Изобретение относится к металлургии, к химико-термической обработке деталей в газовом разряде, и может быть использовано для получения защитных покрытий элементов технологических лазеров.
Целью изобретения является повышение лучевой и адгезионной прочности покрытия.
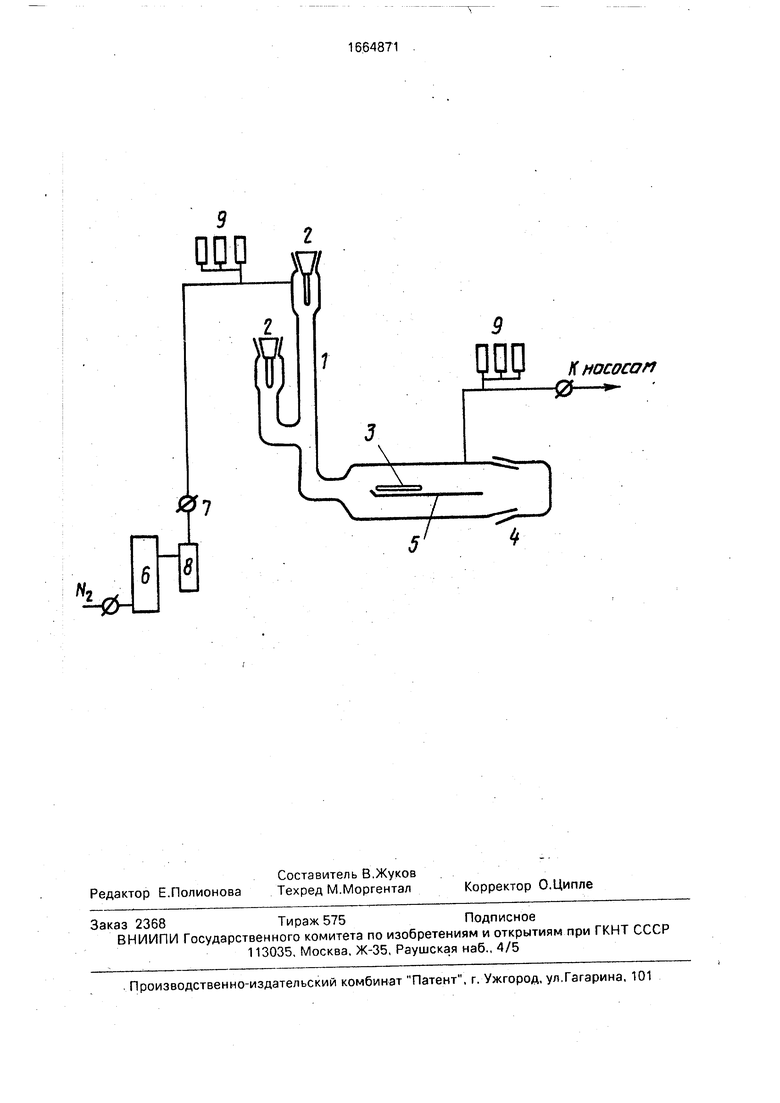
На чертеже представлена схема установки, осуществляющая предлагаемый способ.
Основной ее частью является реактор, в котором в разрядной трубке 1 происходит активация газов в импульсном конденсированном разряде. Разрядная трубка 1 представляет собой модификацию трубки Вуда. в которую на шлифах вставлены алюминиевые электроды 2, охлаждаемые проточной
водой. Расстояние между электродами 470 мм. Медный оптический элемент диаметром 40 мм - зеркало 3 - помещается через шлиф 4 на кварцевую платформу 5. Азот, прошедший систему очистки 6, вводится в реактор через кран 7. Скорость газового потока измеряется ротометром 8, регулировка скорости проводится краном 7. Датчики измерения давления 9 располагаются на входе и выходе из реактора, Проточный режим работы реактора обеспечивается форваку- умным насосом НВЗ-20. Для предварительного обезгаживания стенок реактора используется магнитно-разрядный насос НОРД-100. Электрическое питание разряда осуществляется от блока питания БП-5000 и разрядного блока (на чертеже не показаны). Суммарная емкость конденсаторной батаО (
Јь 00 VI
реи составляет 4,17 мкФ, напряжение на электродах 1200-2300 В, длительность импульса 20 мкс, частота 20 Гц.
Медное зеркало помещают на платформу 5 на расстоянии 10 см от разряда, которое соответствует зоне послесвечения, где наблюдается максимальная концентрация атомов азота и полная дезактивация других возбужденных разрядом частиц. Проводится откачка реактора. Затем устанавливается скорость потока азота 0,5-2 л/ч и давление в реакторе от 0,7 до 3,6 ГПа. Эти параметры являются оптимальными, т.к. обеспечивают концентрацию атомов азота от 6 1015 до 1,5 10 , необходимую для осуществления реакции образования нитрида меди и получения покрытий с повышенной лучевой и адгезионной прочностью.
