Изобретение относится к сварке и может быть использовано при разработке обо рудования сварки трением металлических изделий сложного профиля, например профильных заготовок частей концевых фрез с круглыми заготовками хвостовиков.
Цель изобретения - исключение поломки зажимаемой профильной заготовки путем обеспечения прижатия кулачков с незначительным усилием и повышения точности базирования заготовки, а также расширение технологических возможностей и повышение качества сварного соединения.
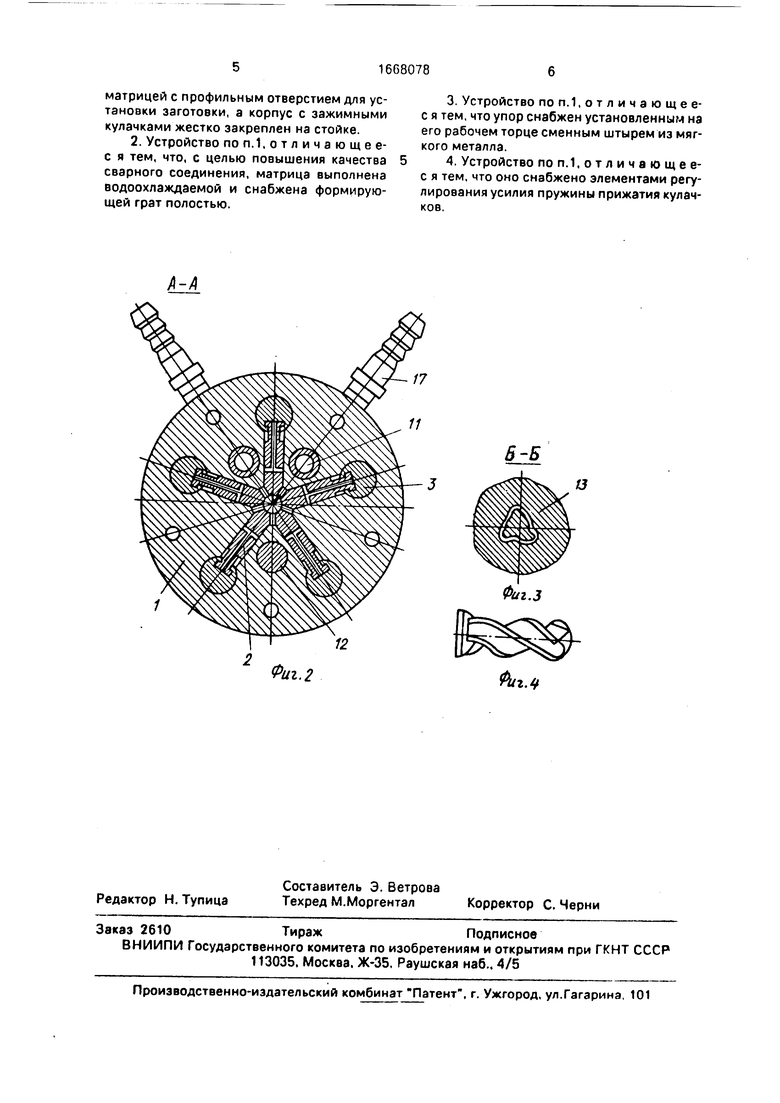
На фиг.1 изображено зажимное устройство, продольный разрез; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - профильная заготовка перед сваркой.
Зажимное устройство содержит жестко закрепленный на стойке машины корпус 1 с пятью сменными зажимными кулачками 2, связанными посредством пяти клиньев 3 с гильзой 4, на которой установлены пружина 5, регулировочная прокладка 6, гайка 7 и контргайка 8.
Гильза 4 установлена во втулке 9 с продольным внутренним пазом. Палец 10, размещенный в пазу втулки 9 и запрессованный в гильзе 4, предотвращает вращение гильзы 4. На корпус 1 установлена с помощью двух полых штифтов 11 с уплотни- гельными кольцами и одного сплошного 12 матрица 13, прижатая крышкой 14 с уплот- нительными кольцами. Крышка устанавливается с помощью винтов 15. Форма отверстия в матрице 13 повторяет форму поперечного сечения зажимаемой заготовки. Матрица имеет формирующую грат полость. Для подачи консистентной смазки на клинья 3 и кулачки 2 имеется масленка 16. Два штуцера 17 служат для подвода и отвода охлаждающей жидкости. В корпусе 1 посредством резьбового соединения установлена гильза 18 и упор 19, на рабочем торце которого установлен сменный штырь 20, выполненный из мягкого металла, например меди.
Устройство работает следующим образом.
При перемещении вправо подвижной стойки сварочной машины гайка 7 под действием неподвижного упора на станине сварочной машины перемещается влево, сжимает пружину 5, упирается в торец гильзы 18 и посредством гильзы 4 и клиньев 3 разжимает кулачки 2.
Профильную заготовку вводят в полость зажимного устройства через профильное отверстие в матрице 13 до соприкосновения
ее торца с торцом сменного штыря 20. Затем подвижная стойка перемещается влево, при этом гайка 7 освобождается от действия неподвижного упора на станине и под действием усилия пружины 5 перемещается вправо, а посредством гильзы 4 и клиньев 3 кулачками 2 прижимает и центрирует профильную заготовку. При дальнейшем перемещении подвижной стойки влево
происходит смыкание свариваемых торцов профильной заготовки хвостовика, включают вращение шпинделя сварочной машины и создают осевую нагрузку. Происходит сварка трением. При этом крутящий момент воспринимает матрица 13 и через штифты 11 и 12 передает на корпус 1. Осевое усилие воспринимает упор 19 и чеоез гильзу 18 передает его на корпус 1. Прижим и центровка профильной заготовки обеспечиваегся кулачками 2 от усилия пружины 5, передаваемого гильзой и клиньями 3, величина которого регулируется толщиной прокладки 6. Для охлаждения профильной матрицы 13 через штуцер 17, отверстия в
корпусе 1, отверстие в штифте 11, канавку в матрице 13 и далее в обратном порядке подается вода.
Переналадка зажимного устройства машин для сварки трением осуществляется
следующим образом.
Снимают крышку 14 суплотнительными кольцами, заменяют матрицу 13 с профильным отверстием, соответствующим форме и размеру свариваемой заготовки, а также
устанавливают комплект кулачков 2, соответствующих по диапазону диаметру зажимаемой заготовки, и производят установку и закрепление заготовки, затем посредством винтовой передачи регулируют упор 19
на длину свариваемой заготовки.
Применение предлагаемого устройства позволяет исключить поломки профильных заготовок, улучшить качество сварки и расширить технологические возможности (расширить диапазон зажимных деталей по диаметру и длине).
Формула изобретэния
1. Зажимное устройство машин для
сварки трением, содержащее установленный в стойке машины корпус с зажимными кулачками и пружинным приводом их зажатия и торцевой упор, отличающееся тем, что, с целью исключения поломки зажимаемой профильной заготовки режущего инструмента путем обеспечения прижатия кулачков с незначительным усилием и повышения точности базирования заготовки, а также расширения технологических возможностей, устройство снабжено сменной
матрицей с профильным отверстием для установки заготовки, а корпус с зажимными кулачками жестко закреплен на стойке.
2. Устройство поп.1.отличающее- с я тем, что, с целью повышения качества сварного соединения, матрица выполнена водоохлаждаемой и снабжена формирующей грат полостью.
3.Устройство по п. 1,отличающее- с я тем, что упор снабжен установленным на его рабочем торце сменным штырем из мягкого металла.
