Изобретение относится к электроэрозионной обработке, в частности к правке плоских рабочих поверхностей алмазных кругов на металлической связке.
Цель изобретения - повышение производительности правки за счет увеличения протяженности зоны повышенной эрозионной интенсивности, находяш.ейся на границе контакта электрода-инструмента с кругом со стороны выноса продуктов резания и эрозии.
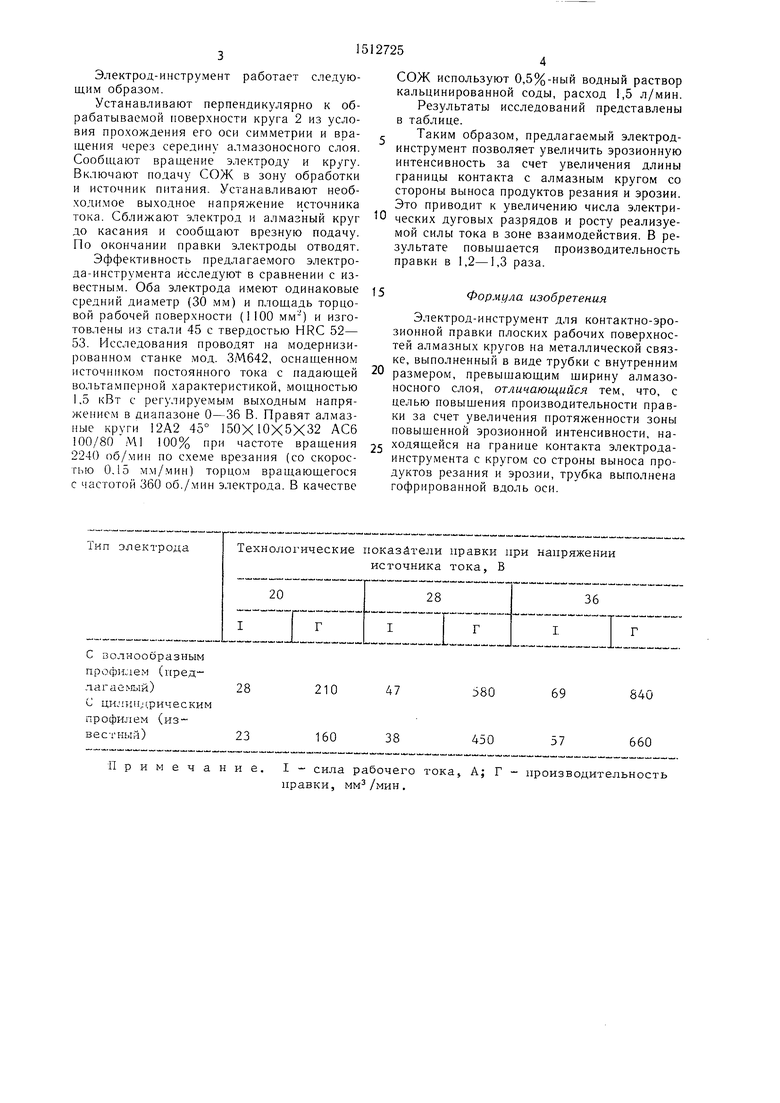
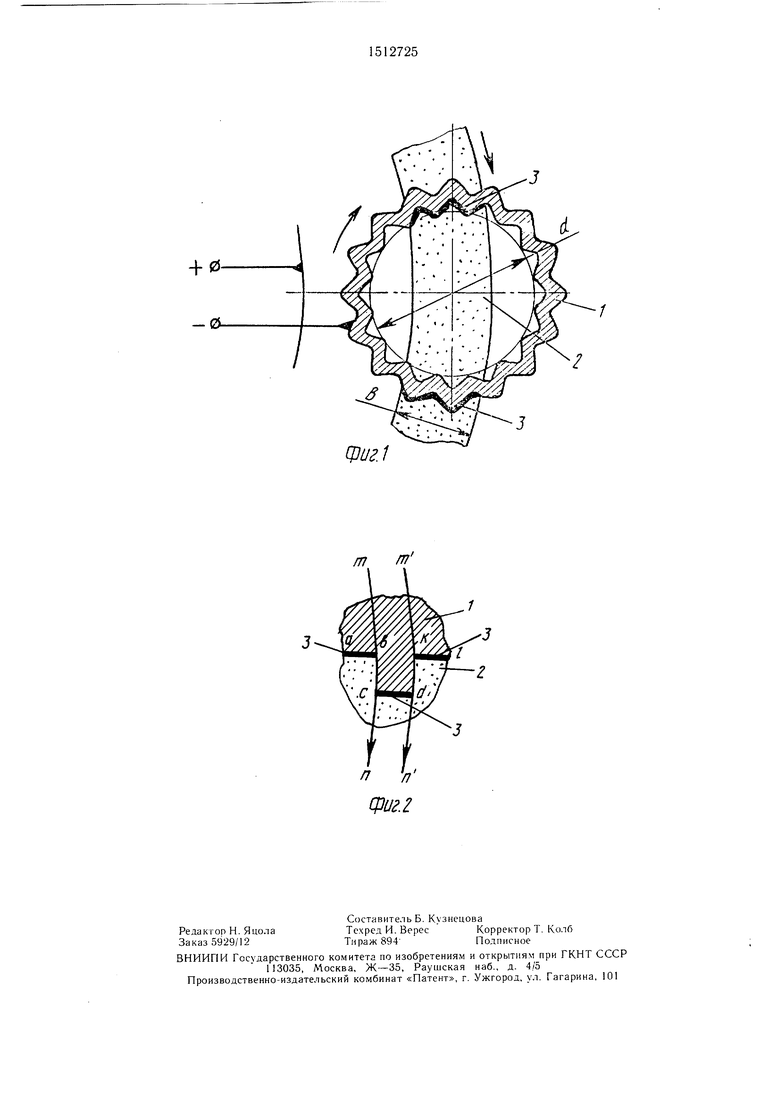
На фиг. I изображена схема контактно- эрозионной правки алмазного торцового круга торцом врашаюшегося трубчатого электрода с волнообразными внутренним и наружным поверхностями, которому сооб- шается врезная подача вдоль оси его вращения; на фиг. 2 - участок контактно-эрозионного взаимодействия алмазного круга и трубчатого электрода с продольными пазами прямоугольного профиля.
Электрод I расположен перпендикулярно к обрабатываемой поверхности алмазного круга 2 из условия прохождения его оси вращения через середину алмазоносного слоя. Внутренний диаметр d электрода 1
превышает ширину b алмазного слоя. . Алмазный круг 2 подключен к положительному полюсу источника тока, электрод 1 - к отрицательному. Зона 3 с повышенной эрозионной интенсивностью расположена у границы контакта электрода 1 с алмазным кругом 2 со стороны выноса продуктов резания и эрозии {т. е. в направлении вра1це П1я круга) и выделена ЖИРНОЙ линие.
Фиг. 2 поясняет недостатки электрода с пазами прямоугольного профиля. Траектории тп и т п движения алмазных зерен круга 2 совпадают с гранями be и kd профиля электрода 1. В результате этого вдоль этих граней не образуется зона с повышенной эрозионной интенсивностью. Поэтому, несмотря на большой участка контакта, общая длина которого выражается суммой отрезков ab- -bc- cd-riJk- f-k/. длина зоны 3 с повышенной эрозионной интенсивностью определяется суммой только трех отрезков . В связи с этим данный электрод обеспечивает меньшую длину зоны с повышенной эрозионной интенсивностью по сравнению с предлагаемым электродом.
