ON О
CJ
д
N VI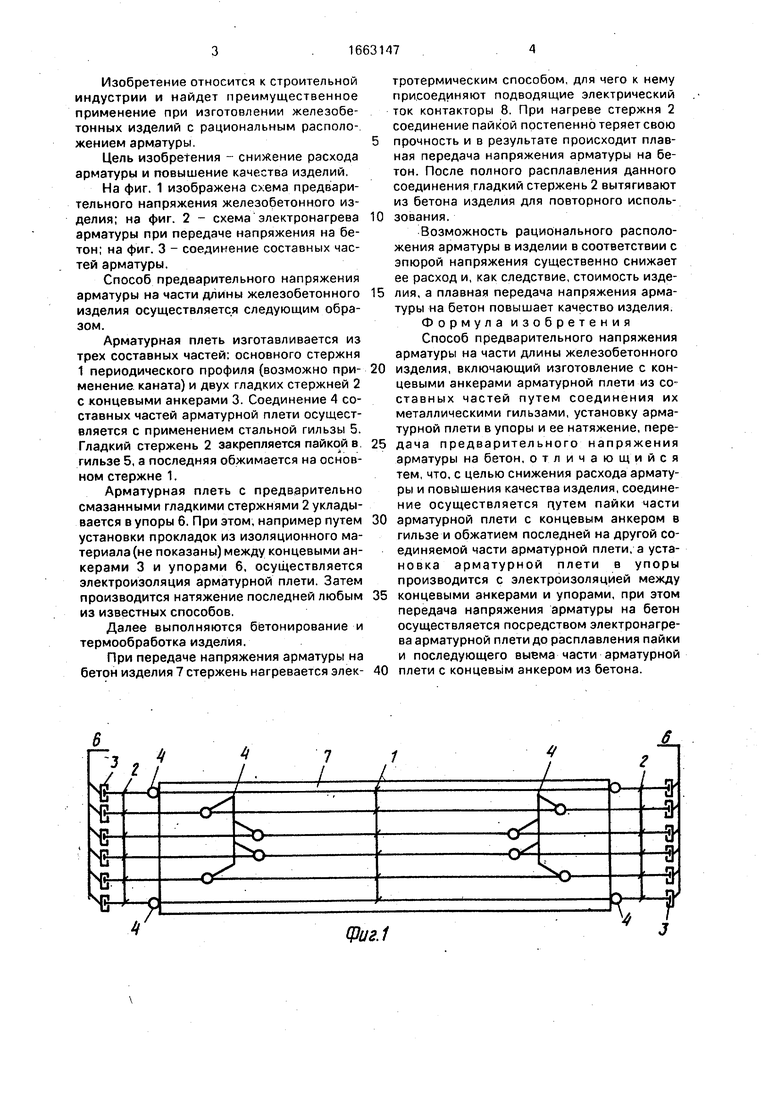
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМАТУРНОЕ ИЗДЕЛИЕ | 2009 |
|
RU2394968C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ИЗДЕЛИЯ | 2009 |
|
RU2395650C1 |
| СПОСОБ РАСПОЛОЖЕНИЯ ЗАКЛАДНЫХ ДЕТАЛЕЙ В ЖЕЛЕЗОБЕТОННОЙ КОНСТРУКЦИИ | 2024 |
|
RU2833655C1 |
| Способ электротермического натяжения высокопрочной стержневой арматуры | 1988 |
|
SU1686096A1 |
| СПОСОБ УСИЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ МНОГОПУСТОТНОЙ ПАНЕЛИ ПЕРЕКРЫТИЯ ЗДАНИЯ | 2009 |
|
RU2398944C1 |
| Способ защиты анкеров-фиксаторов захвата арматурных стержней при производстве железобетонных подрельсовых оснований | 2017 |
|
RU2675606C1 |
| УСТРОЙСТВО ДЛЯ УСИЛЕНИЯ МНОГОПУСТОТНОЙ ПАНЕЛИ ПЕРЕКРЫТИЯ ЗДАНИЯ | 2009 |
|
RU2394970C1 |
| АРМАТУРНЫЙ ЭЛЕМЕНТ ДЛЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕТОННЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2455436C1 |
| Способ изготовления преднапряженных железобетонных изделий и форма для осуществления способа | 2001 |
|
RU2219050C2 |
