Изобретение относится к электродуговой сварке и может быть использовано при изменении электромагнитной силы сварочного контура.
Цель изобретения - повышение качества сварного соединения путем повышения точности измерения электромагнитной силы в процессе сварки.
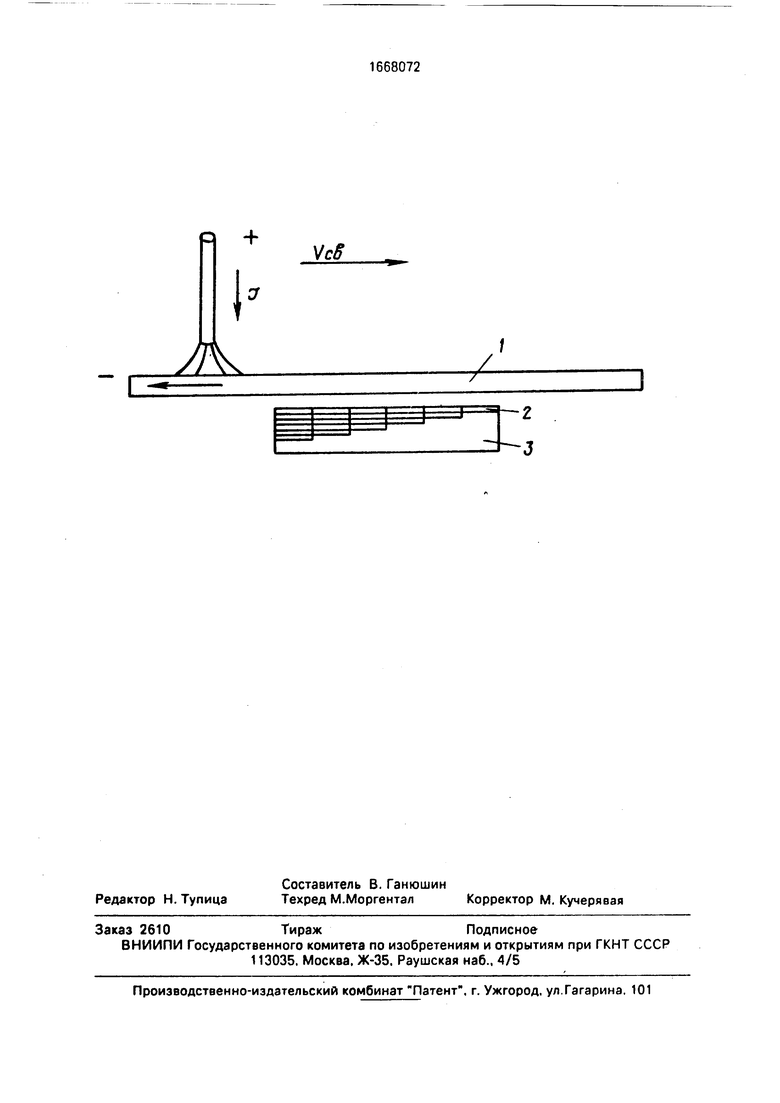
На чертеже показана схема установки для измерения электромагнитной силы сварочного контура (I - сварочный ток; VCe - направление скорости сварки).
Повышение производительности автоматической сварки сопровождается увеличением величины тока и магнитного поля сварочного контура. В результате усиливается влияние магнитного поля на гидродинамику жидкого металла в ванне и формирование швов. Для устранения магнитного дутья и вредного воздействия собственного магнитного поля-на формирование швов необходимо измерить электромагнитные силы, действующие на дугу и жидкий металл ванны,
В процессе сварки под деталью, выполненной в виде пластины, на которую производится наплавка, располагают последовательно ряд стопок, собранных из различного количества одинаковых по площади и толщине ферромагнитных пластинок. Стопки располагаются е ряду по направлению сварки от максимальной толщины к минимальной,причем верхние плоскости всех стопок располагают на одинаковом расстоянии от нижней плоскости пластины, на которую производится наплавка. Для этого стопки устанавливают на опорный элемент в виде лестницы, выполненной из неферромагнитного изоляционного материала, причем высота ступеньки лестницы равна толщине пластинки, На нижней ступеньке устанавливается стопка
о о
00
о
VJ
го
максимальней толщины, а на верхней - минимальной.
