(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ С ОТДЕЛЬНО ПРИКРЕПЛЯЕМОЙ ШЛЯПКОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки гвоздей с отдельно прикрепляемой шляпкой | 1986 |
|
SU1563826A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| Многопозиционное роторно-конвейерное устройство для изготовления стержневых изделий типа гвоздей | 1988 |
|
SU1639852A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЕЙ ТИПА СКОБ, | 1967 |
|
SU195576A1 |
| Гвоздильный автомат | 1974 |
|
SU520170A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Автомат для сборки предохранителей | 1975 |
|
SU564664A1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |
| УСТАНОВКА ДЛЯ ЗАПОЛНЕНИЯ БАЛЛОНОВ ЖИДКОЙ УГЛЕКИСЛОТОЙ | 1966 |
|
SU184700A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |

1
Изобретение относится к обработке материалов давлением, в частности к оборудованию для изготовления гвоздей с отдельно прикрепляемой шляпкой.
Известно устройство для изготовления мебельных гвоздей, содержащее смонтированные на раме штамп, имеющий пуансон и матрицу, и бункер с заостренными стержнями 1 .
Однако производительность известного устройства ограничена.
Наиболее близким к предлагаемому по технической сущности является устройство для изготовления гвоздей с отдельно прикрепляемой шляпкой, содержащее смонтированные на раме бункеры с лотками для гвоздей, щайб и колпачков, отсекатель, щтамп с пуансоном и матрицами, которые размещены на поворотном столе 2.
