10
15 тогда
31593809
Изобретение относится к области машиностроения, в .частности к элект роэрозионной обработке, и может быть использовано при правке алмазных кругов на металлической связке.
Цель изобретения - повышение точности правки путем оптимизации режимов правки.
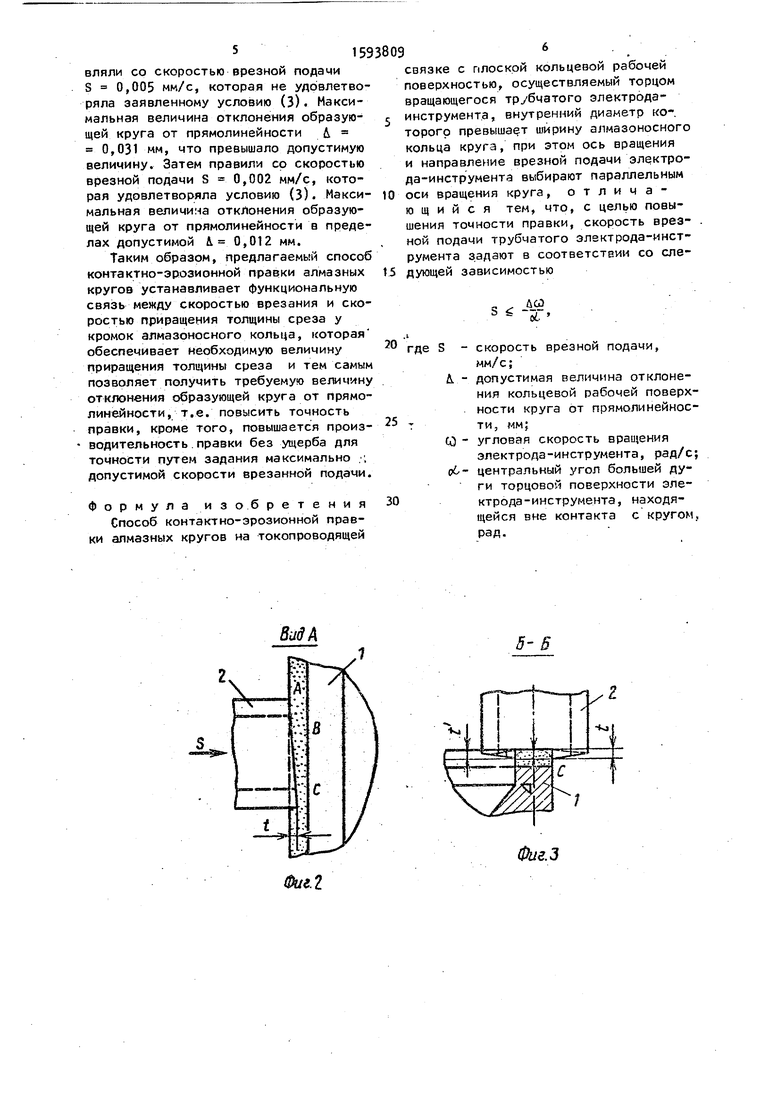
На фиг. 1 представлена схема правки; на фиг. 2 - вид А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1.
Способ осуществляется следующим образом.
Алмазный круг 1 подключен к положительному полюсу источника тока, электрод-инструмент 2 -.к otpицaтeль- ному.(ф,г. 1). Внутренний диаметр d электрода-инструмента 2 превышает ширину Н алмазоносного кольца круга 1, а20 его ось вращения и симметрии проходит через середину алмазоносного кольца в точке О и параллельна оси вращения круга 1 .
Врезная, подача S задается параллель- но оси вращения электрода-инструмента 2. Угол об - центральный угол дуги ABC участка торцовой поверхности электрода-инструмента с наружным радиусом R, находящегося вне контакта с 30 кругом 1,0)- угловая- скорость электрода-инструмента 2.
Величина t приращения толщины ере-- за увеличивается в направлении вращения электрода-инструмента 2 и имеет 5 максимальное значение на кромке алма- . зрносного кольца круга 1 в точке С (фиг. 2).
Приращение толщины среза величиной t вызывает контактно-эрозионный износ 40 периферийной поверхности круга 1 на длине, равной А, что приводит к отклонению образуюи4ей круга 1 .от прямолинейности на величину А , при этом . t i. Это приводит к формированию на круге 1 выпуклой кольцевой поверхности (штриховая линия),, так как на внутренней кромке алмазоносного кольца происходит аналогичный процесс. Велиалмазоносного кольца должна удовл ворять условию
t Л
(1)
Выразим t через скорость S вре подачи-и Езремя Т прохождения точк поверхности электрода-инструмента точки А в точку С по дуге - АВС:
t S T,
где
Т
После подстановки выражения (2 формулу (l) получим
5,
oi
Для правки устанавливают элект инструмент перпендикулярно к обра ваемой поверхности алмазного круг Сообщают вращение электроду-инстр менту и алмазном.у кругу. Включают точник питания и подачу СОЖ в зон работки. Устанавливают необходимо выходное напряжение источника пит ния. Сближают алмазный круг и эле род-инструмент до касания и сообщ ют врезную подачу со скоростью, о деленной по формуле (З). По оконч правки электроды отводят.