По притянувшейся под действием собственного магнитного поля стопке максимальной массы определяют величину электромагнитной силы. Расположение стопок, ферромагнитных пластинок на текстолитовой лестнице, высота ступеньки которой равна толщине единичной пластинки, обеспечивает одинаковое расстояние от пластины до всех стопок и исключение влияния лестницы на магнитное поле сварочного контура. В процессе сварки по пластине протекает сварочный ток и создается электромагнитное поле, под действием электромагнитной силы которого стопки ферромагнитных пластинок притягиваются к свариваемой пластине. Величина электромагнитной силы на расстоянии от пластины измеряется весом стопки наибольшей толщины, притянувшейся к пластине. Измерив электромагнитную силу на определенном расстоянии от пластины, определяют величину электромагнитной силы в сварочной панне, которая обратно пропорциональна квадрату расстояния.
Способ измерения электромагнитной силы сварочного контура осуществляется следующим образом.
Под пластиной 1, на которую будет производиться наплавка, на определенном расстоянии от нижней поверхности располагают стопки различной толщины, состоящее из ферромагнитных пластинок 2 единичной площади. Стопки установлены по направлению сварки в последовательности от максимальной толщины на нижней ступеньке до минимальной толщины на верхней ступеньке текстолитовой лестницы 3, высота ступеньки которой равна толщине единичной пластинки. Текстолитовую лестницу располагают на подвижном в вертикальном положении столике, позволяющем
регулировать расстояние от пластины. При возбуждении дуги по пластине и сварочной ванне начинает протекать ток, который создает магнитное поле. При приближении дуги к стопкам ферромагнитных пластинок они начинают притягиваться к свариваемой пластине в соответствии с величиной электромагнитной силы. В процессе наплавки фиксируют максимальную по массе стопку,
притянувшуюся к пластине.
По сравнению с прототипом предлагаемый способ дает возможность измерения электромагнитной силы сварочного контура, направленной вверх, и использовать
для ее обеспечения качественного формирования обратного валика на флюсовой подушке при односторонней сварке.
Формула изобретения
Способ измерения электромагнитной
силы сварочного контура, заключающийся в
том, что пропускают сварочный ток через
деталь, отличающийся тем, что, с целью
повышения качества сварного соединения
путем повышения точности измерения электромагнитной силы в процессе сварки, под деталью располагают последовательно ряд стопок, собранных из различного количества одинаковых по площади и толщине ферромагнитных пластинок, причем стопки располагаются в ряду по направлений) сварки от максимальной толщины к минимальной, при этом верхние плоскости всех стопок располагают на одинаковом расстоянии от нижней плоскости детали, стопки устанавливают на опорный элемент, выполненный в виде лестницы из неферромагнитного изоляционного материала с высотой ступеньки , равной толщине пластинки, и
определяют величину электромагнитной силы по весу стопки максимальной толщины, притянувшейся к пластине под действием собственного магнитного поля.
I
+
cr
Vc6
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1989 |
|
SU1696199A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1991 |
|
RU2016721C1 |
| Способ сварки | 1990 |
|
SU1706814A1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1994 |
|
RU2090326C1 |
| Способ дуговой сварки | 1990 |
|
SU1726177A1 |
| УСТРОЙСТВО ДЛЯ НЕЙТРАЛИЗАЦИИ НЕБЛАГОПРИЯТНЫХ ВЛИЯНИЙ ВНЕШНЕЙ СРЕДЫ НА ОРГАНИЗМ ЧЕЛОВЕКА | 1999 |
|
RU2177345C2 |
| Способ электродуговой сварки под флюсом | 1989 |
|
SU1696208A1 |
| Способ дуговой обработки и устройство для его осуществления | 1987 |
|
SU1502239A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 2013 |
|
RU2550982C1 |
| МАГНИТОКАЛОРИЧЕСКИЙ ТЕПЛОВОЙ ГЕНЕРАТОР | 2007 |
|
RU2450220C2 |
Изобретение относится к электродуговой сварке и может быть использовано при измерении электромагнитной силы сварочного контура в машино- и судостроении. Цель изобретения - повышение качества сварного соединения путем повышения точности измерения электромагнитной силы в процессе сварки. При сварке под деталью располагают различные по толщине стопки из ферромагнитных пластинок, равных по площади. Стопки располагаются в ряду по направлению сварки в последовательности от максимальной толщины к минимальной. По притянувшейся под действием собственного магнитного поля стопке максимальной массы определяют величину электромагнитной силы. Измерение электромагнитной силы сварочного контура позволяет устранять магнитное дутье и использовать собственное магнитное поле для улучшения формирования швов при односторонней сварке на флюсовой подушке. 1 ил.
уЛч
/
г з
| Автоматическая сварка, 1955, № 4, с.84-89. |
