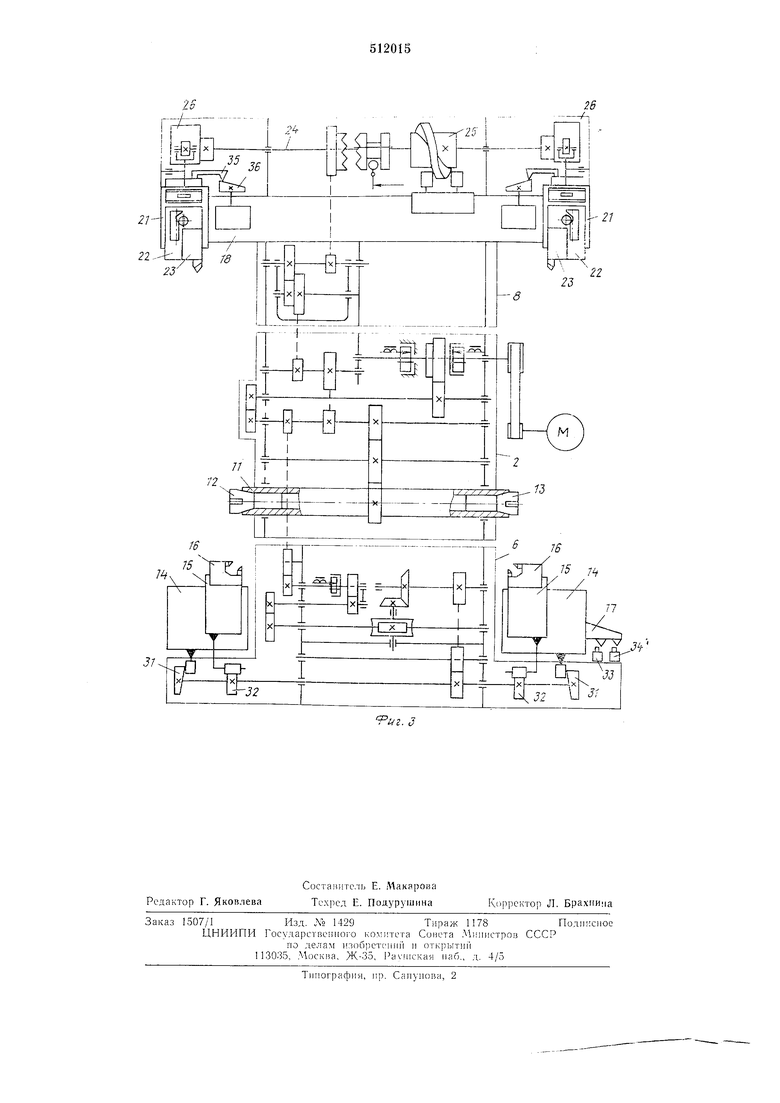
Продольиые салазки 18 резьбонарезного суппорта 7 установлены па панра1зляющнх корпуеа привода 8 резьбонарезного суппорта. Р1а раепредел1- те;1ьном валу 24 смоптиронаны винтовой замкнутый барабан 25, обеспечивающий продольную рабочую подачу резьбонарезного еуппорта 7, равную щагу нарезаемой резьбы, и ускоренное холостое перемеще1П е его в исходное положе}П е, два дисковых кулачка 26, обеспечивающих ввод - вывод резцов из питкп нарезаемых резьб в начале - коице продольного рабочего хода резьбонарезного суппорта 7.