Недостатком данного устройства является невысокая производительность из-за наличи ручного труда.
Цель изобретения. - повышение производительности.
Поставленная цель достигается тем, что устройство имеет размещенные под отсекателем механизм подачи колпачков и механизм подачи гвоздя с шайбой в матрицы поворотного стола, состоящий из питателя, соединенного с отсекателем шлангом и размещенного на выходе из лотка для шайб, рамки с осями и смонтированных на осях 5 рамки подпружиненных кулачков с контактными выступами, а механизм- подачи колпачков состоит из разрезного стакана и размещенного внутри разрезного стакана и соосно пуансону подпружинейного питателя, Q вход которого соединен с выходом лотка для колпачков.
Рабочие поверхности контактных выступов расположены ниже оси поворота подпружиненных кулачков, по крайней мере, на высоту головки шайбы.
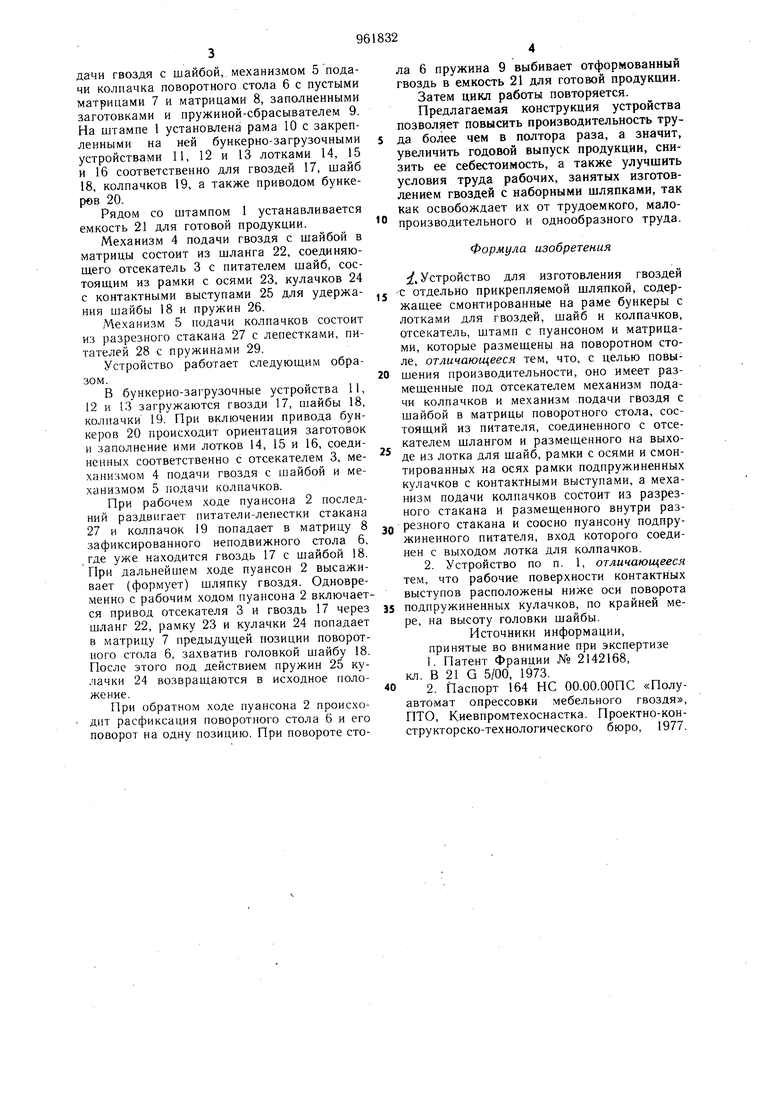
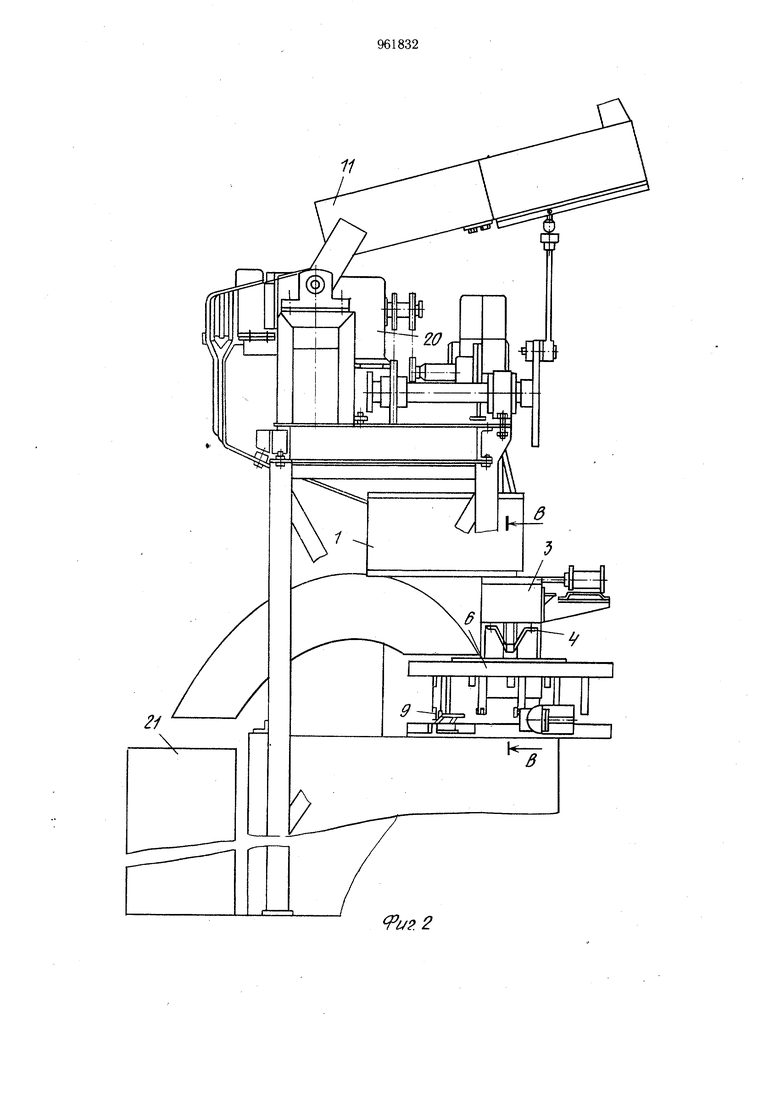
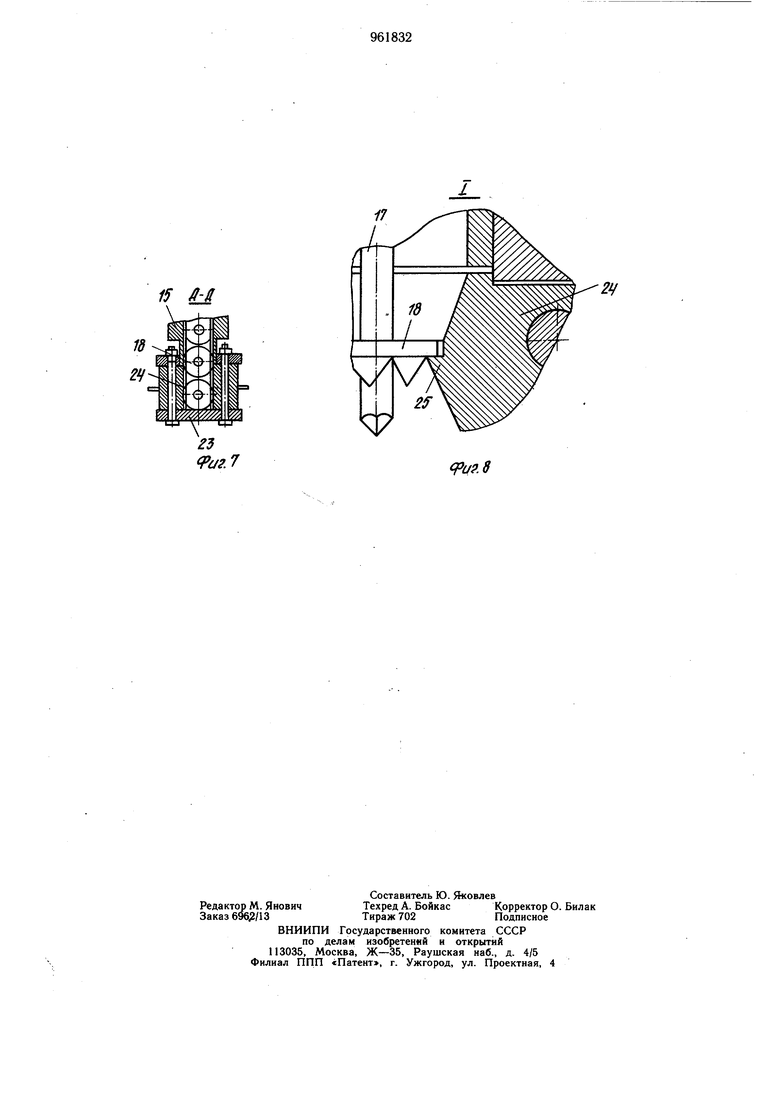
На фиг. 1 показано устройство, вид спереди; на фиг. 2 - то же, вид слева; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 2; на фиг. 6 - разрез Г-Г на фиг. 5; на фиг. 7 - разрез Д-Д на фиг. 6; на фиг. 8 - узел I на фиг. 6.
