Изобретение относится к электроэрозионной обработке, в частности к правке алмазных кругов на токопроводящей связке.
Цель изобретения - повышение точности правки алмазных кругов с периферийной рабочей поверхностью.
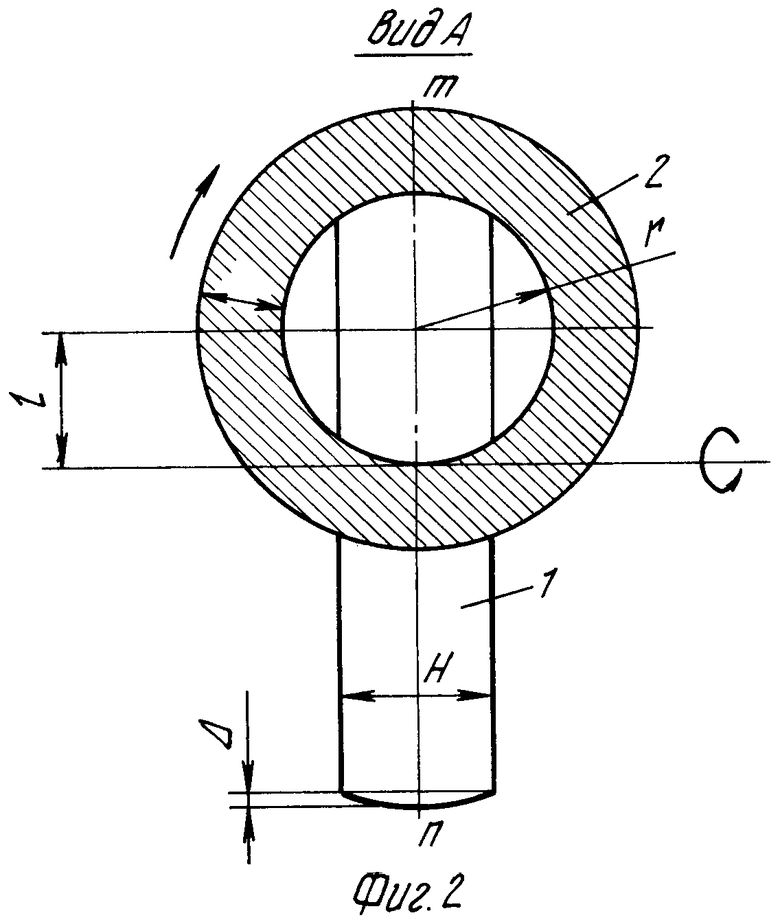
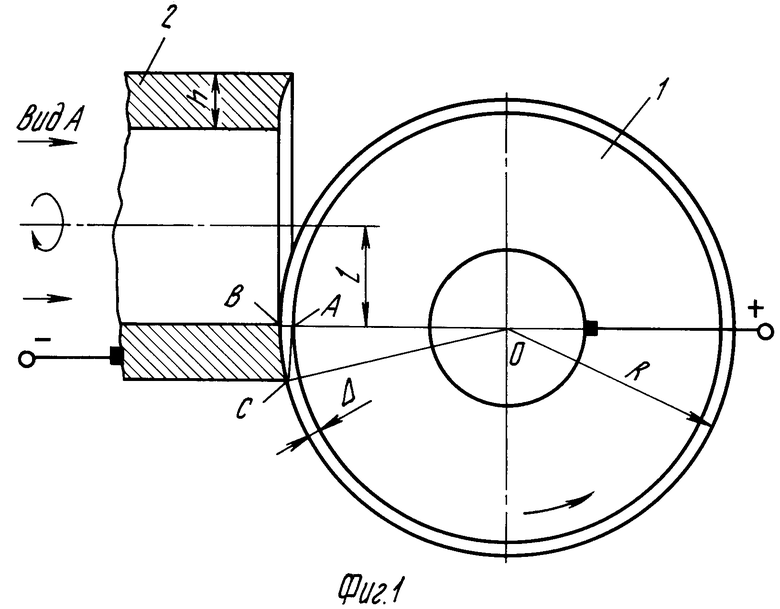
На фиг. 1 представлена схема правки; на фиг. 2 - вид по стрелке А на фиг. 1.
