Изобретение относится к области металлообработки, а именно к электроэрозионной правке алмазных кругов.
Цель изобретения - повышение производительности правки.
В способе, основанном на правкедвумя электродами-инструментами с одинаковыми геометрическими размерами и скоростями возвратно-поступательного движения, электроды-инструменты перемещают в противоположных направлениях, а максимальное расстояние между осями электродов-инструментов, когда один из них расположен симметрично обрабатываемой поверхности круга,- задают равным ширине алмазоносного кольца круга, если ширина электрода-инструмента не превышает ширину алмазного кольца, или равным ширине электрода-инструмента, если ширина электрода-инструмента превышает ширину алмазоносного кольца.
В способе электроды-инструменты при возвратно-поступательном движении вдоль образующей обрабатываемой поверхности выходят из контакта с алмазным кругом, что является необходимым условием предотвращения искажения профиля круга при правке по этому методу (методу огибания), в результате происходит изменение площадей контактно-эрозионного взаимодействия с алмазным кругом каждого из них.
Благодаря противоположному направлению движения электродов-инструментов и функциональной связи расстояния между их осями с шириной алмазоносного кольца это изменение происходит так, что если площадь взаимодействия одного из электродов-инструментов уменьшается, то площадь взаимодействия другого увеличивается При этом -коэффициент уменьшения площади равен коэффициенту увеличения в каждый момент правки В результате обеспечивается постоянство суммарной
