Изобретение относится к литейному производству, в частности, к способам сме- сеприготовления и изготовления литейных форм из холоднотвердеющих смесей (ХТС) с помощью вибрационного уплотнения.
Известен способ виброперемешивания формовочных и стержневых смесей в вибромельнице, при котором смесь перемешивают вследствие круговых колебаний.
Цель изобретения - повышение размерной точности формы.
Сущность изобретения состоит в том, что приготовление формовочной смеси осуществляют в опоке путем одновременного дозирования жидких компонентов - связующего и отвердителя - огнеупорный наполнитель, подаваемый в опоку, и вибрационного перемешивания компонентов смеси за счет возвратно-поступательного перемещения опоки со смесью в горизонтальной плоскости, а процесс вибрационного уплотнения формовочной смеси осуществляют одновременно с процессом вибрационного перемешивания в две стадии: стадию предварительного уплотнения проводят при ускорении горизонтальных колебаний Gr (3...6) g в течение 60...180 с, а стадию окончательного уплотнения проводят при ускорении горизонтальных колебаний Gr (1,8,..2,5) g в течение 10...20 с, где g 9,8 i м/с2 - ускорение силы тяжести, причем дозирование жидких компонентов в огнеупорный наполнитель, подаваемый в опоку, осуществляют посредством решетчатого трубопровода с отверстиями.
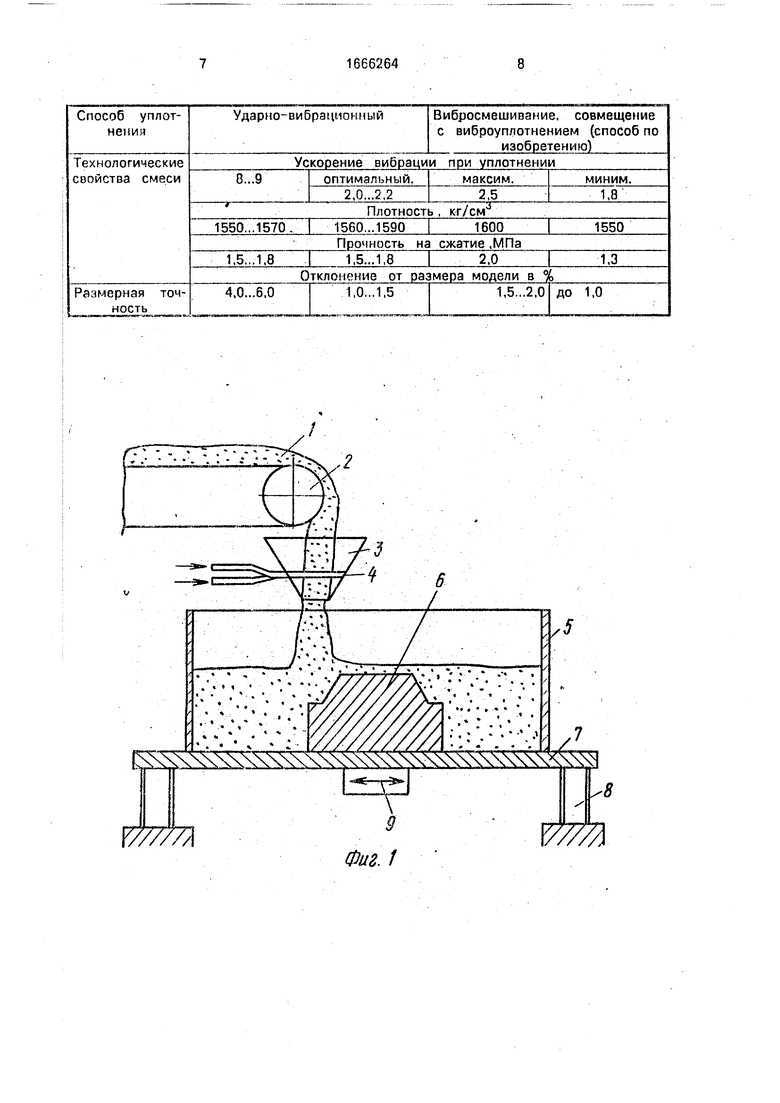
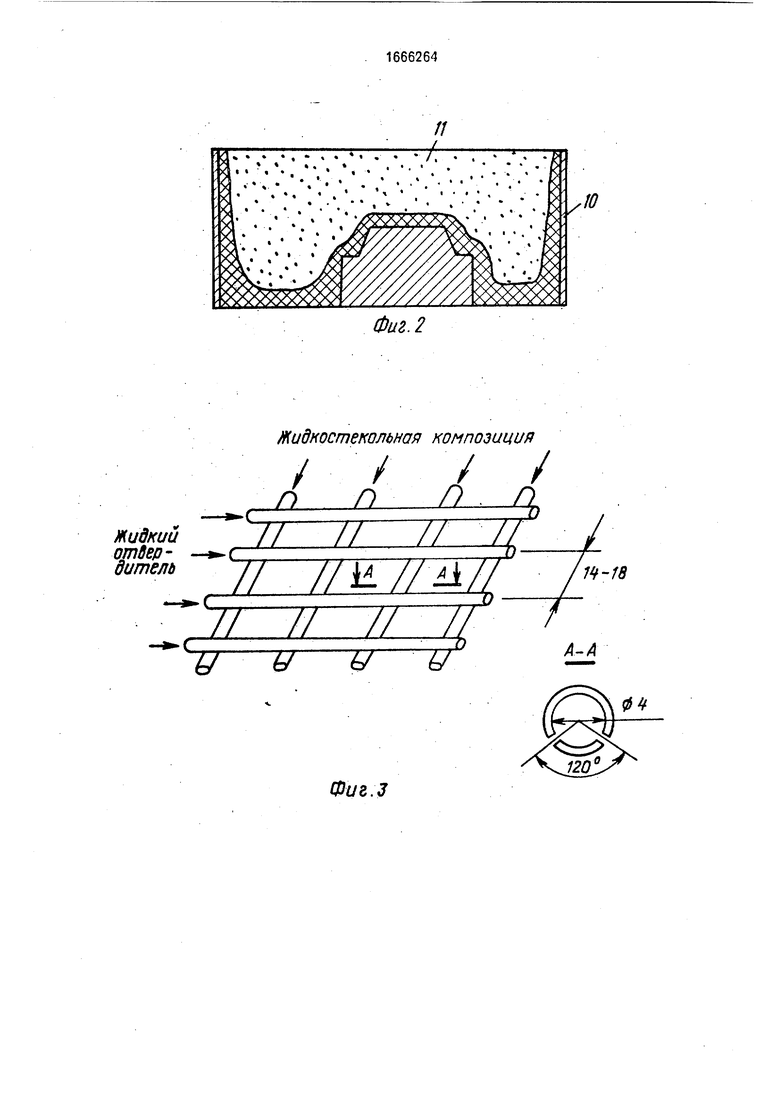
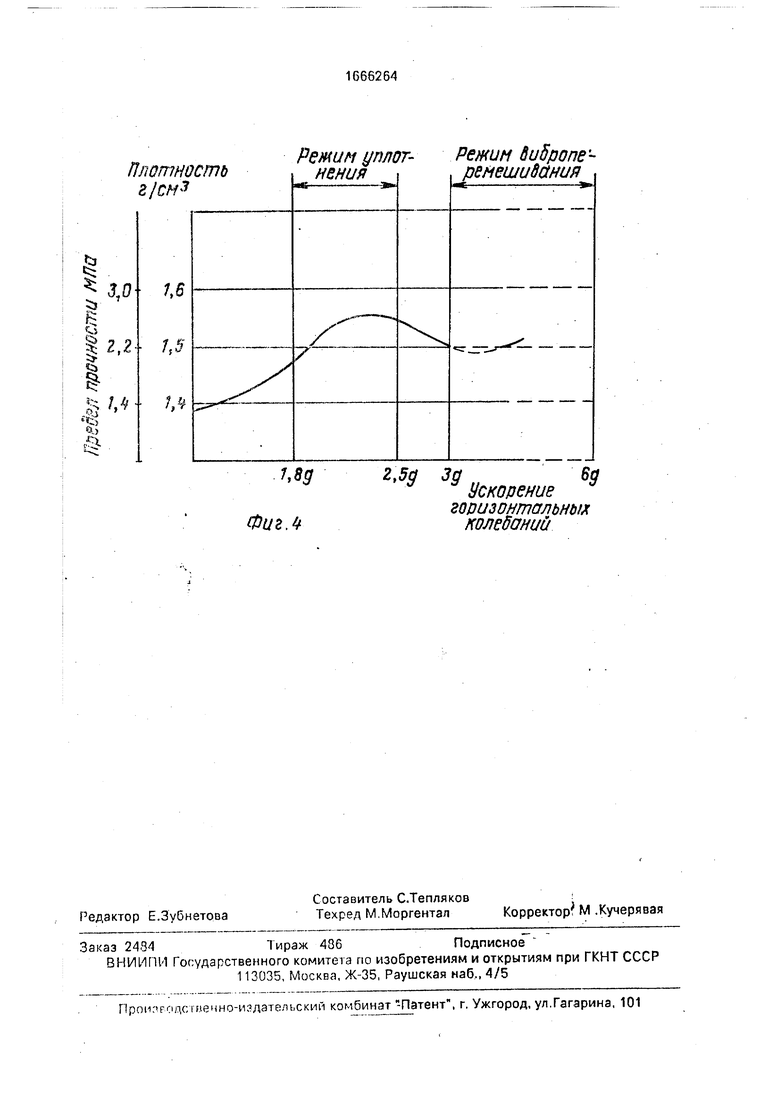
На фиг. 1 приведена схема устройства для осуществления описываемого способа уплотнения форм и стержней из ХТС; па фиг. 2 показано оптимальное распределение плотности формовочной смеси, полученное в результате вибрационного уплотнения; на фиг. 3 - фрагмент решетчатого трубопросода, с помощью которого в струю огнеупорного наполнителя вводят жидкостекольную композицию и жидкий от- вердитель; на рис. 4 - кривая максимального уплотнения и достигаемого предела прочности смеси на сжатие в зависимости от ускорения горизонтальных колебаний, показаны режимы уплотнения и виброперемешивания.
