Известные автоматические сборочные устройства, содержащие шаговый транспортер, механизм ориентации деталей, пружинные захваты и наборный поворотный столик с головкой, снабженной шпинделями, не приспособлены для установки на каркас контура лепестков и для надевания шайб на стебель каркаса. Кроме того, подобные автоматические устройства не обеспечивают достаточно высокой производительности труда, так как не позволяют при одной головке одновременно производить несколько сборочных операций. В описываемом автоматическом устройстве для установки на снабженный стеблем каркас контура лепестков и шайб повышение производительности работы автомата достигнуто благодаря использованию поворотного столика с гнездами, снабженными несколькими ячейками, сопряженными с подаюш,ими лепестки лотками с отсекателями, управляемыми электромагнитами, а также применению трехшпиндельного механизма, состояшего из фиксаторов, прижимаюших шайбы к стеблю каркаса, и втулок, служапдих для надевания указанных шайб на стебель.
Кннематическая схема устройства изображена на чертеже.
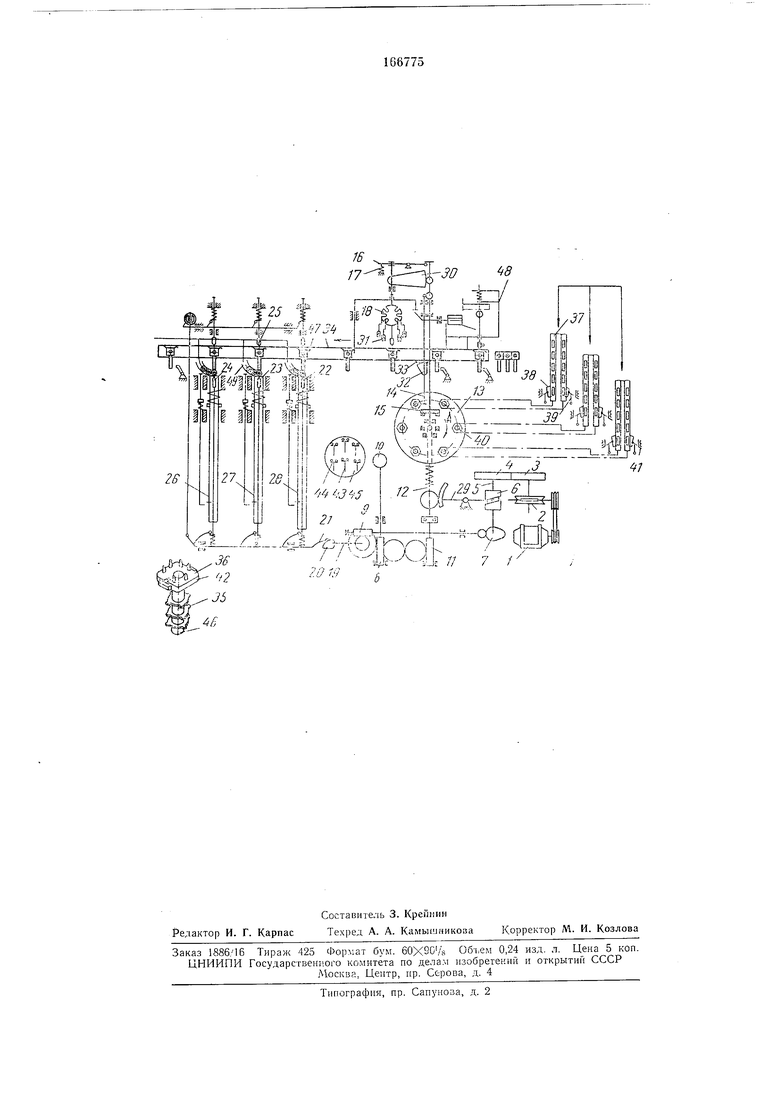
Приводной двигатель 1 через редуктор 2 и сменные шестерни 3 и 4 связан с кулачковым валиком 5. на котором установлены кулачки
6 и 7. Кулачок; при помошп реек cS и 9 приводит в движение толкатели 10 и рейку 11, на которой укреплен вал 12. При подъеме вала вместе с ним поднимается наборный поворотный столик 13, который передвигается вверх, пока не встретит упор 14. Упор останавливает столик, а вал, продолжая двигаться, выводит из зацепления полумуфту 15 и освобождает рычаг 16, который под воздействием пружины 17 опускается и, нажимая на головку JS, переводит ее в нижнее положение.
Одновременно с подъемом столика 13 п опусканием головки 18 поворачивается вал 19 и кулачок 20. В результате воздействия кулачка
на-трехплечий рычаг 21 происходит подъем нижних фиксаторов 22-24 и опускание верхних фиксаторов 25, а также подъем втулок 26-28. В верхнем крайнем положении происходит поворот вала 12, на который воздействует кулачок 6 и сектор 29. Вместе с 12 поворачивается полумуфта 15, сектор 30, шпиндели 31 и сектор 32. Последний посредством рейки 35 перемешает транспортер 34 вправо. После некоторой задержки в крайнем
верхнем положении вал 12 опускается, фиксаторы 22-25 на позициях сборки шайб 35 расходятся, головка 18 поднимается вверх, а полумуфта 15 входит в зацепление с полумуфтой наборного столика (на чертеже не поканого столика сектор 29 поворачивается и все механизмы занимают исходное положение.
