Изобретение относится к производству шин для транспортных средств способом сборки из отдельных деталей и последующей их вулканизации и предназначено в основном для радиальных шин. Наиболее эффективно его применение в шинах, каркас которых выполнен из низкомолекулярных текстильных кордов, например из нетермовытянутого капронового корда.
Целью изобретения является снижение массы покрышки и повышение ее работоспособности.
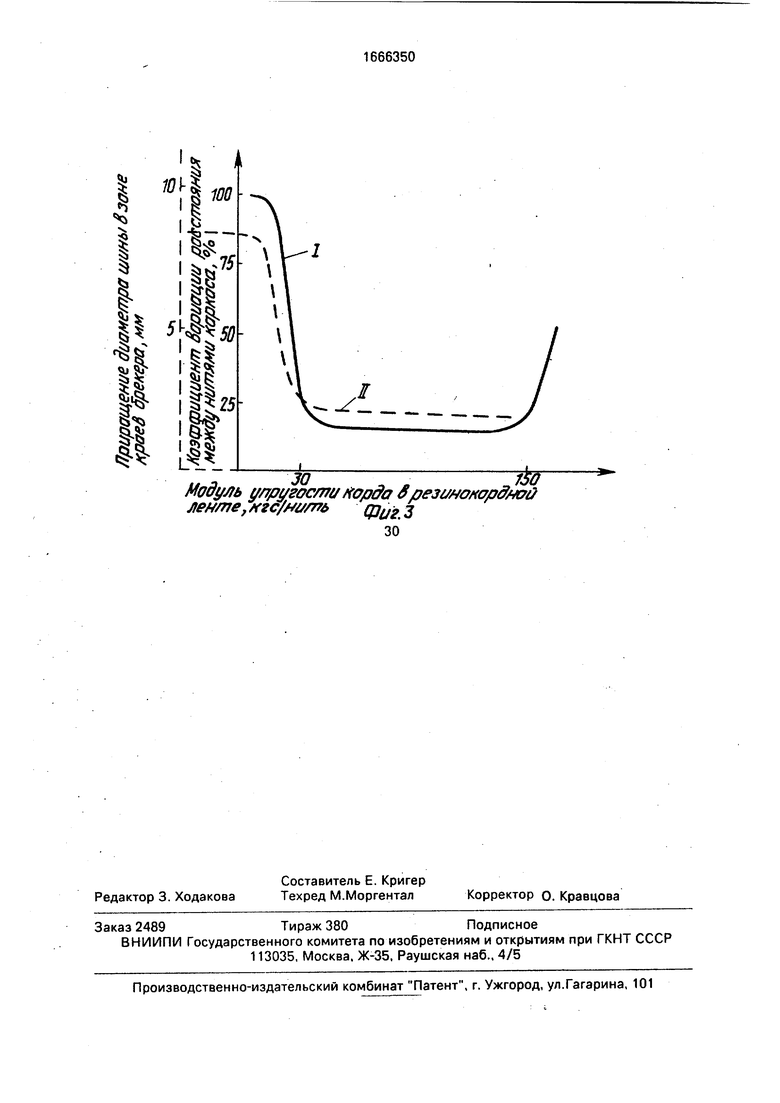
На фиг.1 изображена сборка покрышки; на фиг.2 - покрышка после формования; на фиг.З - зависимость коэффициента вариации расстояний между нитями формованного каркаса и приращения диаметра шины в зоне краев брекера от модуля упругости корда в подбрекерной резинокордной ленте.
Способ сборки покрышек пневматических шин, при котором на сборочный барабан 1 накладывают слои корда 2, устанавливают бортовые кольца 3 и заворачивают слои корда 2 вокруг них, образуя заготовку каркаса. Затем на последний слой каркаса накладывают подбрекерные ленты 4. Эти ленты могут быть однослойными или многослойными. Модуль упругости кордов лент 4 выбирают от 30 до 150 кгс/нить.
Упругость резинокордных лент 4 подобрана так, что одновременно решаются задачи обеспечения равномерной вытяжки каркаса в процессе изготовления покрыш- ки;ограничивание смещения кромок брекера в процессе эксплуатации покрышки под действием внешних сил.
Примеры применения конкретных кордов в предлагаемой резинокордной ленте 4: максимальное значение модуля упругости - вискозный корд; среднее значение модуля упругости - термовытянутый капроновый корд; минимальное значение модуля упругости - нетермовытянутый капроновый корд.
В таблице приведены данные по работоспособности шин в зависимости от применяемой подбрекерной ленты.
сл
о о
о
G5 СЛ О
Выполнение под- брекерной ленты
Пробег шины на стенде, км
3300
Резиновая Резинокордная
с вискозным кордом 3900 с капроновым термовытянутым кордом4200 с капроновым нетер- мовытянутым кордом 4000 Интервал значений модуля подтвержден данными фиг.З, Эффект снижения разрежений каркаса (кривая I) и эффект фиксации краев брекера 5 (кривая II) проявляются в интервале значений 30 - 150) кгс/нить. Резинокордные ленты 4 накладывают до формования так, чтобы расстояние а между их краями, обращенными к экватору
шины, составляло 0,5 - 0,9 ширины брекера 5.
После формования покрышки 6 накладывают брекерные слои 5 и другие детали,
входящие в состав покрышки 6. Далее цикл повторяется.
Формула изобретения Способ сборки покрышек пневматических шин, при котором на сборочный
барабан накладывают слои корда, образуют каркас, накладывают подбрекерные ленты, осуществляют формование заготовки покрышки, а затем наложение брекерных слоев и других деталей, входящих в состав
покрышки, отличающийся тем, что с целью снижения массы покрышки и повышения ее работоспособности, подбрекерные ленты выполняют резинокордными с модулем упругости кордов 30-150 кгс/нить.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Цилиндрическая заготовка каркаса радиальной покрышки пневматической шины | 1990 |
|
SU1763241A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1999 |
|
RU2172254C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2057019C1 |
| БРЕКЕР ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ С ЭКРАНИРУЮЩИМ СЛОЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2535686C1 |
| Брекер грузовой пневматической шины | 2019 |
|
RU2738624C1 |
| Способ изготовления покрышекпНЕВМАТичЕСКиХ шиН | 1976 |
|
SU806462A1 |
| Способ сборки покрышек пневматических шин | 1985 |
|
SU1326445A1 |
Изобретение относится к производству шин для транспортных средств способом сборки из отдельных деталей и последующей их вулканизации и предназначено в основном для радиальных шин. Наиболее эффективно его применение в шинах, каркас которых выполнен из низкомодульных текстильных кордов, например из нетермовытянутого капронового корда. Цель изобретения - снижение массы покрышки и повышение ее работоспособности. Для этого подбрекерные ленты выполняют резинокордными с модулем упругости кордов 30 - 150 кгс/нить. 3 ил.
фиг.2
4
-u
§
| 100 11
SvP
7
itf
Sg
it II II
I
i---
.. ззоxfer
Модуль улригос/яи хорда 6резшокср0юй ленте ,хгс/м/т фиг j
| Севостьянова Н.С | |||
| Новое в конструировании пневматических шин | |||
| М.: ЦНИИТЭ- нефтехим, 1971, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Бекин Н.Г | |||
| и Петров Б.М | |||
| Оборудование для изготовления пневматических шин | |||
| Л.: Химия, 1982 | |||
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |
