Изобретение относится к волочильному производству, в частности к изготовлению сталемедной проволоки, и может быть использовано в электротехнической промышленностидляпроизводствакоррозионно-стойких проводов, например помехоподавляющих.
Целью изобретения является повышение выхода годного за счет устранения трещин образования в оболочке.
При изготовлении биметаллической проволоки с медным сердечником и оболочкой из нержавеющей стали с объемным со- держанием меди 0,40-0,75 исходные размеры компонентов биметаллической заготовки выбирают из соотношения
М
Он
2,0,
dc +2t
где DH - наружный диаметр трубы-оболочки, мм;
dc - диаметр медного сердечника, мм;
t - толщина трубы-оболочки, мм.
DH
Если
dc +2t
1,2 (например,
О
о
t
со о
DH
. , х; 1,1), то становится невозможной
Ос Т Ј-1
заправка медного сердечника в стандартные нержавеющие трубы. Обусловлено это малым зазором между поверхностью сердечника и внутренней поверхностью трубы- оболочки, длиной компонентов
биметаллической заготовки и их допускаемой кривизной.
у- 2(о (напрИМер f
Если
dc + 2t uc
2,1), то при осадке трубы-оболочки на сердечник увеличение шероховатости внутренней поверхности трубы-оболочки (в виде образующихся продольных складок металла) приводит к продольным трещинам в трубе-оболочке, а следовательно, к отбраковке биметаллической заготовки.
Данное соотношение параметров исходной заготовки действительно для биметаллической проволоки с сердечником из меди и оболочкой из нержавеющей стали с объемным содержанием меди 0,40-0,75 (40-75%). При увеличении объемного содержания меди в биметаллической проволоке (например, до 0,8) в процессе изготовления сталемедной проволоки тончайших диаметров появляются трещины в оболочке, обусловленныерастягивающиминапряжениями. Указанные напряжения являются последствием тягового усилия волочения, изгиба проволоки на тяговых шайбах М различия в пластичности металлов оболочки и сердечника.
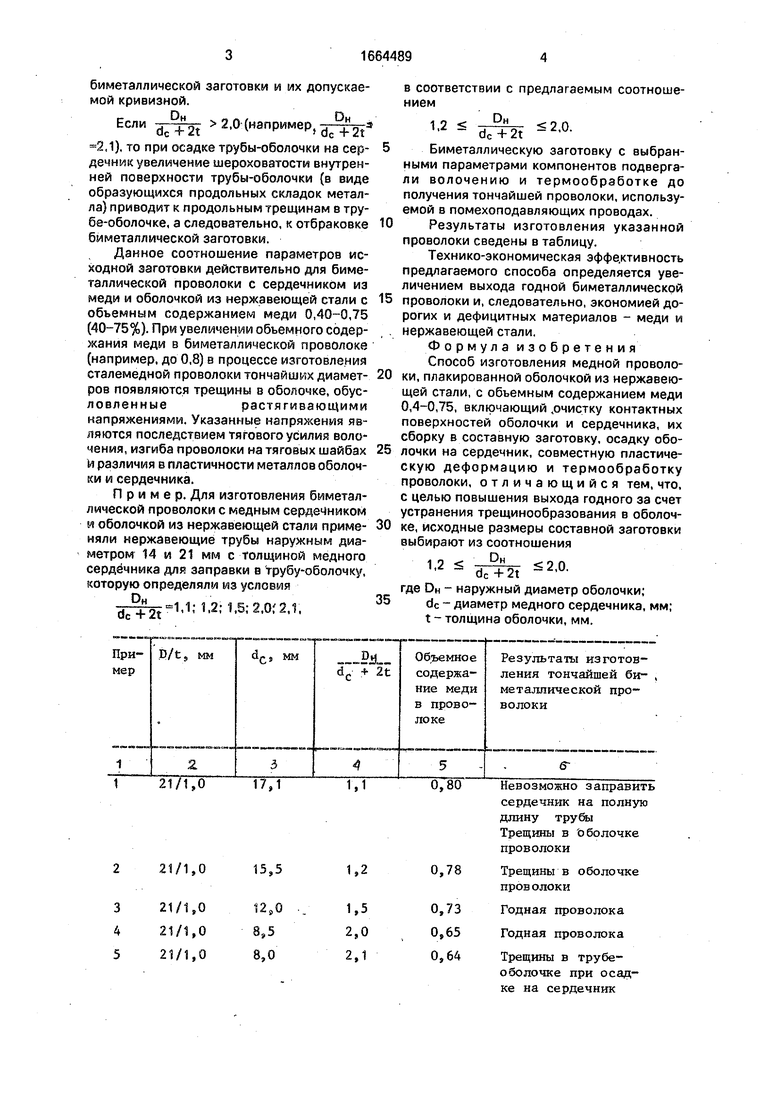
Пример. Для изготовления биметаллической проволоки с медным сердечником и оболочкой мз нержавеющей стали применяли нержавеющие трубы наружным диаметром 14 и 21 мм с толщиной медного сердечника для заправки в трубу-оболочку, которую определяли из условия
Рн dc+2t
1,1,-1,2; 1,5; 2,0 2,1.
в соответствии с предлагаемым соотношением
DH
1,2
2,0.
0
5
0
5
0
5
dc+2t
Биметаллическую заготовку с выбранными параметрами компонентов подвергали волочению и термообработке до получения тончайшей проволоки, используемой в помехоподавляющих проводах.