| Устройство для предварительного натяжения арматурных стержней | 1981 |
|
SU1040093A1 |
Изобретение относится к строительной индустрии и может найти применение при изготовлении железобетонных изделий с рациональным расположением арматуры. Целью изобретения является снижение расхода арматуры и повышение качества изделий. Способ включает изготовление арматурной части с концевыми анкерами из составных частей: основного 1 и гладкого 2 стержней, соединенных гильзой 5. Стержень 2 соединяется пайкой с гильзой 5, последняя обжимается на стержне 1. После бетонирования и термообработки изделия арматурная плеть нагревается электротермическим способом, в результате чего при расплавлении соединения пайкой происходит главная передача напряжения на бетон. Затем стержень 2 вытягивается из бетона для повторного применения. 3 ил.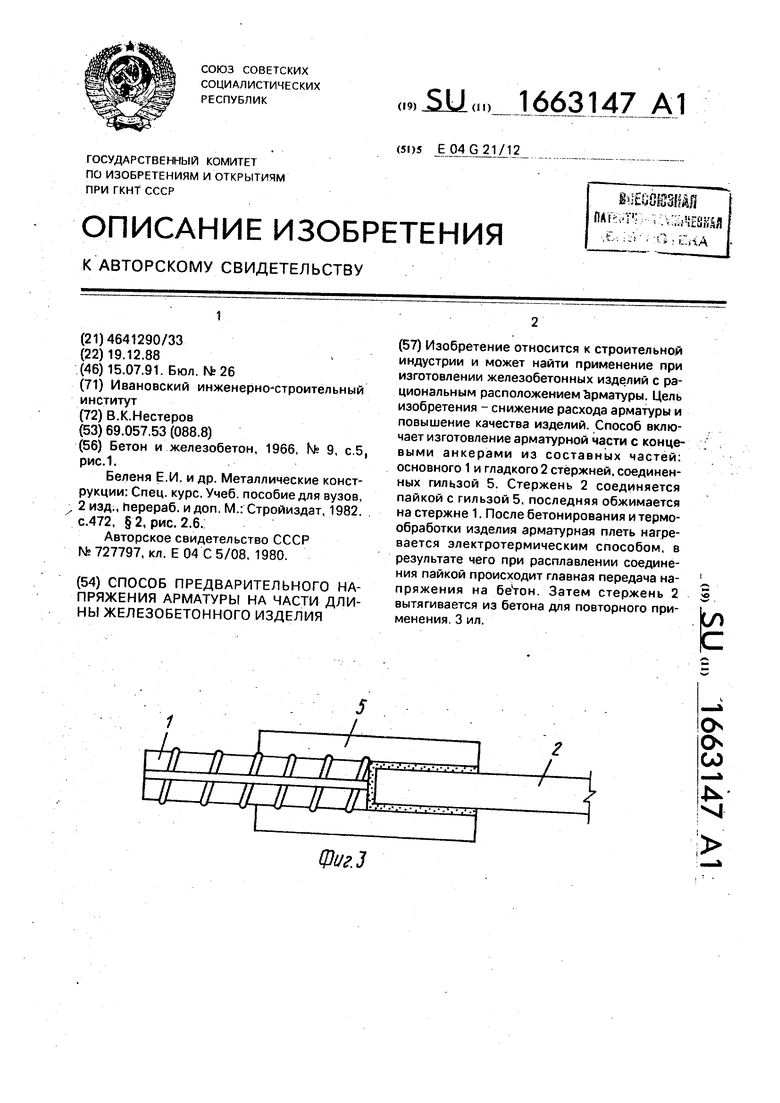
Фи.3
Изобретение относится к строительной индустрии и найдет преимущественное применение при изготовлении железобетонных изделий с рациональным расположением арматуры,
Цель изобретения - снижение расхода арматуры и повышение качества изделий.