Огнеупорный наполнитель 1 подается к опоке ленточным транспортером 2 и попадает в воронку 3 с установленным в ней устройством, например решетчатым трубопроводом 4, с помощью которого в струю огнеупорного наполнителя вводят жидкий отвердитель и жидкостекольную композицию в необходимых пропорциях. После этого смесь поступает из воронки 3 в опоку 5 с установленной в ней моделью 6. Опоку располагают на плите 7, которая установлена на упругих опорах 8. Снизу в центре плиты прикреплен инерционный вибровозбудм- .тель горизонтальных колебаний 9, снабженный тиристорным приводом.
После заполнения опоки исходной смесью включается тиристорный привод и устанавливается в режим виброперемешивания с ускорением горизонтальных колебаний Gr (3...6) g. При этом в смеси проявляются турбулентные процессы, и смесь интенсивно перемешивается до однородного состояния. Через 1...3 мин ускорения горизонтальных колебаний плавно снижают до нижнего предела виброперемешивания - Зд (фиг. 3), где начинается предварительное уплотнение смеси, а затем устанавливают режим уплотнения с ускорен
нием горизонтальных колебаний Gr (1,8...2,5)g. При этом происходит окончательное уплотнение смеси и оптимальное распределение материала формы в плане,
как показано на фиг. 2. Наиболее уплотненный слой 10 (плотностью р 1,55...1,60 г/см3) расположен вблизи поверхности модели, у вертикальных стенок опоки и у плиты. Остальная масса формовочной смеси
11, заполняющая опоку, имеет пониженную плотность/о 1,42...1,47 г/см3, что способствует направленному газовому потоку при заливке и улучшает последующую выбивку.
Решетчатый трубопровод, показанный
на фиг. 3, состоит из двух рядов перекрещивающихся металлических трубок, в которые по шлангам подаются жидкостекольная композиция и жидкий отвердитель. В трубках просверлены отверстия в отношении 10:1 для жидкостекольной композиции и от-. . вердителя, чтобы выдержать в смеси соответствующее процентное отношение данных компонентов, которые подают в решетчатый трубопровод с постоянным расходом.
Песок, свободно просыпаясь через решетчатый трубопровод, смачивают жидкостекольной композицией и жидким отвердителем и засыпают свободной подачей в опоку.
После заполнения опоки включают тиристорный привод и устанавливают режим
виброперемешивания. На фиг. 4 приведен график уплотнения формовочной смеси при различных режимах горизонтальных колебаний.
Через 60... 180 с происходит достижение оптимального перемешивания формовочной смеси, причем во время перемешивания происходит процесс интенсивного отверждения связующего, т.к. связующее и отвердитель равномерно распределены в массе огнеупорного наполнителя и вступают между собой в контакт.
После окончания процесса виброперемешивания при снижении ускорения гори- зонтальных колебаний до Зд начинается уплотнение смеси, которое завершается на менее энергоемком режиме ускорений.
Смесь имела следующий состав (мас.ч.): кварцевый песок - 100, жидкостекольная композиция (М 2,2...2,5 р 1,46...1,48 г/см3) - 3,5 пропиленкарбонат - 0,35.