со
с
о
ON К
N1 VI 00
площади взаимодействия обоих электродов-инструментов с алмазным кругом в процессе обработки.
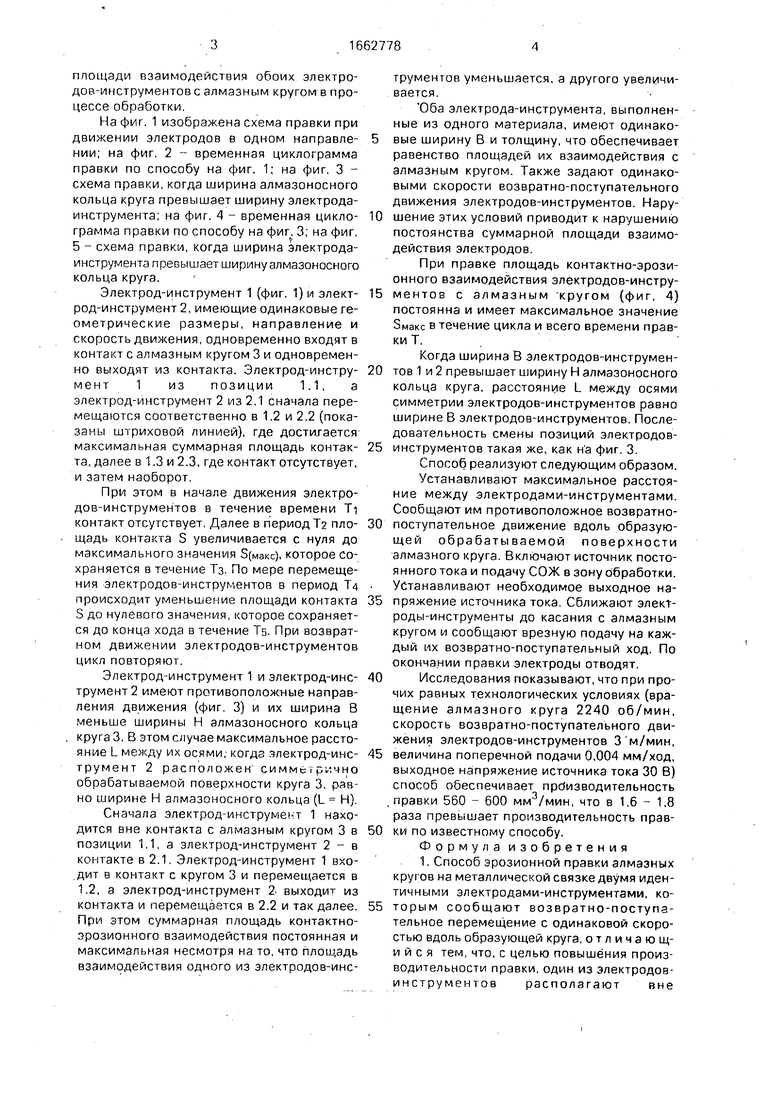
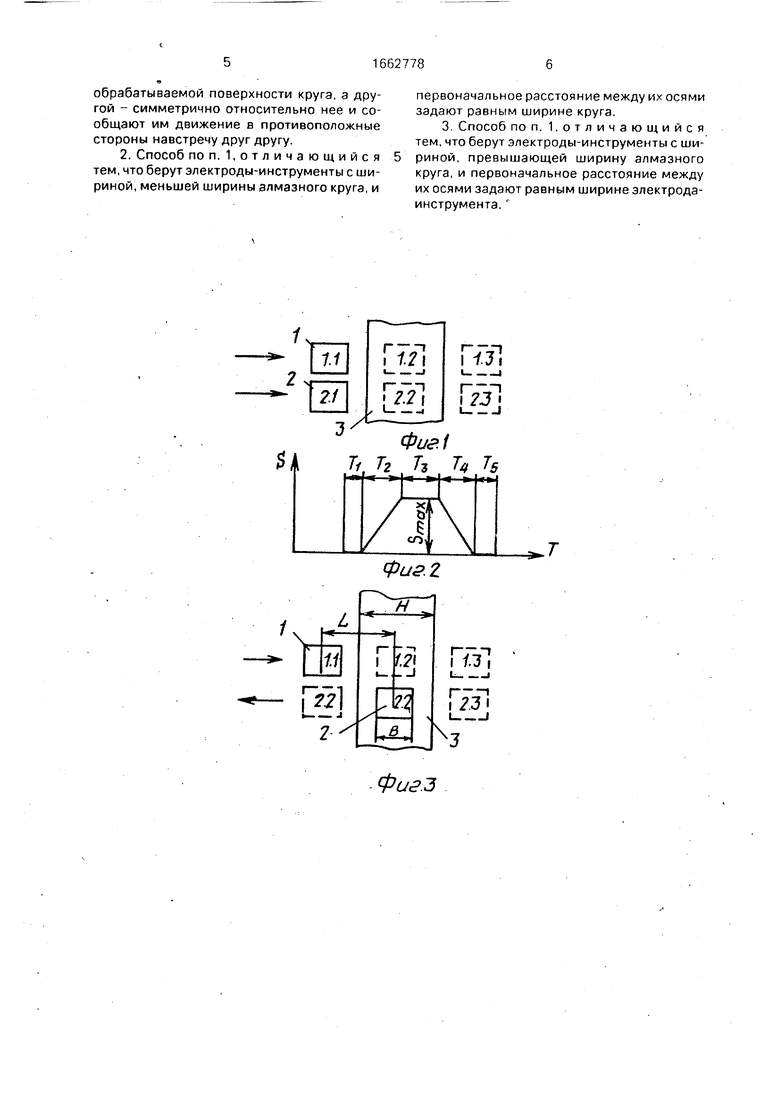
На фиг. 1 изображена схема правки при движении электродов в одном направлении; на фиг. 2 - временная циклограмма правки по способу на фиг. 1; на фиг. 3 - схема правки, когда ширина алмазоносного кольца круга превышает ширину электрода- инструмента; на фиг. 4 - временная циклограмма правки по способу на фиг, 3; на фиг. 5 - схема правки, когда ширина электрода- инструмента превышает ширину алмазоносного кольца круга.
Электрод-инструмент 1 (фиг. 1) и электрод-инструмент 2, имеющие одинаковые геометрические размеры, направление и скорость движения, одновременно входят в контакт с алмазным кругом 3 и одновременно выходят из контакта. Электрод-инструмент 1 из позиции 1.1, а электрод-инструмент 2 из 2.1 сначала перемещаются соответственно в 1.2 и 2.2 (показаны штриховой линией), где достигается максимальная суммарная площадь контакта, далее в 1.3 и 2.3, где контакт отсутствует, и затем наоборот.
При этом в начале движения электродов-инструментов в течение времени TI контакт отсутствует. Далее в период Т 2 площадь контакта S увеличивается с нуля до максимального значения 5(Мзкс), которое сохраняется в течение Тз. По мере перемещения электродов-инструментов в период Т4 происходит уменьшение площади контакта S до нулевого значения,которое сохраняется до конца хода в течение Ts. При возвратном движении элекгродов-инструментов цикл повторяют.