Устройство для изготовления гвоздей с отдельно прикрепляемой шляпкой состоит из штампа 1 с закрепленными на нем пуансоном 2, отсекателем 3, механизмом 4 подачи гвоздя с шайбой, механизмом 5 подачи колпачка поворотного стола 6 с пустыми матрицами 7 и матрицами 8, заполненными заготовками и пружиной-сбрасывателем 9. На штампе I установлена рама 10 с закрепленными на ней бункерно-загрузочными устройствами 11, 12 и 13 лотками 14, 15 и 16 соответственно для гвоздей 17, шайб 18, колпачков 19, а также приводом бункеров 20.
Рядом со штампом 1 устанавливается емкость 21 для готовой продукции.
Механизм 4 подачи гвоздя с шайбой в матрицы состоит из шланга 22, соединяющего отсекатель 3 с питателем шайб, сосТОЯШ.ИМ из рамки с осями 23, кулачков 24 с контактными выступами 25 для удержания шайбы 18 и пружин 26.
Механизм 5 подачи колпачков состоит из разрезного стакана 27 с лепестками, питателей 28 с пружинами 29.
Устройство работает следуюшим образом.
В бункерно-загрузочные устройства 11, 12 и 13 загружаются гвозди 17, шайбы 18, колпачки 19. При включении привода бункеров 20 происходит ориентация заготовок и заполнение ими лотков 14, 15 и 16, соединенных соответственно с отсекателем 3, механизмом 4 подачи гвоздя с шайбой и механизмом 5 подачи колпачков.
При рабочем .ходе пуансона 2 последний раздвигает питатели-лепестки стакана 27 и колпачок 19 попадает в матрицу 8 зафиксированного неподвижного стола 6, .где уже находится гвоздь 17 с шайбой 18. При дальнейшем ходе пуансон 2 высаживает (формует) шляпку гвоздя. Одновременно с рабочим ходом пуансона 2 включается привод отсекателя 3 и гвоздь 17 через шланг 22, рамку 23 и кулачки 24 попадает в матрицу 7 предыдущей позиции поворотного стола 6, захватив головкой шайбу 18. После этого под действием пружин 25 кулачки 24 возвращаются в исходное положение.
При обратном ходе пуансона 2 происходит расфиксация поворотного стола 6 и его поворот на одну позицию. При повороте стола 6 пружина 9 выбивает отформованный гвоздь в емкость 21 для готовой продукции.
Затем цикл работы повторяется.
Предлагаемая конструкция устройства позволяет повысить производительность труда более чем в полтора раза, а значит, увеличить годовой выпуск продукции, снизить ее себестоимость, а также улучшить условия труда рабочих, занятых изготовлением гвоздей с наборными шляпками, так как освобождает их от трудоемкого, мало° производительного и однообразного труда.
Формула изобретения
:. Устройство для изготовления гвоздей с отдельно прикрепляемой шляпкой, содержащее смонтированные на раме бункеры с лотками для гвоздей, шайб и колпачков, отсекатель, штамп с пуансоном и матрицами, которые размещены на поворотном столе, отличающееся тем, что, с целью повышения производительности, оно имеет размещенные под отсекателем механизм подачи колпачков и механизм подачи гвоздя с шайбой в матрицы поворотного стола, состоящий из питателя, соединенного с отсекателем шлангом и размещенного на выходе из лотка для шайб, рамки с осями и смонтированных на осях рамки подпружиненных кулачков с контактными выступами, а механизм подачи колпачков состоит из разрезного стакана и размещенного внутри разQ резного стакана и соосно пуансону подпружиненного питателя, вход которого соединен с выходом лотка для колпачков.
Источники информации, принятые во внимание при экспертизе
u.i
u.2
lik
т
f J.27
Li Р
6-S
IS
6-6
15 ff-a
-k
.8