Продолжительность перемешивания 60..:180 с по описываемому способу обосновывается минимально необходимым временем для получения равномерного распределения ингредиентов (при этом среднеквадратичное отклонение должно быть 0), причем разброс по времени связан с физическими свойствами связующего. Например, для смеси с жидким стеклом требуется большее время перемешивания (около 180° с), так как оно имеет большее поверхностное натяжение (71,9 мН/м) и плотность (1,46 г/см и вязкость (150° С) по сравнению с масляными связующими, например, с олифой (28,9 мН/м; 45° С, 0,96 г/см3 соответственно), для которой требуемая продолжительность составляет 60...70 с. Превышение оптимального времени перемешивания для различных связующих нецелесообразно, так как приводит к увеличению энергоемкости процесса.
Обусловленные пределы по времени уплотнения обосновываются тем, что выход за нижний предел (10 с) ведет к недоуллотне- нию смеси, так как недостаточно время для получения устойчивой структуры (переукладки частиц смеси), что установлено экспериментально для различных смесей.
Превышение верхнего предела (20 с) нецелесообразно, поскольку в дальнейшем не происходит увеличение плотности смеси, а энергоемкость возрастает. Выбор интервала 10...20 с связан с различной способностью связующих к виброуплотнению, зависящему от их физических свойств (поверхностное натяжение, вязкость, плотность связующего).
Необходимыми условиями создания режима виброперемешивания (турбулентный режим) являются по экспериментальным данным следующие: - частота в интервале от 1300 до 2000 об/мин - разница вертикальных амплитуд колебаний в центре и на краю (у стенки опоки) вибростола не менее 15%. При этом параметры ускорений колебаний составляют (3...6) д. На заключительной стадии виброуплотнения выбираются менее энергоемкие режимы с ускорением колебаний (1,8...2,5) д.
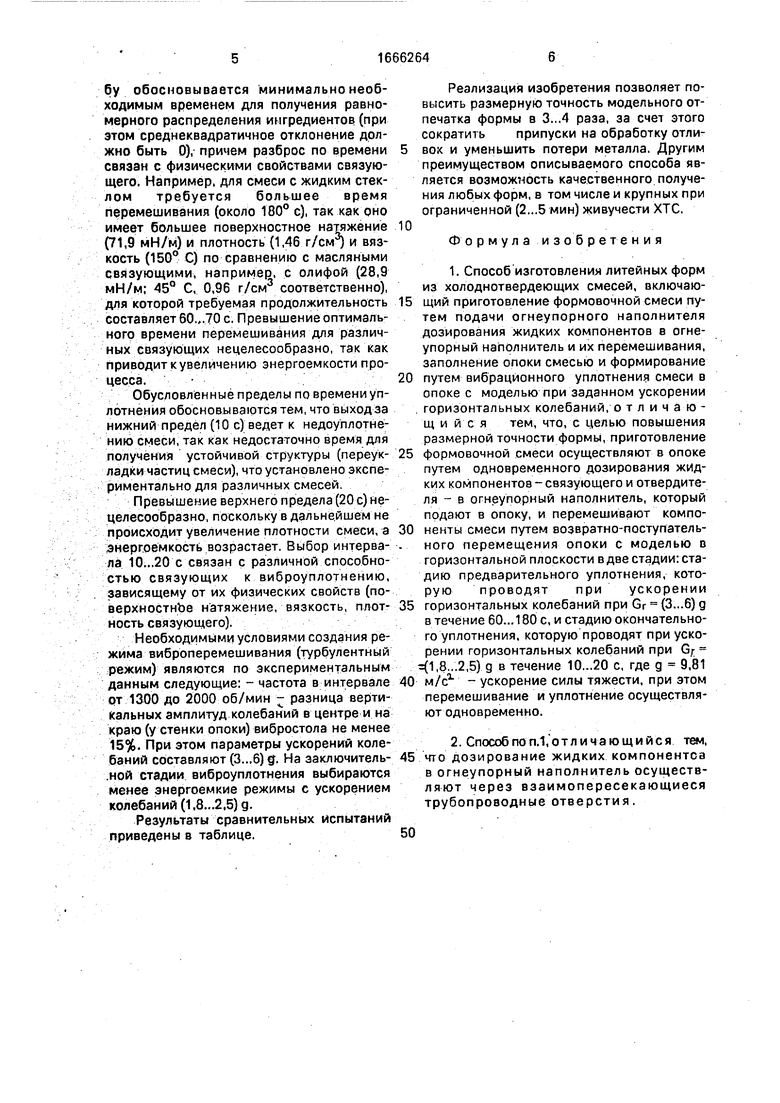
Результаты сравнительных испытаний приведены в таблице.
