Изобретение относится к металлургии, в частности к изготовлению биметаллической проволоки со стальным сердечником и медным покрытием, нанесенным гальваническим способом.
Известен способ изготовления ста- лемедной проволоки, включающий волочение стального сердечника, подготовку его поверхности и нанесение медного покрытия в линии гальваноагрегата, термообработку пслученной биметаллической заготовки и ее волочение с обжатием 80% на передельном размере и обжатиек 95% на биметаллической проволоке готового размера (после повторной термообработки)„
Этот способ обеспечивает более .- стабильный процесс изготовления ста- лемедной проволоки,
Недостатком способа является снижение числа перегибов сталемедной проволоки, обусловленное сохраняющимс.я после термообработки при температуре до 6СО С неравномерным по сечению зерном меди (на наружной поверхности медной оболочки зерна крупнее) „ Кроме того, волочение сталемедной проволоки на готовый размер с обжатием более 90% и последующий отжиг при температуре 600 С приводит к росту зерен меди по всему сечению оболочки. При этом пластичность медного слоя, выраженная относительным удлинением, растет, но одновременно растет относительная шероховатость наружной поверхности, снижающая число перегибов. Сталемедная проволока с меньшим числом перегибов снижает работоспособность готовых изделий, которые в процессе эксплуатации подвергаются многократному изгибу, вибрации.
Целью изобретения является повышение работоспособности сталемедной
о j со J
j
проволоки в изделиях путем увеличения числа перегибов проволоки.
Поставленная цель достигается тем что в способе изготовления сталемедной проволоки, включающем волочение стального сердечника, подготовку его поверхности и нанесение медного покрытия в линии гальванического агрегата, термообработку сталемедной заготовки при температуре до 600 С и ее волочение, стальной сердечник перед заправкой в гальваноагрегат подвергают волочению с вытяжкой 1 ,8- Э,3, а полученную сталемедную заготовку - с вытяжкой 2,1-5,3 без применения термообработки между операциями волочения0
Стальной сердечник (особенно из низкоуглеродистой стали) , который перед заправкой в гальваноагрегат подвергается волочению с вытяжкой менее 1,8, сохраняет способность к неравномерному по длине растяжению. При прохождении такого сердечника через погружные ролики гальваноагрегата и обтиры происходит локальное утонение сердечника, увеличивается различие диаметров сердечника и биметаллической проволоки по длине, изменяется соотношение компонентов в биметаллической заготовке и проволоке „
Если стальной сердечник перед заправкой в гальваноагрегат подвергается волочению с вытяжкой более 9,3, то полученная сталемедная заготовка имеет ограниченный запас пластичности, который не позволяет волочить ее дальше с вытяжкой по медному слою 2,1 и более, т.ес с той вытяжкой, которая при обжиге сталемедной заготовки обеспечивает минимальный размер зерна в медной оболочке и соответственно высокое сопротивление сталемедной проволоки изгибу 0 В рассматриваемом случае суммарна вытяжк по стальному сердечнику превысит 20, тсе. ту критическую степень деформации , которая вызывает накопление дефектов в структуре стали.
Интервал суммарной пластической деформации биметаллической заготовки (вытяжка от 2,1 до 5,3), поступающей с гальваноагрегата, определен из условия получения в медной оболоч1 ке и стальном сердечнике при отжиге сталемедной проволоки минимальном величины зерна, обеспечивающего мак
10
067374
симальное сопротивление проволоки изгибу. Экспериментально установлено, что после термообработки сталемедной проволоки, полученной из биметаллической заготовки с вытяжкой менее 2,1 и более 5,3, в медной оболочке проволоки величина зерна увеличивается не менее чем на 1 балл, что заметно снижает число перегибов сталемедной проволоки