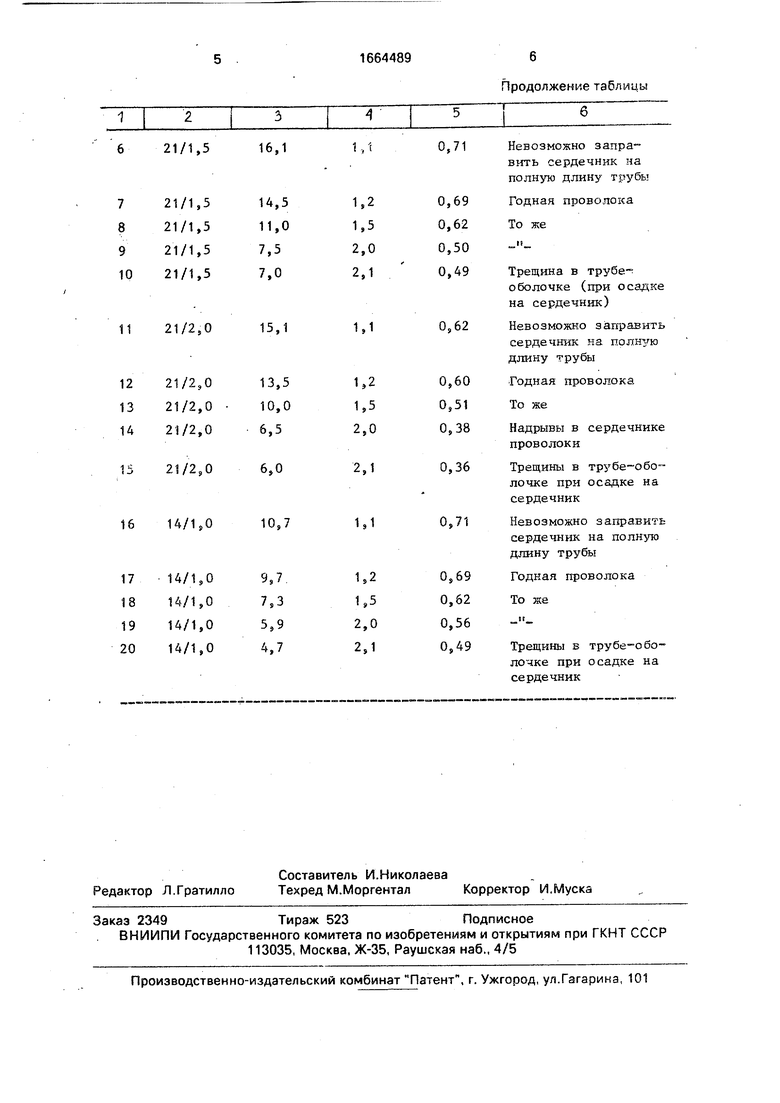
Результаты изготовления указанной проволоки сведены в таблицу.
Технико-экономическая эффективность предлагаемого способа определяется увеличением выхода годной биметаллической проволоки и, следовательно, экономией дорогих и дефицитных материалов - меди м нержавеющей стали.
Формула изобретения
Способ изготовления медной проволоки, плакированной оболочкой из нержавеющей стали, с объемным содержанием меди 0,4-0,75, включающий .очистку контактных поверхностей оболочки и сердечника, их сборку в составную заготовку, осадку оболочки на сердечник, совместную пластическую деформацию и термообработку проволоки, отличающийся тем, что, с целью повышения выхода годного за счет устранения трещинообразования в оболочке, исходные размеры составной заготовки выбирают из соотношения DH
1,2
2,0.
6С+21
где DH - наружный диаметр оболочки; dc - диаметр медного сердечника, мм; t - толщина оболочки, мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сталемедной проволоки | 1989 |
|
SU1706737A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО ЭЛЕКТРОПРОВОДНИКА | 2001 |
|
RU2216804C2 |
| Способ стыкового соединения биметаллических прутков | 1979 |
|
SU863259A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ СТАЛЕМЕДНОЙ ПРОВОЛОКИ | 2000 |
|
RU2189877C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2099166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ПЛАКИРОВАННОЙ КАТАНКИ | 2013 |
|
RU2547364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ | 2013 |
|
RU2550505C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНОЙ ПРОВОЛОКИ | 1997 |
|
RU2122908C1 |
| Способ изготовления медной проволоки | 1974 |
|
SU484965A1 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ БИМЕТАЛЛИЧЕСКОЙ СТАЛЕМЕДНОЙ ПРОВОЛОКИ С СЕРДЕЧНИКОМ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 1992 |
|
RU2015864C1 |
Изобретение относится к волочению медной проволоки, плакированной оболочкой из нержавеющей стали. Цель - увеличение выхода годной продукции за счет устранения трещин в оболочке. При изготовлении биметаллической проволоки с медным сердечником и оболочкой из нержавеющей стали исходные размеры компонентов заготовки выбирают из соотношения 1,2≤DH/DC + 2T≤2,0, где DH - наружный диаметр трубы - оболочки, мм
DC - диаметр медного сердечника, мм
T - толщина трубы - оболочки, мм. Осуществляют сборку составной заготовки, осадку, волочение и термообработку до получения тончайшей проволоки, используемой в помехоподавляющих проводах. 1 табл.
21/1,0
17,1
21/1,0
21/1,0 21/1,0 21/1,0
15,5
12,0
8,0
0,80 Невозможно заправить сердечник на полную длину трубы Трещины в оболочке проволоки
0,78 Трещины в оболочке пров олоки
0,73 Годная проволока 0,65 Годная проволока
0,64 Трещины в трубе- оболочке при осадке на сердечник
Продолжение таблицы
| Способы производства биметаллической проволоки | |||
| М.: Черметинформация, 1978, сер | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