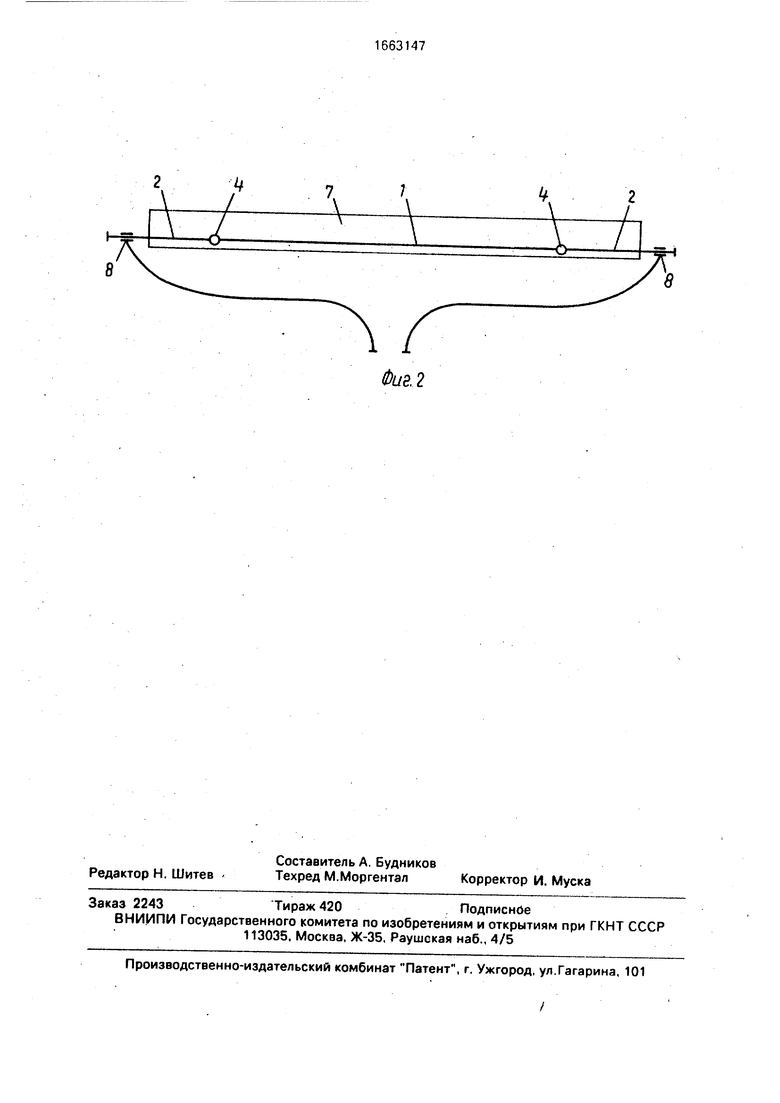
На фиг. 1 изображена схема предварительного напряжения железобетонного изделия; на фиг. 2 - схема электронагрева арматуры при передаче напряжения на бетон; на фиг. 3 - соединение составных частей арматуры.
Способ предварительного напряжения арматуры на части длины железобетонного изделия осуществляется следующим образом.
Арматурная плеть изготавливается из трех составных частей; основного стержня 1 периодического профиля (возможно при- менение каната) и двух гладких стержней 2 с концевыми анкерами 3. Соединение 4 составных частей арматурной плети осуществляется с применением стальной гильзы 5. Гладкий стержень 2 закрепляется пайкой в гильзе 5, а последняя обжимается на основном стержне 1.
Арматурная плеть с предварительно смазанными гладкими стержнями 2 укладывается в упоры 6. При этом, например путем установки прокладок из изоляционного материала (не показаны) между концевыми анкерами 3 и упорами 6, осуществляется электроизоляция арматурной плети. Затем производится натяжение последней любым из известных способов.
Далее выполняются бетонирование и термообработка изделия.
При передаче напряжения арматуры на бетон изделия 7 стержень нагревается элек-
тротермическим способом, для чего к нему присоединяют подводящие электрический ток контакторы 8. При нагреве стержня 2 соединение пайкой постепенно теряет свою прочность и в результате происходит плавная передача напряжения арматуры на бетон. После полного расплавления данного соединения гладкий стержень 2 вытягивают из бетона изделия для повторного использования.
Возможность рационального расположения арматуры в изделии в соответствии с эпюрой напряжения существенно снижает ее расход и, как следствие, стоимость изделия, а плавная передача напряжения арматуры на бетон повышает качество изделия. Формула изобретения Способ предварительного напряжения арматуры на части длины железобетонного изделия, включающий изготовление с концевыми анкерами арматурной плети из составных частей путем соединения их металлическими гильзами, установку арматурной плети в упоры и ее натяжение, передача предварительного напряжения арматуры на бетон, отличающийся тем, что, с целью снижения расхода арматуры и повышения качества изделия, соединение осуществляется п.утем пайки части арматурной плети с концевым анкером в гильзе и обжатием последней на другой соединяемой части арматурной плети, а уста- новка арматурной плети в упоры производится с электроизоляцией между концевыми анкерами и упорами, при этом передача напряжения арматуры на бетон осуществляется посредством электронагрева арматурной плети до расплавления пайки и последующего выема части арматурной плети с концевым анкером из бетона.
fl
8
Фиг. 2
| Бетон и железобетон, 1966, № 9, с 5, рис.1 | |||
| Беленя Е.И | |||
| и др | |||
| Металлические конструкции: Спец | |||
| курс | |||
| Учеб | |||
| пособие для вузов, 2 изд., перераб | |||
| идол | |||
| М.: Стройиздат, 1982 | |||
| Устройство для нахождения генерирующих точек контактного детектора | 1923 |
|
SU472A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Арматура для предварительно напряженных железобетонных конструкций | 1978 |
|
SU727797A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