Для скорости потока ниже 0,5 л/ч за счет рекомбинации атомов азота снижается их концентрация в зоне послесвечения. Увеличение скорости потока выше 2 л/ч ведет к уменьшению степени диссоциации азота в разряде, что также снижает концентрацию атомов азота.
Диапазон давлений от 0,7 до 3,6 ГПа обусловлен тем, что при давлении ниже 0,7 ГПа концентрация атомов азота недостаточна для получения сплошного, плотного покрытия нитрида меди. Повышение давления выше 3,6 ГПа приводит к росту напряжения горения и нагреву газа, в результате чего ухудшается коэффициент зеркального отражения (КЗО) оптических элементов.
Затем включают импульсный конденсированный разряд. Время обработки зеркала в зоне послесвечения разряда соответствует времени горения разряда. Оптимальное время обработки составляет 50-70 мин, Выдерживание оптического элемента в азотном послесвечении менее 50 мин приводит к образованию тонкой пленки, не обеспечивающей лучевой и адгезионной прочности покрытия. Обработка более 70 мин не приводит к увеличению толщины покрытия.
Контроль химического состава полученных покрытий проводят методом оже- спектроскопии на образцах-свидетелях. Получаемые покрытия состоят из нитрида меди CuNx с небольшой примесью карбида меди. Оксид меди не обнаружен как в покрытии, так и при его стравливании до медной подложки.
На медных зеркалах с покрытиями из нитрида меди определяют КЗО на длине волны ,6 мкм на лазерном ртенде методом многократных отражений.
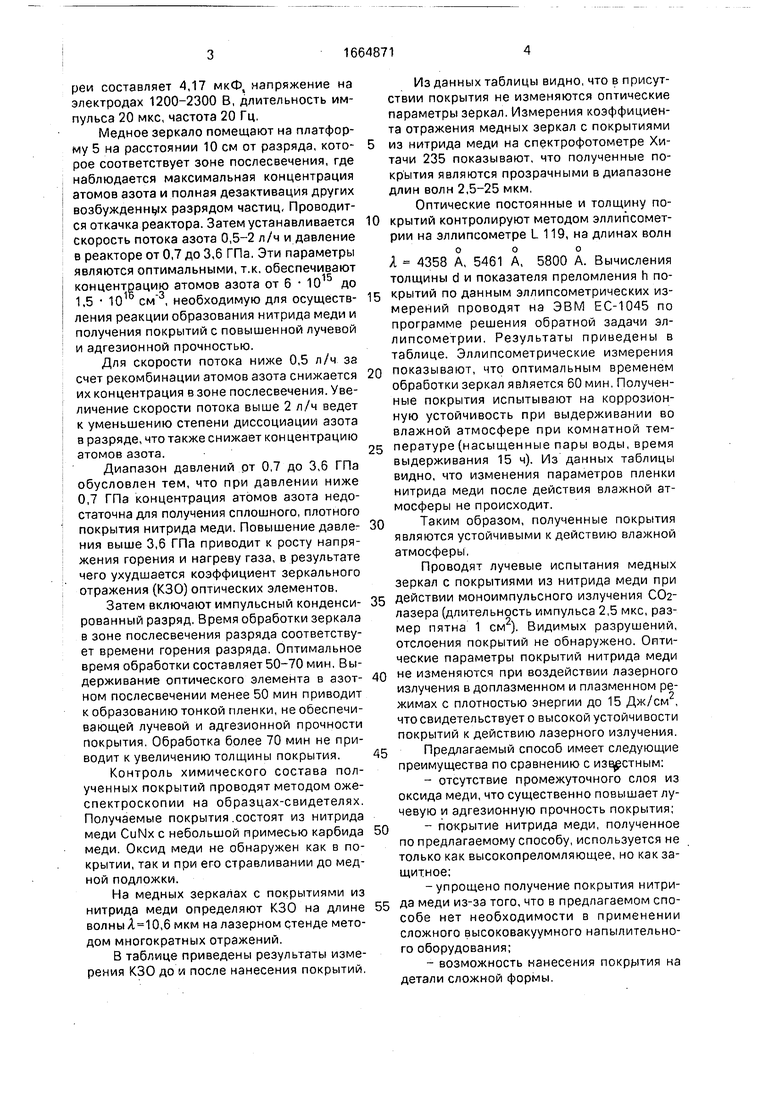
В таблице приведены результаты измерения КЗО до и после нанесения покрытий.
Из данных таблицы видно, что в присутствии покрытия не изменяются оптические параметры зеркал. Измерения коэффициента отражения медных зеркал с покрытиями
из нитрида меди на спектрофотометре Хитачи 235 показывают, что полученные покрытия являются прозрачными в диапазоне длин волн 2,5-25 мкм,
Оптические постоянные и толщину по0 крытий контролируют методом эллипсомет- рии на эллипсометре L 119, на длинах волн
ооо
Я 4358 А, 5461 А, 5800 А. Вычисления толщины d и показателя преломления h по5 крытий по данным эллипсометрических измерений проводят на ЭВМ ЕС-1045 по программе решения обратной задачи эл- липсометрии. Результаты приведены в таблице. Эллипсометрические измерения
0 показывают, что оптимальным временем обработки зеркал является 60 мин. Полученные покрытия испытывают на коррозионную устойчивость при выдерживании во влажной атмосфере при комнатной тем5 пературе (насыщенные пары воды, время выдерживания 15 ч). Из данных таблицы видно, что изменения параметров пленки нитрида меди после действия влажной атмосферы не происходит.