Реализация изобретения позволяет повысить размерную точность модельного отпечатка формы в 3...4 раза, за счет этого сократить припуски на обработку отливок и уменьшить потери металла. Другим преимуществом описываемого способа является возможность качественного получения любых форм, в том числе и крупных при ограниченной (2,..5 мин) живучести ХТС.
Формула изобретения
1.Способ изготовления литейных форм из холоднотвердеющих смесей, включающий приготовление формовочной смеси путем подачи огнеупорного наполнителя дозирования жидких компонентов в огнеупорный наполнитель и их перемешивания, заполнение опоки смесью и формирование
путем вибрационного уплотнения смеси в опоке с моделью при заданном ускорении горизонтальных колебаний, отличающийся тем, что, с целью повышения размерной точности формы, приготовление
формовочной смеси осуществляют в опоке путем одновременного дозирования жидких компонентов - связующего и отвердите- ля - в огнеупорный наполнитель, который подают в опоку, и перемешивают компоненты смеси путем возвратно-поступательного перемещения опоки с моделью в горизонтальной плоскости в две стадии: стадию предварительного уплотнения, которую проводят при ускорении
горизонтальных колебаний при Gr (3...6) g в течение 60...180 с, и стадию окончательного уплотнения, которую проводят при ускорении горизонтальных колебаний при Gf (1,8...2,5) g в течение 10...20 с, где g 9,81
м/сг - ускорение силы тяжести, при этом перемешивание и уплотнение осуществляют одновременно.
2.Способпоп,1,отличающийся тем, что дозирование жидких компонентов
в огнеупорный наполнитель осуществляют через взаимопересекающиеся трубопроводные отверстия.
50
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| Способ получения отвердителя для жидкостекольной самотвердеющей смеси в литейном производстве и ее состав | 1990 |
|
SU1788921A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ НА ЖИДКОСТЕКОЛЬНОМ СВЯЗУЮЩЕМ | 2004 |
|
RU2280529C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ ИЗ СЫПУЧИХ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ ПО РАЗОВЫМ ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2512710C1 |
| Состав холоднотвердеющей смеси для изготовления литейных форм и стержней | 1984 |
|
SU1261737A1 |
| ХОЛОДНОТВЕРДЕЮЩАЯ СМЕСЬ | 2001 |
|
RU2229488C2 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| Холоднотвердеющая смесь для изготовления литейных стержней и форм | 2019 |
|
RU2705823C1 |
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 2009 |
|
RU2414497C1 |
| Холоднотвердеющая смесь для изготовления литейных форм и стержней | 1981 |
|
SU1028413A1 |
Изобретение относится к литейному производству, а именно к способам изготовления литейных форм и стержней из холоднотвердеющих смесей (ХТС). Цель изобретения - повышение размерной точности формы. Согласно изобретению способ, предусматривающий приготовление формовочной смеси путем подачи огнеупорного наполнителя, дозирования жидких компонентов в огнеупорный наполнитель и их перемешивания, заполнение опоки смесью, формообразование путем вибрационного уплотнения смеси в опоке с моделью при заданном ускорении горизонтальных колебаний, заключается в том, что приготовление формовочной смеси осуществляют в опоке путем одновременного дозирования жидких компонентов - связующего и отвердителя - в огнеупорный наполнитель, подаваемый в опоку, и вибрационного перемешивания компонентов смеси за счет возвратно-поступательного перемещения опоки в горизонтальной плоскости, а процесс вибрационного уплотнения формовочной смеси осуществляют одновременно с процессом вибрационного перемешивания в две стадии: стадию предварительного уплотнения проводят при ускорении горизонтальных колебаний Gг = (3...6).G в течение 60...180 с, а стадию окончательного уплотнения проводят при ускорении горизонтальных колебаний Gг = (1,8...2,5).G, где G = 9,81 н/см2 - ускорение силы тяжести. При этом дозирование жидких компонентов в огнеупорный наполнитель, подаваемый в опоку, осуществляют посредством решетчатого трубопровода с отверстиями. Реализация изобретения позволяет повысить размерную точность модельного опечатка формы в 3...4 раза, за счет этого сократить припуска на обработку отливок и уменьшить потери металла. 1 з.п.ф-лы, 4 ил., 1 табл.
Фиг. f
В
U
и
/ /
мнмондшэомдпж
WS999L
Ј гпф
ft
ftQ
U
и
/
г Мф
п Режим оплот- Ретин видропе- Плотность- .-.г...
| Литейное производство | |||
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| -С | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