При сборке каркасов лепестки 36 из шести бункеров (на чертеже не показаны) по лоткам 37 поступают к отсекателя1М 38, которые удержршают лепестки от выпадания. Наборный столик 13, поднимаясь вверх, нажимает на рычаги 39 отсекателей 38 и лепестки попадают в соответствующие ячейки гнезд 40 столика. Опускаясь вниз, наборный столик каждый раз поворачивается на 60° по стрелке А. После шести поворотов столик может загрузить лепестками по шесть ячеек в каждом из шести гнезд. Лотки 57 снабжены соединенными с отсекателями электромагнитами 41, запираюш,ими отсекателями 38, которые прекращают подачу лепестков в ячейки гнезд наборного столика. В зависимости от типа каркаса 42 электромагниты, управляемые от программного устройства, не показанного на чертеже, включаются в определенном сочетании, обеспечивая подачу лишь тех лепестков, которые необходимы для установки на каркас данного типа.
Контроль правильности набора лепестков производится щупами 43, связанными с электрическими контактами 44, установленными на контрольной головке 45.
После заполнения гнезд столика леиестками происходит вставка и закреиление лепестков в каркасе 42. При подъеме наборного столика сверх Стебель 46 каркаса входит в отверстие в центре гнезда 40 наборного столика и ориентирует каркас относительно ячеек гнезда. В этом положении столик останавливается, а толкатели 10 продолжают свое движение вверх и выталкивают из ячеек гнезд лепестки, вводя их в пазы каркаса. При этом верхняя часть лепестков, пройдя через каркас, входит в пазы шпинделей 31 шпиндельной головки 18. При повороте шпинделей производится закрепление концов лепестков в каркасе. Затем толкатели и столик опускаются, а головка 18 со шпинделями иоднимается вверх. В этот момент шаговый транспортер 34 подводит к позиции установки лепестков новый каркас и процесс повторяется.
Подача каркасов производится транспортером 34, на котором установлены пружинные захваты 47, служащие для захвата каркасов, механизм ориентации каркасов 48 и рейка 33. При вращении сектора 32 и перемещении рейки 33 транспортер совершает возвратно-поступательное движение Перемещаясь вправо, захваты 47 транспортера освобождают одни каркасы, а в конце хода захватывают другие.
Шайбы 35, подлежащие установке на стебель каркаса, подаются по лоткам 49 из вибробункеров, не показанных на чертеже. При подъеме вверх фиксаторы 22-24 своими конусами прижимают шайбы к стеблю каркаса.
Затем втулки 26-28 насаживают по одной шайбе на каждый стебель. Для того чтобы очередная шайба, находящаяся в лотке, не мешала перемещению шайбы, которая надевается на стебель, используется нрижим, ограничиеающий перемещение очередной шайбы. Для программного управления станком служит блок автоматического управления, не показанный на чертеже.
Предметизобретения
Автоматическое устройство для установки на снабженный стеблем каркас контура лепестков и щайб, содержащее шаговый транспортер, механизм ориентировки каркасов, пружинные захваты, фиксирующие положение каркасов на тр.анспорт1ере, н-абарный поворотный столик, снабженный гнездами, над которыми размещена головка со шпинделями, служащими для фиксации лепестков в каркасе, и механизм установки шайб на стебле каркаса, отличающееся тем, что, с целью повышения производительности работы устройства, по периферии каждого из гнезд поворотного столика размещены ячейки, соирягающиеся с ппдающими лепестки лотками, снабженными отсекателями, соединенными с электромагнитами, подключенными к программному устройству, а в механизме установки щайб на стебель каркаса использован связанный с кулачком трехшпиндельный механизм, состоящий из фиксаторов, прижимающих щайбы к стеблю каркаса, и втулок, служащих для надевания на стебель. ржва.- р т I fT°h / И I II I I 111 U, V V- I) 9гМ KL /6j I i I / r-Y I rilH.f IIIl 9 V ГУ S j Y L ..L 7 G.-a-K
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО к ПРЯДИЛЬНЫМ и КРУТИЛЬНЫМ МАШИНАМ для ОДНОВРЕМЕННОГО СЪЕМА ПОЧАТКОВ И НАДЕВАНИЯШПУЛЬ | 1969 |
|
SU247826A1 |
| Многопозиционный сборочныйАВТОМАТ | 1979 |
|
SU806348A1 |
| Многопозиционный сборочный автомат | 1976 |
|
SU656798A1 |
| Линия для сборки рабочих секций фильтрующих коробок | 1990 |
|
SU1720685A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ПИТАНИЯ ГОЛОВОК УТОЧНО-ПЕРЕМОТОЧНОГО АВТОМАТА | 1963 |
|
SU157908A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| Агрегат для составления комплектов рельсовых подкладок с костылями для звеньев железнодорожного пути | 1955 |
|
SU115958A1 |
| Установка для образования анкеров на арматурных стержнях | 1987 |
|
SU1418440A1 |
| Устройство для изготовления гвоздей с отдельно прикрепляемой шляпкой | 1980 |
|
SU961832A1 |
| Устройство для сборки пакета сбАчКАМи ТРАКТОРНОгО РАдиАТОРА | 1979 |
|
SU795855A1 |