0 Таким образом, полученные покрытия являются устойчивыми к действию влажной атмосферы,
Проводят лучевые испытания медных зеркал с покрытиями из нитрида меди при
5 действии моноимпульсного излучения С02- лазера (длительность импульса 2,5 мкс, размер пятна 1 см ). Видимых разрушений, отслоения покрытий не обнаружено. Оптические параметры покрытий нитрида меди
0 не изменяются при воздействии лазерного излучения в доплазменном и плазменном режимах с плотностью энергии до 15 Дж/см , что свидетельствует о высокой устойчивости покрытий к действию лазерного излучения.
5 Предлагаемый способ имеет следующие преимущества по сравнению с известным:
-отсутствие промежуточного слоя из оксида меди, что существенно повышает лучевую и адгезионную прочность покрытия;
0 покрытие нитрида меди, полученное по предлагаемому способу, используется не только как высокопреломляющее, но как защитное;
-упрощено получение покрытия нитри5 да меди из-за того, что в предлагаемом способе нет необходимости в применении сложного высоковакуумного напылительно- го оборудования;
-возможность нанесения покрытия на детали сложной формы.
Формула изобретения
Способ получения покрытия из нитрида меди на медных оптических элементах, включающий их размещение в газораэряд- ной трубке, вакуумирование, напуск азота, его активацию в газовом разряде и выдержку для образования покрытия, отличающийся тем, что, с целью повышения лучевой и адгезионной прочности покрытия, активацию азота осуществляют в импульсном газовом разряде при давлении 0,7.,.3,6 ГПа. а выдержку элемента проводят в потоке атомарного азота в зоне послесвечения в течение 50...70 мин при комнатной температуре и скорости потока газа 0.5...2 л/ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки поверхности медных зеркал | 1990 |
|
SU1730202A1 |
| Способ получения защитного покрытия на поверхности кремниевых оптических элементов | 1990 |
|
SU1732312A1 |
| СПОСОБ СИНТЕЗА КОМПОЗИТНЫХ ПОКРЫТИЙ TiN-Cu И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2649355C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ НА ИЗДЕЛИЯ ИЗ ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ И ДИЭЛЕКТРИКОВ | 2009 |
|
RU2409703C1 |
| ЗЕРКАЛО И СПОСОБ ФОРМИРОВАНИЯ ЕГО ЗАЩИТНОГО ПОКРЫТИЯ | 1992 |
|
RU2025749C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО МНОГОФУНКЦИОНАЛЬНОГО ПОКРЫТИЯ | 2013 |
|
RU2533576C1 |
| ГАЗОВЫЙ ЛАЗЕР | 1999 |
|
RU2165119C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИОННО-ПЛАЗМЕННОГО ВАКУУМНОГО-ДУГОВОГО КЕРАМИКОМЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ TiN-Cu ДЛЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА РАСШИРЕННОЙ ОБЛАСТИ ПРИМЕНЕНИЯ | 2014 |
|
RU2573845C1 |
| Износо-коррозионностойкий сплав на медно-никелевой основе | 2023 |
|
RU2814118C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕКОЛ С ПОКРЫТИЯМИ НА ОСНОВЕ ДИОКСИДА ТИТАНА | 2010 |
|
RU2434819C1 |
Изобретение относится к металлургии, к химико-термической обработке деталей в газовом разряде, в частности к способам получения защитных покрытий элементов технологических лазеров. Цель - повышение лучевой и адгезионной прочности покрытия. Изобретение предусматривает следующие операции: размещение медных оптических элементов в газоразрядной трубке, вакуумирование, напуск азота и его активацию в импульсном газовом разряде при давлении 0,7 - 3,6 ГПа, выдерживание медной поверхности оптических элементов в потоке атомарного азота в зоне послесвечения в течение 50 - 70 мин при комнатной температуре и скорости потока газа 0,5 - 2 л/ч. Изобретение позволяет получить сплошное и прочное покрытие толщиной 150 ± 10 мкм, устойчивое к действию влажной атмосферы и лазерного излучения. 1 ил., 1 табл.
покрытие получают катодным распылением
Продолжение таблицы
N.
-чги
Кнасосоп -0-
7
7 ,
| Технология тонких пленок | |||
| Справочник | |||
| Советское радио, 1977, с | |||
| СПОСОБ ПОЛУЧЕНИЯ АЗОПИГМЕНТОВ | 1925 |
|
SU436A1 |
| Материал высокопреломляющего слоя интерференционного покрытия | 1984 |
|
SU1270734A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