Пример, Правку осуществля на модернизированном универсально заточном станке мод. ЗМ642Е, осна щенном источником постоянного ток мощностью 1,5 кВт с регулируемым ходным напряжением в диапазоне 0Правили алмазные круги типа 12А2 150 X 10 X 5 X 32 АСб 63/50 Ml 10 при частоте вр ащения ,об/мин цом трубчатого электрода-инструме вращающегося с угловой скоростью 45 рад/-с. Электрод-инструмент выполненный из стали 5НКСз имел наружный 60 мм и внутренний 50 мм диаметры, В качестве СОЖ исп зовали 0,5%-ный водный раствор кал
чина t приращения толщинь среза у на- 50 соды, который подавали
ружной кромки алмазоносного кольца больше, чем у внутренней (), благодаря наибольшей длине дуги АВС (фиг. 3). поливом с расходом 1 л/мин. Центра ный угол наибольшей дуги торцовой верхности электрода-инструмента, н ходящейся вне контакта с кругом, о 3,23 рад.
Пусть допустимая величина отклонения образующей круга от прямолинейное-i ти имеет значение Д ,тогда величина t приращения тещины среза у кромок
алмазоносного кольца должна удовлетворять условию
t Л
(1)
Выразим t через скорость S врезной подачи-и Езремя Т прохождения точки поверхности электрода-инструмента из точки А в точку С по дуге - АВС:
10
t S T,
где
Т
15 тогда
20 (2)
0 0
5 .
0
После подстановки выражения (2) в формулу (l) получим
5,)
oi
Для правки устанавливают электрод- инструмент перпендикулярно к обрабатываемой поверхности алмазного круга. Сообщают вращение электроду-инструменту и алмазном.у кругу. Включают источник питания и подачу СОЖ в зону обработки. Устанавливают необходимое выходное напряжение источника питания. Сближают алмазный круг и электрод-инструмент до касания и сообщают врезную подачу со скоростью, определенной по формуле (З). По окончании правки электроды отводят.
Пример, Правку осуществляли на модернизированном универсально- заточном станке мод. ЗМ642Е, оснащенном источником постоянного тока мощностью 1,5 кВт с регулируемым выходным напряжением в диапазоне 03б В.. Правили алмазные круги типа 12А2 150 X 10 X 5 X 32 АСб 63/50 Ml 100 при частоте вр ащения ,об/мин тор- цом трубчатого электрода-инструмента, вращающегося с угловой скоростью Q 5 рад/-с. Электрод-инструмент, выполненный из стали 5НКСз , имел наружный 60 мм и внутренний 50 мм диаметры, В качестве СОЖ использовали 0,5%-ный водный раствор кальци Ро ннои соды, который подавали
поливом с расходом 1 л/мин. Центральный угол наибольшей дуги торцовой поверхности электрода-инструмента, находящейся вне контакта с кругом, о 3,23 рад.
Необходимо было получить величину максимального otклoнeния образующей круга от прямолинейности в пределах А. 0,015 мм. Сначала правку осуществляли со скоростью врезной подачи S 0,005 мм/с, которая не удовлетворяла заявленному условию (3). Максимальная величина отклонения образующей круга от прямолинейности Ь. - 0,031 мм, что превышало допустимую величину. Затем правили со скоростью врезной подачи S 0,002 мм/с, которая удовлетворяла условию (З). Максимальная величина отклонения образующей круга от прямолинейности в пределах допустимой i 0,012 мм.
Таким образом, предлагаемый способ контактно-эрозионной правки алмазных кругов устанавливает функциональную связь между скоростью врезания и скоростью приращения толщины среза у кромок алмазоносного кольца, которая обеспечивает необходимую величину приращения толщины среза и тем самым позволяет получить требуемую величину отклонения образующей круга от прямолинейности, т.е. повысить точность правки, кроме того, повышается произ- водительность.правки без ущерба для точности путем задания максимально .; допустимой скорости врезанной подачи.
Формула из об р е т е н и я Способ контактно-эрозионной правки алмазных кругов на токопроводящей
связке с плоской кольцевой рабочей поверхностью, осуществляемый торцом вращающегося трубчатого электрода- инструмента, внутренний диаметр которого превышает ширину алмазоносного кольца круга, при этом ось вращения и направление врезной подачи эл ктро- да-инструмента выбирают параллельным оси вращения круга, отличающийся тем, что, с целью повышения точности правки, скорость врезной подачи трубчатого электрода-инструмента задают в соответствии со сле- 15 дующей зависимостью
10
UCO
х .