Алмазный круг 1 и трубчатый электрод-инструмент 2 подключены соответственно к положительному и отрицательному полюсам источника постоянного тока. Ось электрод-инструмента 2 расположена в плоскости mn, проходящей через середину алмазоносного кольца круга, а внутренний диаметр превышает ширину Н этого кольца. Врезная подача задана параллельно оси электрода-инструмента 2.
Ось вращения и симметрии электрода-инструмента 2 смещена относительно центра круга 1 на расстояние l, равное внутреннему радиусу r электрода-инструмента, в направлении, противоположном направлению вращения круга 1. Невыполнение этого условия приведет к снижению точности правки при l<r и нарушению стабильности контактно-эрозионного процесса при l>r.
В начальный момент правки цилиндрическая поверхность алмазного круга и плоская торцовая поверхность электрода-инструмента контактируют по узкой полоске вдоль образующей круга (на чертеже не показано). Далее вследствие врезной подачи и цилиндричности рабочей поверхности круга 1 на торце электрода-инструмента 2 формируется вогнутая кольцевая поверхность, которая в свою очередь приводит к закруглению кромок алмазоносного кольца и формированию выпуклой кольцевой поверхности на круге. В процессе правки осуществляется приработка поверхностей электродов и отклонение Δ образующей круга от прямолинейности растет с увеличением глубины АВ вогнутости на торце электрода-инструмента до тех пор, пока не достигнет максимального значения.
На точность правки существенное влияние оказывают размеры электродов. Так, отклонение Δ уменьшается с уменьшением ширины Н алмазоносного кольца и толщины h стенки электрода-инструмента и с увеличением радиусов R и r обоих электродов. Однако для всех возможных вариантов сочетания размеров алмазного круга 1 и электрода-инструмента 2 будет справедливым условие
Δ≅ АВ. (1)
Если возникнет необходимость в установлении более точной взаимосвязи между величинами Δ и АВ в каком-то конкретном случае, следует скорректировать формулу (1):
Δ = К˙АВ, (2) где К - коэффициент коррекции, учитывающий влияние радиуса r и ширины Н, который определяется в каждом конкретном случае экспериментально.
Из геометрических построений на фиг. 1 имеем
AB= R-  . (3)
. (3)
После подстановки выражения (3) в формулу (1) получим
Δ≅ R-  . (4) откуда максимальное значение фактического отклонения Δ образующей круга от прямолинейности определяется как
. (4) откуда максимальное значение фактического отклонения Δ образующей круга от прямолинейности определяется как
Δ= R-  . (5)
. (5)
Зададимся допустимым отклонением Δ′образующей круга от прямолинейности. Для обеспечения требуемой точности должно соблюдаться условие Δ′≥Δ. (6) С учетом формулы (5) условие (6) примет следующий вид:
Δ′≥ R-  , (7) откуда h≅
, (7) откуда h≅  . (8)
. (8)
Из вышеизложенного следует, что толщина h стенки трубчатого электрода-инструмента, заданная соотношением (8), обеспечивает необходимую точность правки.
Нарушение стабильности контактно-эрозионной правки при l>r объясняется следующим. Под действием сил резания происходят перемещения узлов в технологической системе в пределах существующих зазоров. В результате этого, например при l = r + h/2, часть рабочей поверхности электрода-инструмента отжимается от алмазного круга, а часть врезается в круг. Наличие врезания части поверхности электрода-инструмента в круг вызывает дополнительные вибрации в технологической системе, приводящие к периодическому изменению глубины резания и токовым коротким замыканиям, т. е. к нарушению стабильности правки.
При расстоянии l, меньшем r, вся рабочая поверхность электрода-инструмента отжимается от круга, вибрации в системе не возникают и правка протекает стабильно. Однако с уменьшением расстояния l увеличивается отклонение Δ , которое имеет максимальное значение при l = 0, так как в этом случае, как и в известном способе, на алмазном круге формируется кольцевой участок сферической поверхности с радиусом, равным радиусу R алмазного круга. Следовательно, описываемое расположение электрода-инструмента является оптимальным, так как наряду с высокой стабильностью правки обеспечивает и высокую точность.
Способ реализуют следующим образом.
Задаются толщиной стенки электрода-инструмента в соответствии с заявленным соотношением (8). Ось вращения и симметрии электрода-инструмента располагают относительно центра круга на расстоянии, равном внутреннему радиусу электрода-инструмента, в плоскости, проходящей через середину алмазоносного кольца круга, и в направлении, противоположном направлению вращения круга. Включают источник постоянного тока и подачу СОЖ в зону обработки. Сближают электроды до касания и сообщают врезную подачу. По окончании правки электроды отводят.