4.Устройство поп.1,отличающее- с я тем, что оно снабжено элементами регулирования усилия пружины прижатия кулачков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1987 |
|
SU1796378A1 |
| Зажимной патрон для сварки трением | 1982 |
|
SU1049219A1 |
| Машина для сварки трением | 1977 |
|
SU740443A1 |
| Машина для сварки трением | 1970 |
|
SU316300A1 |
| Зажимное устройство машин для сварки трением | 1984 |
|
SU1376379A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Зажимное устройство машин для сварки трением | 1986 |
|
SU1353590A1 |
| Устройство для контактной стыковой сварки | 1990 |
|
SU1824272A1 |
| Зажимное устройство для сварки трением | 1986 |
|
SU1397234A1 |
| Устройство для контактной приварки стержней к пластине | 1986 |
|
SU1298023A1 |
Изобретение относится к сварке и может быть использовано при разработке оборудования сварки трением металлических изделий сложного профиля. Цель изобретения - исключение поломки зажимаемой профильной заготовки путем обеспечения прижатия кулачков с незначительным усилием и повышения точности базирования, а также расширение технологических возможностей и повышение качества сварного соединения. Зажимаемая профильная заготовка вводится в зажимное устройство через профильное отверстие водоохлаждаемой матрицы 13 до соприкосновения ее торца с торцом сменного штыря 20 торцевого упора. Устройство обеспечивает центровку свариваемых заготовок по оси сварки, исключающую вибрацию и расшатывание заготовки, и позволяет исключить поломки заготовки зажимными кулачками. При этом исключается повреждение поверхности заготовки, взаимодействующей с упором. 3 з.п.ф-лы, 4 ил.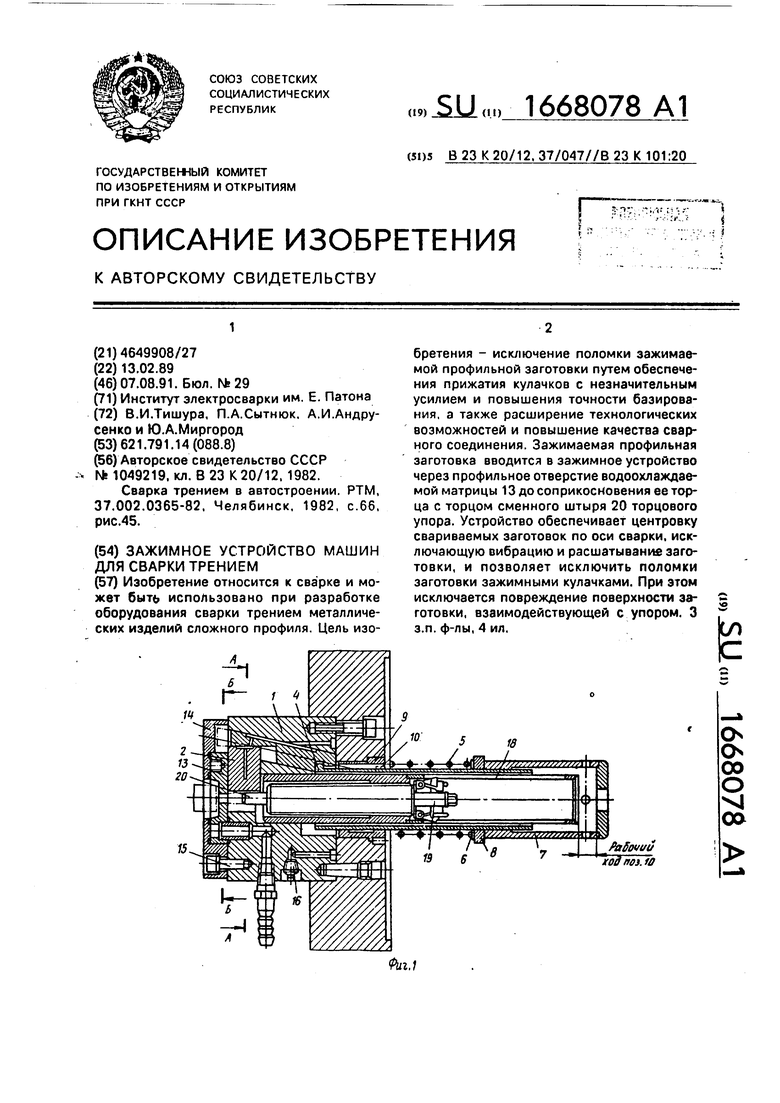
Фиг. 2
В-Б
Фиг.З
| Зажимной патрон для сварки трением | 1982 |
|
SU1049219A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварка трением в автостроении | |||
| РТМ, 37.002.0365-82 | |||
| Челябинск, 1982, с.66, рис.45. | |||