Электрод-инструмент 1 и электрод-инструмент 2 имеют противоположные направления движения (фиг. 3) и их ширина В меньше ширины Н алмазоносного кольца . круга 3. В этом случае максимальное расстояние L между их осями, когдз электрод-инс- грумент 2 расположен симмеiрично обрабатываемой поверхности круга 3, равно ширине Н алмазоносного кольца (L Н). Сначала электрод-инструмеьт 1 находится вне контакта с алмазным кругом 3 в позиции 1.1, а электрод-инструмент 2 - в контакте в 2.1. Электрод-инструмент 1 входит в контакт с кругом 3 и перемещается в 1.2, а электрод-инструмент Ъ выходит из контакта и перемещается в 2.2 и так далее. При этом суммарная площадь контактно- эрозионного взаимодействия постоянная и максимальная несмотря на то, что площадь взаимодействия одного из электродов-инсгрументов уменьшается, а другого увеличивается.
Оба электрода-инструмента, выполненные из одного материала, имеют одинаковые ширину В и толщину, что обеспечивает равенство плошадей их взаимодействия с алмазным кругом. Также задают одинаковыми скорости возвратно-поступательного движения электродов-инструментов. Нару0 шение этих условий приводит к нарушению постоянства суммарной площади взаимодействия электродов.
При правке площадь контактно-эрозионного взаимодействия электродов-инстру5 ментов с алмазным кругом (фиг. 4) постоянна и имеет максимальное значение Змакс в течение цикла и всего времени правки Т.
Когда ширина В электродов-инструмен0 тов 1 и 2 превышает ширину Н алмазоносного кольца круга, расстояние L между осями симметрии электродов-инструментов равно ширине В электродов-инструментов. Последовательность смены позиций электродов5 инструментов такая же, как н а фиг. 3.
Способ реализуют следующим образом. Устанавливают максимальное расстояние между электродами-инструментами. Сообщают им противоположное возвратно0 поступательное движение вдоль образующей обрабатываемой поверхности алмазного круга. Включают источник постоянного тока и подачу СОЖ в зону обработки. Устанавливают необходимое выходное на5 пряжение источника тока. Сближают электроды-инструменты до касания с алмазным кругом и сообщают врезную подачу на каждый их возвратно-поступательный ход. По окончании правки электроды отводят.
0Исследования показывают, что при прочих равных технологических условиях (вращение алмазного круга 2240 об/мин, скорость возвратно-поступательного движения электродов-инструментов З м/мин,
5 величина поперечной подачи 0,004 мм/ход,
выходное напряжение источника тока 30 В)
способ обеспечивает производительность
. правки 560 - 600 мм /мин, что в 1,6 - 1,8
раза превышает производительность прав0 ки по известному способу.
Формула изобретения 1. Способ эрозионной правки алмазных кругов на металлической связке двумя идентичными электродами-инструментами, ко5 торым сообщают возвратно-поступательное перемещение с одинаковой скоростью вдоль образующей круга, отличающийся тем, что, с целью повышения производительности правки, один из электродов- инструменюв располагают вне
обрабатываемой поверхности круга, а другой - симметрично относительно нее и сообщают им движение в противоположные стороны навстречу друг другу.
2. Способ по п. 1,отличающийся тем, что берут электроды-инструменты с шириной, меньшей ширины алмазного круга, и
первоначальное расстояние между их осями задают равным ширине круга.