(Л
Сд
К5
ю
О
Электрод-инструмент работает следующим образом.
Устанавливают перпендикулярно к обрабатываемой поверхности круга 2 из условия прохождения его оси симметрии и вращения через середину алмазоносного слоя. Сообщают вращение электроду и кругу. Включают подачу СОЖ в зону обработки и источник питания. Устанавливают необ- ходи.мое выходное напряжение и сточника тока. Сближают электрод и алмазный круг до касания и сообщают врезную подачу. По окончании правки электроды отводят.
Эффективность предлагаемого электрода-инструмента исследуют в сравнении с из- вестны.м. Оба электрода имеют одинаковые средний диаметр (30 мм) и площадь торцовой рабочей поверхности (1100 мм) и изготовлены из стали 45 с твердостью HRC 52- 53. Исследования проводят на модернизированном станке мод. ЗМ642, оснащенном источнико.м постоянного тока с падающей вольтамперной характеристикой, мощностью 1.5 кВт с регулируемым выходным напряжением в диапазоне О-36 В. Правят алмазные круги 12А2 45° 150X10X5X32 АС6 100/80 М1 100% при частоте вращения 2240 об/мин по схеме врезания (со скоростью 0.15 мм/мин) торцом вращающегося с частотой 360 об./мин электрода. В качестве
0
0
5
СОЖ используют 0,5%-ный водный раствор кальцинированной соды, расход 1,5 л/мин.
Результаты исследований представлены в таблице.
Таким образом, предлагаемый электрод- инструмент позволяет увеличить эрозионную интенсивность за счет увеличения длины границы контакта с алмазным кругом со стороны выноса продуктов резания и эрозии. Это приводит к увеличению числа электрических дуговых разрядов и росту реализуемой силы тока в зоне взаимодействия. В результате повыщается производительность правки в 1,2-1,3 раза.