П р и м е р. Эффективность способа исследовали на модернизированном универсально-заточном станке модели 3М642Е, оснащенном источником постоянного тока мощностью 1,5 кВт с регулируемым выходным напряжением в диапазоне 0-36 В. Было задано допустимое отклонение Δ′≅ 0,2 мм. Правили алмазные круги, вращающиеся с частотой 2240 об/мин, типа IAI 150х20х3х32 АС6 80/63 МI 100% (Н = 20 мм) трубчатым (r = 25 мм, h = 5 мм) остальным (сталь 45 НRC9 58-61) вращающимся (360 об/мин) электродом-инструментом с врезной подачей 0,1 мм/мин. В зону обработки подавали 0,5% водный раствор кальцинированной соды с расходом 1 л/мин.
В результате была получена требуемая точность профиля круга.
Для сравнения была осуществлена правка по известному способу, в котором ось вращения электрода-инструмента проходит через центр алмазного круга. В этом случае фактическое отклонение образующей круга от прямолинейности имело значение Δ = 0,66 мм, которое значительно превышает допустимое отклонение Δ′ . (56) Бахтиаров Ш. А. Контактно-эрозионная правка алмазных кругов. Сб. Обмен производственно-техническим опытом. М. : НИИЭИР, 1988, N 3, с. 47-49.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактно-эрозионной правки алмазных кругов | 1988 |
|
SU1593809A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ НА МЕТАЛЛИЧЕСКИХ СВЯЗКАХ | 1990 |
|
RU2014183C1 |
| Электрод-инструмент для контактноэрозионной правки алмазных кругов | 1989 |
|
SU1685644A1 |
| Электрод-инструмент для контактно-эрозионной правки плоских рабочих поверхностей алмазных кругов | 1987 |
|
SU1512725A1 |
| Способ эрозионной правки алмазных кругов | 1989 |
|
SU1662778A1 |
| Способ контактно-эрозионного профилирования алмазных кругов | 1990 |
|
SU1815039A1 |
| Способ электроэрозионной правки алмазных кругов | 1982 |
|
SU1085729A1 |
| Способ контактно-эрозионной правки алмазных кругов | 1990 |
|
SU1710237A1 |
| Способ контактно-эрозионного формирования поверхностей алмазных кругов | 1990 |
|
SU1812015A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
Использование: правка алмазных кругов на токопроводящей связке. Сущность изобретения: правку круга производят трубчатым электродом-инструментом, внутренний диаметр которого превышает ширину круга. Ось вращения электрода-инструмента располагают в плоскости, проходящей через середину алмазоносного кольца круга, со смещением l. При этом толщину стенки h выбирают из условия  , где Δ′ - допустимое отклонение образующей алмазного круга от прямолинейности; R - радиус алмазного круга. Круг и электрод-инструмент подключают к противоположным полюсам источника постоянного тока. Правку производят при задании вращения круга и электроду-инструменту врезной подачи. 2 ил.
, где Δ′ - допустимое отклонение образующей алмазного круга от прямолинейности; R - радиус алмазного круга. Круг и электрод-инструмент подключают к противоположным полюсам источника постоянного тока. Правку производят при задании вращения круга и электроду-инструменту врезной подачи. 2 ил.
СПОСОБ КОНТАКТНО-ЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ на токопроводящей связке с периферийной рабочей поверхностью торцом трубчатого электрода-инструмента, включающий подключение электрода и круга к источнику постоянного тока и задание вращений электроду и кругу и врезной подачи, при котором ось электрода располагают в плоскости, проходящей через середину алмазоносного кольца круга, а внутренний диаметр электрода задают не менее ширины этого кольца, отличающийся тем, что, с целью повышения точности правки, в плоскости, проходящей через середину алмазоносного кольца круга, ось вращения электрода-инструмента располагают относительно центра круга на расстоянии, равном внутреннему радиусу электрода, а толщину его стенки задают соотношением
h≅ 
где h - толщина стенки электрода-инструмента;
Δ′ - допустимое отклонение образующей алмазного круга от прямолинейности;
R - радиус алмазного круга.
