1
(21)4749162/27 (22)16.10.89 (46)07.12.91. Бюл. №45
(71)Мариупольский металлургический институт
(72)А.И. Акулов, В И Щетинина, В В. Чига- рев и С.В. Щетинин (53)621.791.75(0888)
(56)Мандельберг С.Л. Магнитное управление дугой при сварке под флюсом Автоматическая сварка, 1962,с 3-12
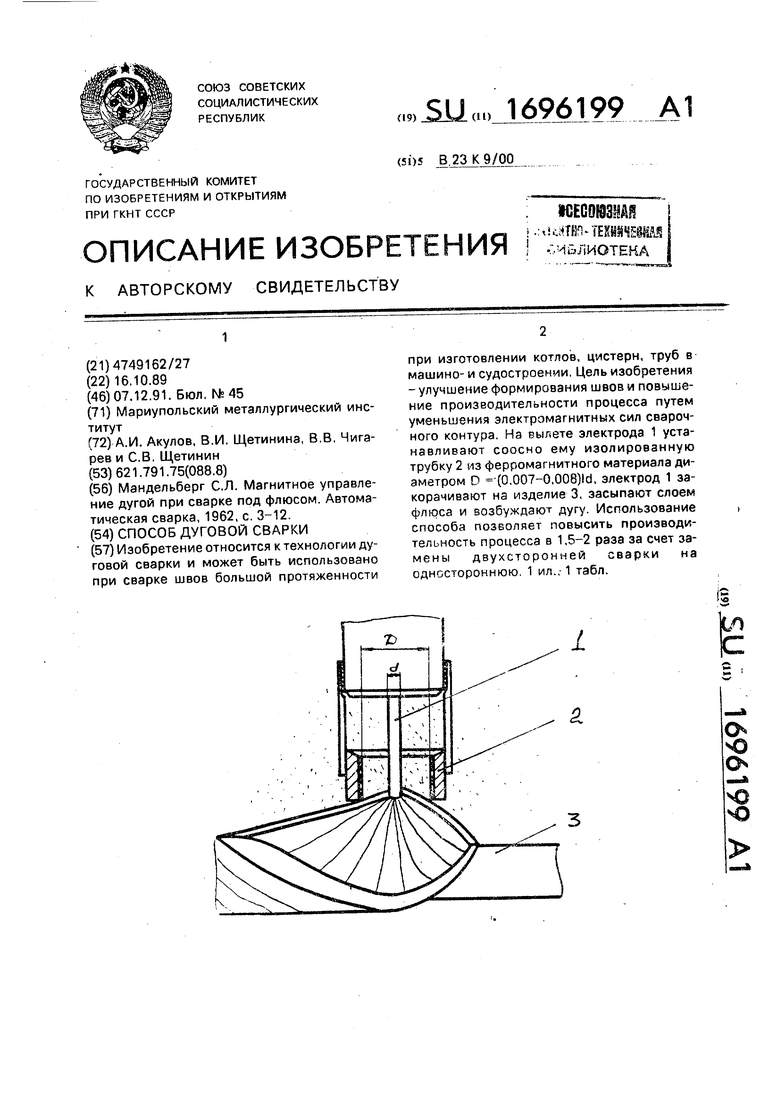
(54) СПОСОБ ДУГОВОЙ СВАРКИ
(57)Изобретение относится к технологии дуговой сварки и может быть использовано при сварке швов большой протяженности
при изготовлении котлов, цистерн, труб в машино- и судостроении. Цель изобретения - улучшение формирования швов и повышение производительности процесса путем уменьшения электромагнитных сил сварочного контура На вылете электрода 1 устанавливают соосно ему изолированную трубку 2 из ферромагнитного материала диаметром D (0,007-0,008)ld, электрод 1 закорачивают на изделие 3, засыпают слоем флюса и возбуждают дугу Использование способа позволяет повысить производительность процесса в 1.5-2 раза за счет замены двухсторонней сварки на одностороннюю 1 ил 1 табл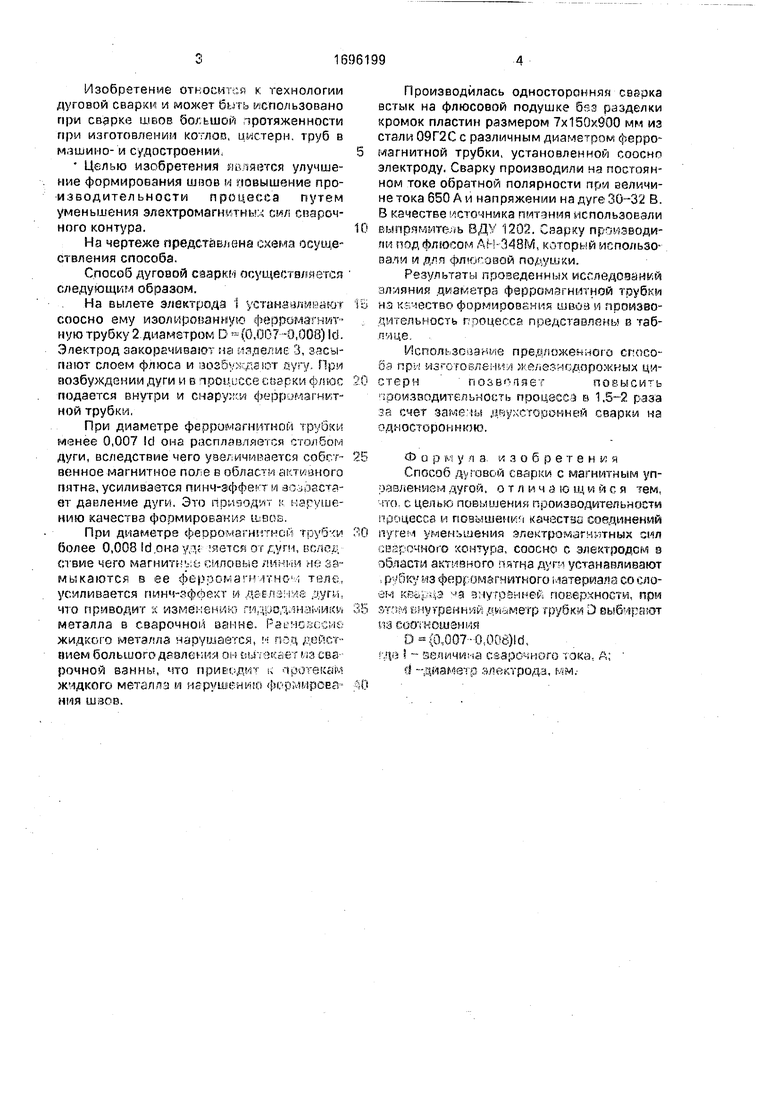
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1988 |
|
SU1542739A1 |
| Способ электродуговой сварки под флюсом | 1989 |
|
SU1696208A1 |
| Способ электродуговой сварки | 1987 |
|
SU1523278A1 |
| Способ дуговой сварки | 1986 |
|
SU1407719A1 |
| Способ электродуговой сварки | 1990 |
|
SU1719173A1 |
| Способ электродуговой сварки | 1988 |
|
SU1660887A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1988 |
|
SU1673338A2 |