в6
,
где S - скорость врезной подачи, мм/с;
&. - допустимая величина отклонения кольцевой рабочей поверх- . ности круга от прямолинейности, мм;
Q - угловая скорость вращения
электрода-инструмента, рад/с;
р6- центральный угол большей дуги торцовой поверхности электрода-инструмента, находящейся вне контакта с кругом, рад.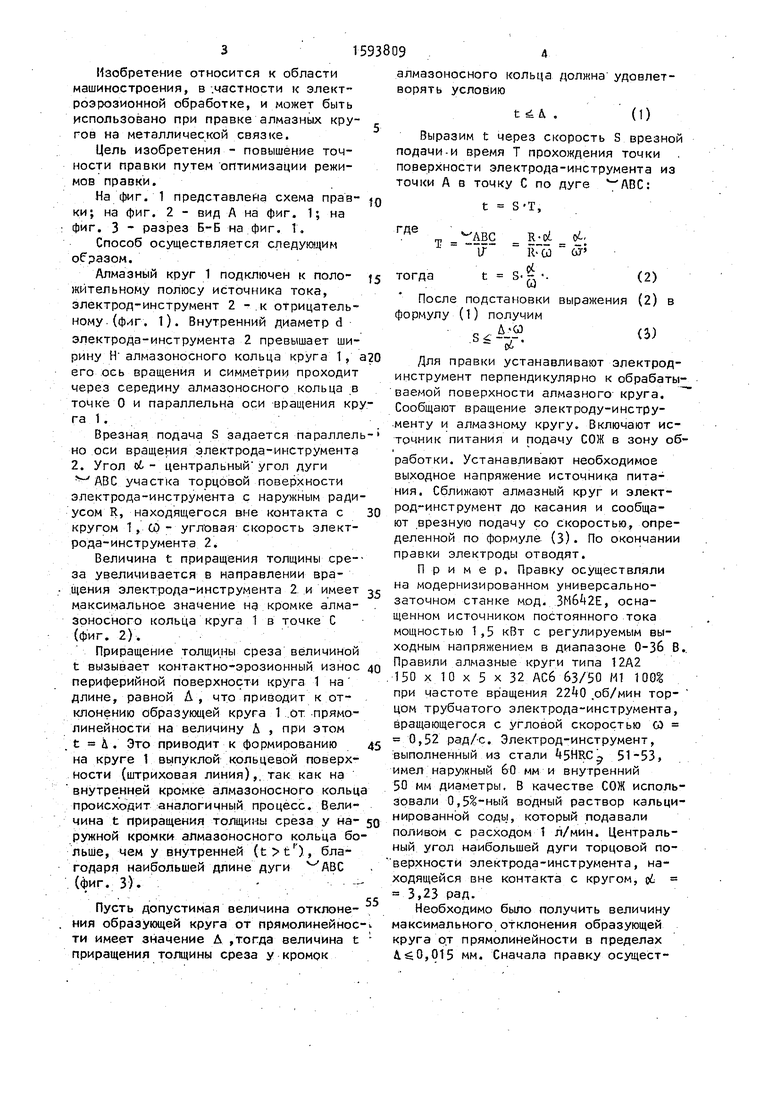
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНО-ЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ | 1990 |
|
RU2008147C1 |
| Электрод-инструмент для контактноэрозионной правки алмазных кругов | 1989 |
|
SU1685644A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ НА МЕТАЛЛИЧЕСКИХ СВЯЗКАХ | 1990 |
|
RU2014183C1 |
| Способ эрозионной правки алмазных кругов | 1989 |
|
SU1662778A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Электрод-инструмент для контактно-эрозионной правки плоских рабочих поверхностей алмазных кругов | 1987 |
|
SU1512725A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ комбинированной правки абразивных кругов и устройство для его осуществления | 1986 |
|
SU1355393A1 |
| Способ электроэрозионной обработки | 1988 |
|
SU1590236A1 |
Изобретение относится к машиностроению, в частности к электроэрозионной обработке, и может быть использовано при правке плоских рабочих поверхностей алмазных кругов на металлической связке. Алмазный круг 1 подключают к положительному полюсу источника тока, электрод-инструмент 2 - к отрицательному. Внутренний диаметр трубчатого электрода-инструмента 2 превышает ширину алмазоносного кольца круга 1. Цель изобретения - повышение точности правки. Задается величина приращения толщины среза у кромок алмазоносного кольца в пределах допустимой величины отклонения образующей круга от прямолинейности. Для этого скорость врезной подачи задают не более допустимой скорости приращения толщины среза и определяют по формуле: S≤Δ .Ω:Α, где S - скорость врезной подачи, мм/с
Δ - допустимая величина отклонения кольцевой рабочей поверхности круга от прямолинейности, мм
ω - угловая скорость вращения электрода-инструмента, рад/с
α - центральный угол большей дуги торцовой поверхности электрода-инструмента, находящейся вне контакта с кругом, рад. 3 ил.
Вид А
7V
5- в
| Способ правки торцовых алмазных кругов | 1983 |
|
SU1237335A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