3. Способ по п. 1,отличающийся тем, что берут электроды-инструменты с шириной, превышающей ширину алмазного круга, и первоначальное расстояние между их осями задают равным ширине электрода- инструмента. 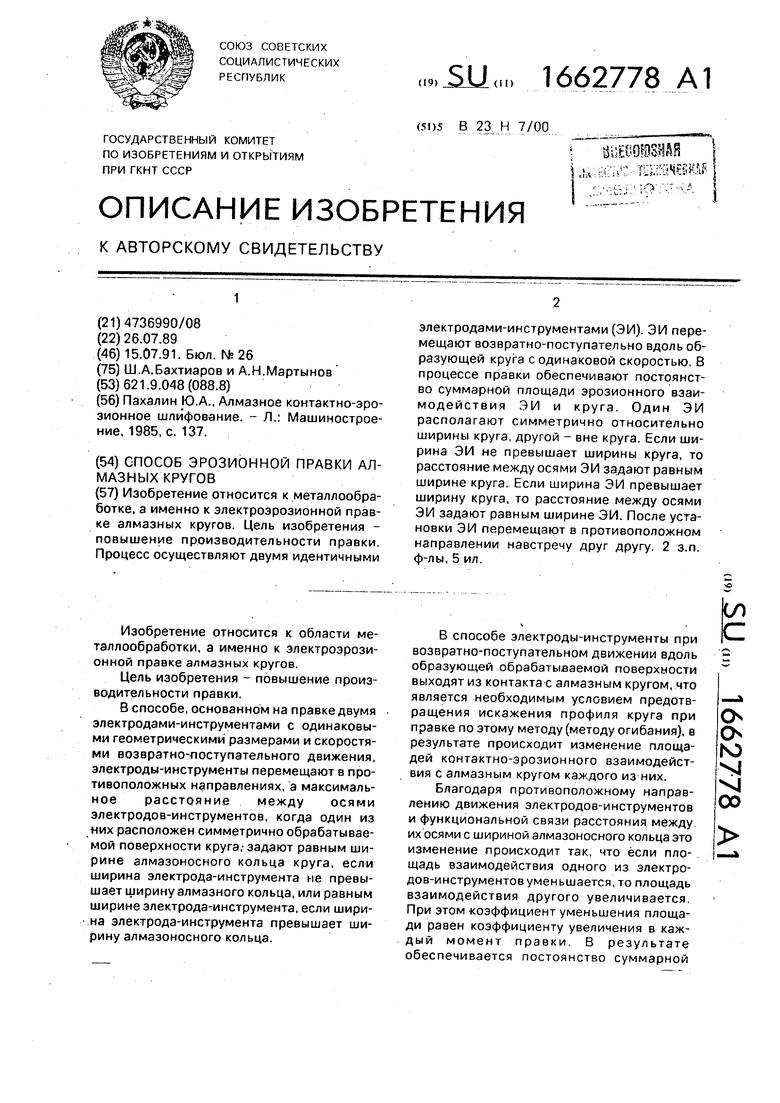
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНО-ЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ | 1990 |
|
RU2008147C1 |
| Электрод-инструмент для контактноэрозионной правки алмазных кругов | 1989 |
|
SU1685644A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ контактно-эрозионной правки алмазных кругов | 1988 |
|
SU1593809A1 |
| Электрод-инструмент для контактно-эрозионной правки плоских рабочих поверхностей алмазных кругов | 1987 |
|
SU1512725A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ НА МЕТАЛЛИЧЕСКИХ СВЯЗКАХ | 1990 |
|
RU2014183C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1992 |
|
RU2071408C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ПРОБКИ КРАНА С ШАРОВЫМ ЗАТВОРОМ | 1995 |
|
RU2122487C1 |
| Устройство для правки многониточных шлифовальных кругов | 1987 |
|
SU1785883A1 |
Изобретение относится к металлообработке, а именно к электроэрозионной правке алмазных кругов. Цель изобретения - повышение производительности правки. Процесс осуществляют двумя идентичными электродами-инструментами /ЭИ/. ЭИ перемещают возвратно поступательно вдоль образующей круга с одинаковой скоростью. В процессе правки обеспечивают постоянство суммарной площади эрозионного взаимодействия ЭИ и круга. Один ЭИ располагают симметрично относительно ширины круга, другой - вне круга. Если ширина ЭИ не превышает ширины круга, то расстояние между осями ЭИ задают равным ширине круга. Если ширина ЭИ превышает ширину круга, то расстояние между осями ЭИ задают равным ширине ЭИ. После установки ЭИ перемещают в противоположном направлении навстречу друг другу. 2 з.п.ф-лы, 5 ил.
/„
S
Г«
i1
«
Ti Т2 Г3 T47S
Т
Фиг. 2
ФигЗ
Фиг 5
| Пахалин Ю.А., Алмазное контактно-эрозионное шлифование | |||
| - Л.: Машиностроение, 1985, с | |||
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