| Способ сварки под флюсом горизонтального стыкового соединения на вертикальной плоскости | 1987 |
|
SU1466888A1 |
О
ю
о
Изобретение относится к технологии дуговой сварки и может быть использовано при сварке швов большой протяженности при изготовлении котлоп, цистерн, труб в машино- и судостроении,
Целью изобретения является улучшение формирования швов и повышение про- изводительностм процесса путем уменьшения электромагнитных сил сварочного контура.
На чертеже представлена схема осуществления способа.
Способ дуговой сварки осуществляется следующим образом.
На вылете электрода 1 устанавливают соосно ему изолированную ферромагнитную трубку 2 диаметром D «(0,007-0,008) Id. Электрод закорачивают на изделие 3, засыпают слоем флюса и возбуждают дугу. При возбуждении дуги и в процессе сварки флюс подается внутри и снаружи ферромагнитной трубки.
При диаметре ферромагнитной трубки менее 0,007 Id она расплавляется столбом дуги, вследствие чего увеличивается собственное магнитное поле в области активного пятна, усиливается пинч-эффект и во- фаста- ет давление дуги. Это приводит к нарушению качества формирования швов.
При диаметре ферромагнитной трубчи более 0,008 Id она улЈ :яется от дуги, вслед ствие чего магнитна о силовые линии не замыкаются в ее ферромагнитном теле, усиливается пинч- ффекг и давлэлие дуги, что приводит к изменению гидродинамики металла в сварочной ванне. Раоиовсеме жидкого металла нарушается, л под действием большого давления он вытекает из сварочной ванны, что приводит к протекам жидкого металла и нарушению формирования швов.