С целью сокращепия времени на загрузку заготовки и выгрузку обработанной детали полуавтомат оснащен лотком загрузки 9 и лотком разгрузки 10. Лоток загрузки 9 установлен справа от щиинделя 11 и вынолпен в виде призмы, которая центрирует заготовку относительно оси шпинделя 11. Лоток разгрузки 10, также вьшолиепный в виде призмы, нееет на себе регулируемый упор 27, пред 1азначенный для ориентации заготовки отиосител,но щцинделя, рычажный механизм 28 сбрасывания готовой детали и приемный лоток 29. Полуавтоматический цикл работы полуавтомата осуществляется следующим образом. При пуске шпинделя 11 с зажатой в пе.м заготовкой цажатцем соответствуюн.1ей кнопки на пульте управления 30 включается механизм привода 6 токарных суппортов 4 и 5 и торцовые 31 и дисковые 32 кулачки сообщают токарцым суппортам соответствующие ирофилям кулачков движения. Поеле окончания цикла работы токарные сунпорты 4 и 5 возвра цаются в исходное ноложевие, и упоры 17, смонтированные на правом токарном суппорте, набегают па конечные вь ключатели 33 и 34, закрепленные на корпусе привода 6 токарных суппортов, при этом один из конечных выключателей дает сигнал на выключение привода 6 токарных суппортов, другой дает сигнал па включение привода 8 резьбонарезного суппорта 7. Движение передается иа распределительный ;;ал 2 8 резьбонарез}юго суппорта 7, и начинается цикл резьбонарезания мстод(М ипс,1едо атель П)1х 1 юходоз.
Г1оне)ечные суппорпчл 19 и 20 нод воздейст5 15ИСМ днскопых кулачков 26 входят в рабочую зону, упоры 35, закрепленные на нижних салазках 21 иопсречны.к суппортов 19 и 20. опускаются на рабочую новерхность кулачков 36 нодачи ;5резаи:я н юграммных стройств,
0 и . винтовой барабац 25 перемещает Продольиые салазки 18 с подачей, щагу иарезаемой резьбы. В конце рабочего нроЛ.о;П)Ного хода резьбонарезного суппорта 7 дцско.;-ые сулачкн 26 выводят поперечные сун.5 норты 19 ц 20 с резцами из нитки нарезаемой резьбы,при этом упоры 35 отходит от кулачков 36 подачи врезания; программные устройства дают сигна.д на поворот этих кулачков Jia опр еделенный TO;I, обеспечивая тем самым
0 поперечную нодачу вре.зания на определенную :ie;i:i4HHy на очередном вводе резца в цитку иарозье.мой резьбы. Продольные салазки 18 г, это совернцпот под воздействнем замi-cu TOro винтового барабана 25 ускоренный
.5 обрат плй ход.
Количество проходов обуславливается цастройкой программного устройства. После выиолнення заданного числа проходов программное устройство дает сигнал на остановку
0 н1иинделя 11 и распределительного вала 24. Пажатием соответствующей кнопки на пульте управлепия 30 производится разжим детали в ишииделе. Заготовкой, опущенной ца лоток 9, обработацная деталь вытал5 кц.дается из шпинделя 11 иа лоток разгрузки 10 до упора 27. В это время заготовка занцл:аег соответствующее ноложение в шпинделе и нажатием соответствующей кнопки на пульте управления 30 зажи.гается в зажимном
устройстве. При } ажатии кнопки пуска шпинделя 11 на цульте управления 30 срабатывает рычажный мехапизм 28 сбрасывания готовой детали, и обработапная деталь из лотка разгрузки 10 перемещается в приемный лоток
Начинается следующий цикл обработки
детали.
изобретения
Фор .м у л а
Токарно-резьбонарезной нолуавтомат, содержа1,цнй ншиидельный узел с механизмом зажпма обрабатывае.мой детали и суппорты для токарных и резьбонарезных работ методом цоследовательных проходов, отличающ, II и с я тем, что, с целью повыщения точности обработки при парезании резьбы с двух копцов детали ц повышения производительности, шпиндель выполнен в виде трубы, которой смонтирован механизм зажим; обрабатываемой детали, иапример цанговый, а по обе стороны от шпинделя расположены токарные и резьбонарезные суппорты. причем последпие смонтированы с помощью индцвидуальиых цацравляющих на общих
поодолшплх салазках.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки и разгрузки токарного многошпиндельного станка | 1986 |
|
SU1340976A1 |
| Токарный станок | 1980 |
|
SU973241A1 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Резьботокарный станок | 1979 |
|
SU931336A1 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КОНЦЕВЫХ ЗАГОТОВОК | 1972 |
|
SU331846A1 |
| Токарный станок-автомат | 1984 |
|
SU1199459A1 |
| Токарный станок | 1983 |
|
SU1119779A2 |
| Токарный автомат | 1975 |
|
SU524503A3 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |

no
M
I -Xi
Ш X х|- X
;д
Я1Г
-Q-viqi
Ш - им Гм U&