Форм1 ла изобретения
Электрод-инструмент для контактно-эрозионной правки плоских рабочих поверхностей алмазных кругов на металлической связке, выполненный в виде трубки с внутренним размером, превыщающим ширину алмазоносного слоя, отличающийся тем, что, с целью повыщения производительности правки за счет увеличения протяженности зоны повышенной эрозионной интенсивности, находящейся на границе контакта электрода- инструмента с кругом со строны выноса продуктов резания и эрозии, трубка выполнена гофрированной вдоль оси.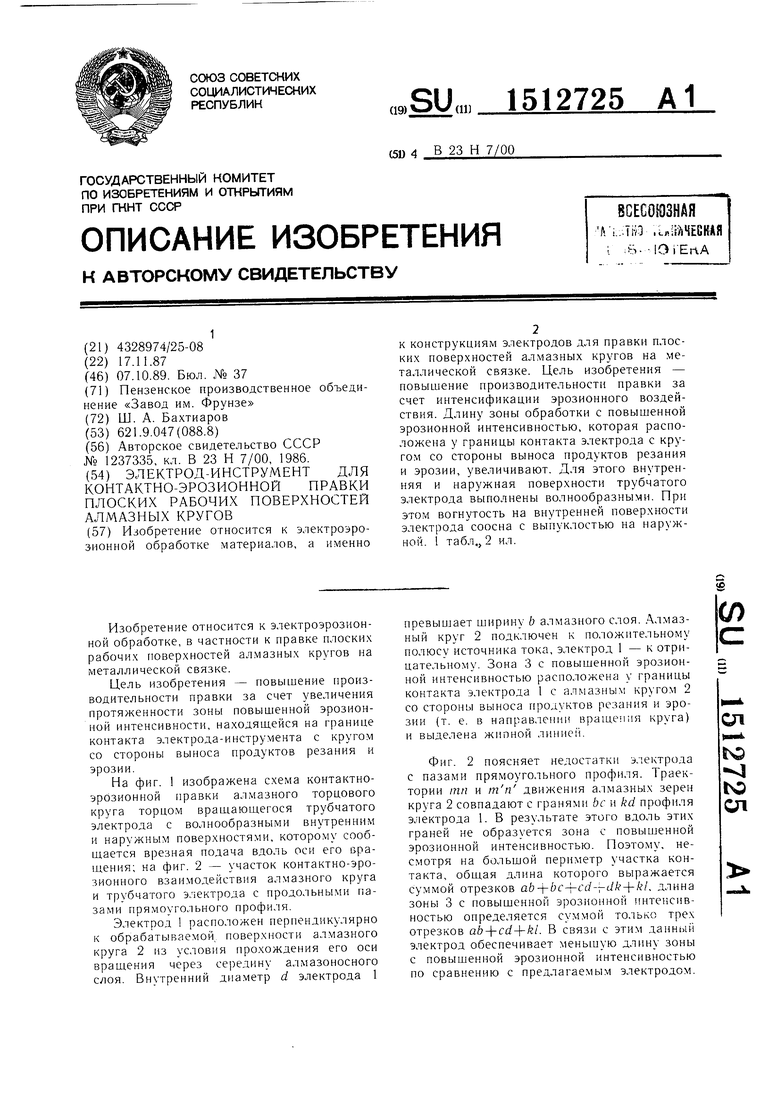
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для контактноэрозионной правки алмазных кругов | 1989 |
|
SU1685644A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ НА МЕТАЛЛИЧЕСКИХ СВЯЗКАХ | 1990 |
|
RU2014183C1 |
| СПОСОБ КОНТАКТНО-ЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ | 1990 |
|
RU2008147C1 |
| Способ контактно-эрозионной правки алмазных кругов | 1988 |
|
SU1593809A1 |
| Способ эрозионной правки алмазных кругов | 1989 |
|
SU1662778A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2018 |
|
RU2680792C1 |
| Способ электроэрозионной правки алмазных кругов | 1982 |
|
SU1085729A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1992 |
|
RU2071408C1 |
| Устройство для обработки,профилирования и правки алмазных кругов на металлической связке | 1985 |
|
SU1283001A1 |
Изобретение относится к электроэрозионной обработке материалов, а именно к конструкциям электродов для правки плоских поверхностей алмазных кругов на металлической связке. Цель изобретения - повышение производительности правки за счет интенсификации эрозионного воздействия. Длину зоны обработки с повышенной эрозионной интенсивностью, которая расположена у границы контакта электрода с кругом со стороны выноса продуктов резания и эрозии, увеличивают. Для этого внутренняя и наружная поверхности трубчатого электрода выполнены волнообразными. При этом вогнутость на внутренней поверхности электрода соосна с выпуклостью на наружной. 1 табл., 2 ил.
28 23
210
160
Примечание.
I - сила рабочего тока А; Г - производительность правки, .
47
380
69
840
38
450
57
660
-a
Фиг.1
J
J
т т
| Способ правки торцовых алмазных кругов | 1983 |
|
SU1237335A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