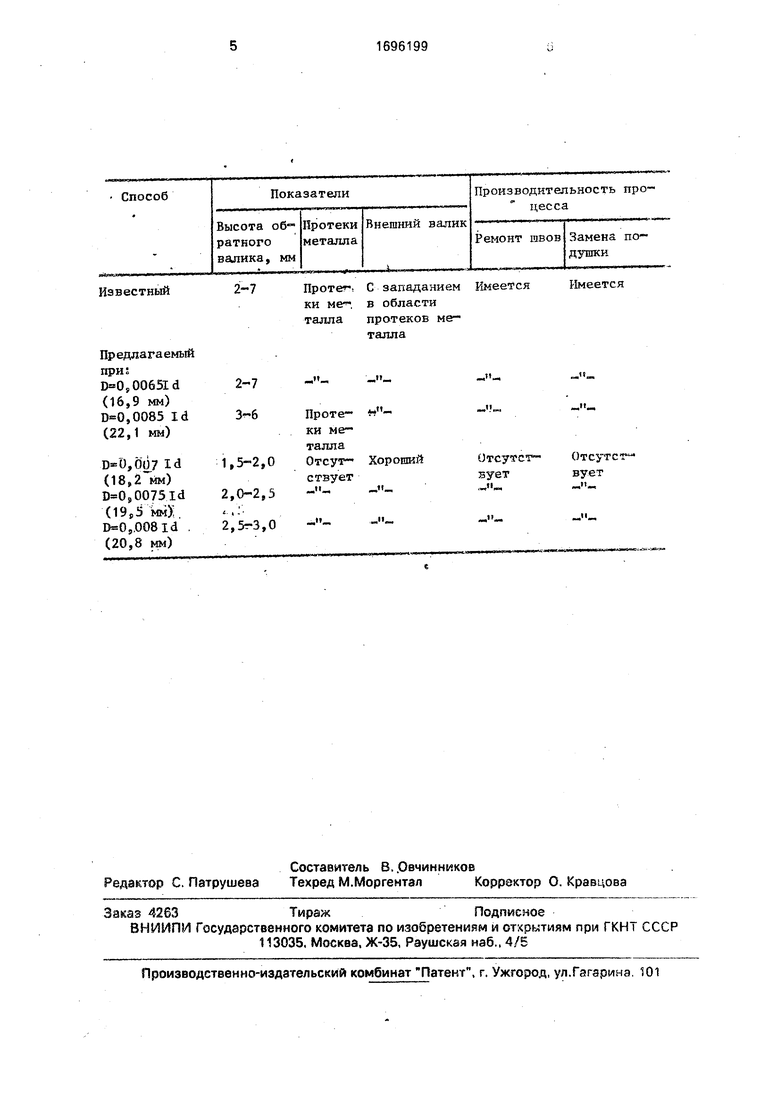
Производилась односторонняя сварка встык на флюсовой подушке без разделки кромок пластин размером 7x150x900 мм из стали 09Г2С с различным диаметром ферромагнитной трубки, установленной сооснп электроду. Сварку производили на постоянном токе обратной полярности при величине тока 650 А и напряжении на дуге 30-32 В. В качестве источника питания использовали
выпрямитель ВДУ 1202. Сварку производили под флюсом АН-348М, который использовали и для флюсовой подушки.
Результаты проведенных исследований влияния диаметра ферромагнитной трубки
на качество формирования швов и проиэво- дительность процесса представлены в таблице.
Использование предложенного способа при изготовлении железнодорожных цистернпозволяетповысить
производительность процесса в 1,5-2 раза за счет замемы двухстороннем сварки на одностороннюю.
Формула изобретения
Способ дуговой сварки с магнитным управлением дугой, отличающийся тем, что. с целью повышения производительности процесса и повышение) качества соединений путем уменьшения электромагнитных сил сварочного контура, соосно с электродом в области активного пятна дуги устанавливают рубку из ферромагнитного атериала со слоем кварца ча внутренней поверхности, при этом внутренний диаметр трубки D выбирают из соотношения
D-(0,007-0,008)ld, где - величина сварочного тока. А; (1 -диаметр электрода, мм.
2-7Проте -- С западанием
ки ме. в области талла протеков металла
Имеется
Имеется