П р и м е р. На сердечник из стали марки Св08Д после волочения с различной степенью деформации наносят медное покрытие, используя гальванический агрегат экспериментального завода. Процесс меднения включает операции: электрическое обезжиривание в растворе Na2CO 80 г/л + NaOH 30 г/л + 20 г/л, электрохимическое травление в растворе 250 г/л, нанесение никелевого подслоя в растворе 180 г/л + + NaCl 20 г/л + КЦВОз г/л, нанесение медного покрытия в электролите
15
20
25
30
35
40
45
50
55
из CuS04-5H20 250 г/л, . 75 г/л„ Полученную биметаллическую заготовку с объемным содержанием меди 17% подвергают волочению на диаметр 0,8 мм. Заготовка с гальвано- агрегата имеет различный диаметр, обеспечивающий различную степень деформации на диаметре 0,8 мм. Сталемедную проволоку диаметром 0,8 мм различных вариантов отжигают в кол- паковой печи в среде защитного газа ПСО-09 при 600°С и времени выдержки 3 ч, Волочение стального сердечника проводят на стане UDZSA 630/7, биметаллической проволоки - на стане UDZWG 250/JO по маршрутам соответственно:0,97-1 ,06-1 ,16-1,27-1 ,40-1,54-1,69-1,85-2,03-2,23-2,45-2,69-2,95-3,24-3,550,8-0,88-0,97-1,06-1,16-1,27-1,40- -1,54-1,69-1,85-2,03
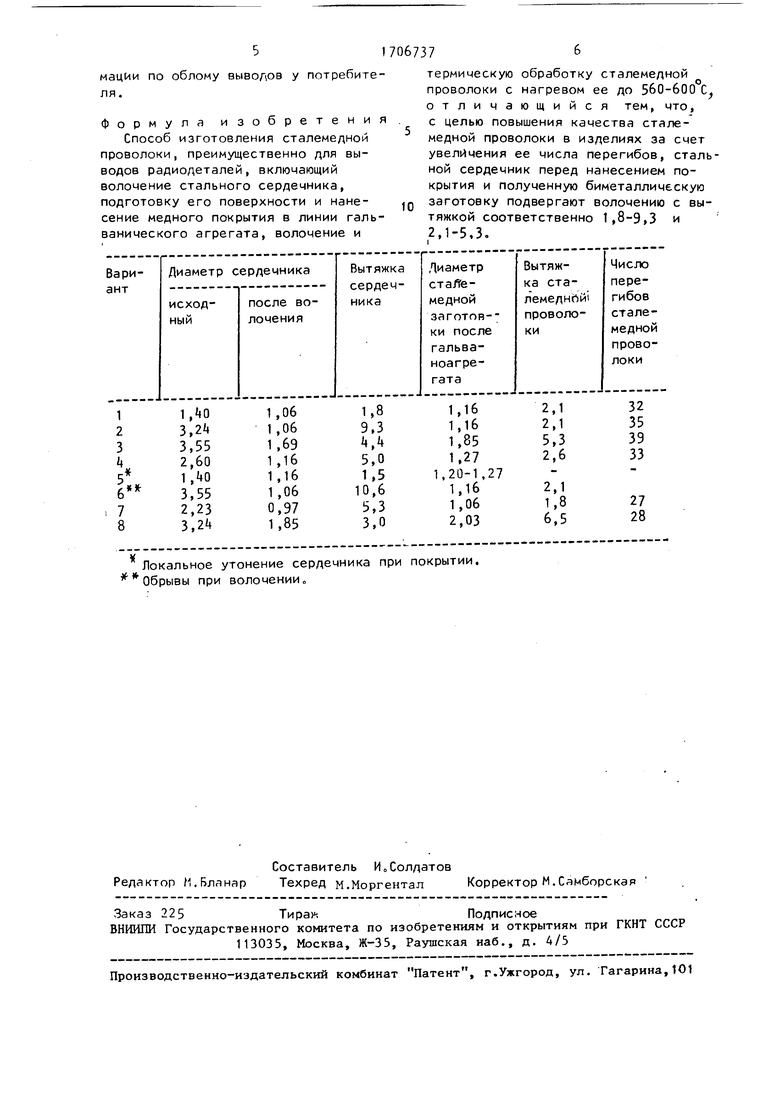
Условия проведения способа и число перегибов сталемедной проволоки диаметром 0,8 мм после термообработки сведены в таблицу.
Обеспечение числа перегибов сталемедной проволоки не менее 30 исключает брак радиодеталей при сварке монтажных выводов, сокращает рекла51
нации по облому выводов у потребителя.
Формула изобретения
Способ изготовления сталемедной проволоки, преимущественно для выводов радиодеталей, включающий волочение стального сердечника, подготовку его поверхности и нанесение медного покрытия в линии гальванического агрегата, волочение и
06/376
термическую обработку сталемедной проволоки с нагревом ее до 5бО-600°С. отличающийся тем, что, с целью повышения качества сталемедной проволоки в изделиях за счет увеличения ее числа перегибов, стальной сердечник перед нанесением покрытия и полученную биметаллическую 10 заготовку подвергают волочению с вытяжкой соответственно 1,8-9,3 и 2,1-5,3.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ СЛОИСТЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2220852C2 |
| Способ изготовления медной проволоки, плакированной оболочкой из нержавеющей стали | 1989 |
|
SU1664489A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНОЙ ПРОВОЛОКИ | 1997 |
|
RU2122908C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2099166C1 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ БИМЕТАЛЛИЧЕСКОЙ СТАЛЕМЕДНОЙ ПРОВОЛОКИ С СЕРДЕЧНИКОМ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 1992 |
|
RU2015864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1997 |
|
RU2136466C1 |
| Способ стыкового соединения биметаллических прутков | 1979 |
|
SU863259A1 |
| Способ изготовления биметаллической проволоки (его варианты) | 1984 |
|
SU1165538A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ | 2013 |
|
RU2550505C2 |
| Способ изготовления технологического инструмента для волочения в режиме гидродинамического трения | 1988 |
|
SU1611483A1 |
Изобретение относится к изготовлению биметаллической проволоки со стальным сердечником и медным покрытием, нанесенным гальваническим способом. Цель - повышение работоспособности ста пемедной проволоки в изделиях путем увеличения числа перегибов проволоки. Стальной сердечник подвергают волочению с вытяжкой 1,8-9,3, подготавливают его поверхность и наносят покрытие Сталемед- ную лаготовку термообрабатывают и подвергают волочению с вытяжкой 2,1- 5,3, что позволяет получать проволоку с числом перегибов не менее ЗС, 1 табло ё (Л
Локальное утонение сердечника при покрытии. Обрывы при волочении.
| Тарковский А.Л | |||
| и др„ Биметаллическая проволока | |||
| Металлургиздат, 1963, с„80„ |
