со со ьо
00 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство машины для сварки трением | 1985 |
|
SU1311889A1 |
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ ПРЕССОВОЙ СВАРКИ ТРУБ | 2008 |
|
RU2416503C2 |
| Машина для сварки трением | 1984 |
|
SU1225740A1 |
| Зажимное устройство | 1980 |
|
SU948583A1 |
| Зажимное устройство | 1981 |
|
SU984773A1 |
| Устройство для холодной сварки тавровых соединений | 1981 |
|
SU994183A1 |
| Машина для сварки трением | 1977 |
|
SU941096A1 |
| Зажимное устройство машин для сварки трением | 1989 |
|
SU1668078A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |

Изобретение относится к сварке, в частности к устройствам для закрепления изделий типа планок с симметричными выступами при сварке трением. Цель - упрощение конструкции и повышение надежности зажима. Свариваемое изделие 4 устанавливают в зажимное устройство, располагая средние цилиндрические выступы в отверстиях 3. Сводят зажимные кулачкьг 2. Скосы кулачков 2 заставляют изделие 4 поворачиваться против часовой стрелки относительно корпуса 1 до упора средних цилиндрических выступов в стенки отверстий 3. Центр зажимаемого изделия совмещается с осью зажимного устройства. При вращении изделия по часовой стрелке вследствие сцепления свариваемых поверхностей момент сил трения еще больще прижимает выступы к стенкам отверстий 3. Конструкция устройства обеспечивает надежный зажим изделия. 4 ил. S 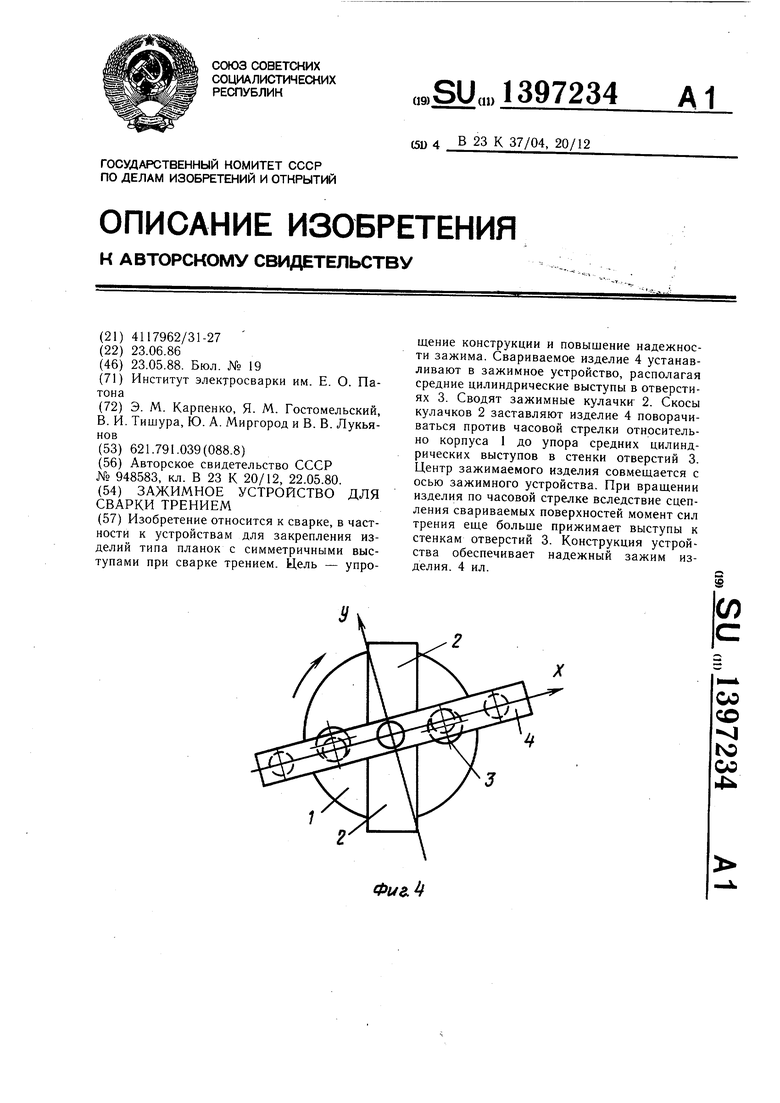
Фиг.
Изобретение относится к области сварки, а именно к устройствам для закрепления изделий сложной формы, преимущественно типа планок с симметричными выступами, в машинах для сварки трением.
,Дель изобретения - упрощение конструкции и повышение надежности зажима.
На фиг. 1 и 2 показано зажимное устройство со стороны зажимаемого изделия; на фиг. 3 - зажимаемое изделие; на фиг. 4 - зажимное устройство с зажатым отцентрированным изделием.
Зажимное устройство имеет корпус с центрирующими для совмещения по двум вза-. имоперпендикулярным осям X и Y центра зажимаемого изделия с осью зажимного устройства. Центрирующие элементы для совмещения детали по оси Y выполнены в виде зажимных кулачков 2 с параллельными скосами и имеют систему синхронизации (не показана). Центрирующ,ий элемент для совмещения детали по оси X выполнен в виде отверстий 3 в корпусе 1, которые могут иметь круглую (фиг. 1) или сужающуюся клиновидную форму (фиг. 2). Отверстия 3 расположены по разные стороны от оси зажимных кулачков. Зажимаемое изделие 4 имеет базовые цилиндрические выступы 5 для закрепления в зажимном устройстве. Направление вращения зажимного устройства указано стрелкой (фиг. 2 и 4).
Устройство работает следующим образом.
В исходном положении зажимные кулачки 2 разведены и зажимное устройство готово к принятию изделия 4. Свариваемое изделие 4 устанавливают в зажимное устройство так, что его средние цилиндрические выступы 5 входят в наиболее щи- рокую часть отверстий 3, после чего сводят зажимные кулачки 2. Но мере перемещения кулачков 2 к центру зажимного устройства их скосы принуждают поворачиваться изделие 4 против часовой стрелки относительно корпуса I. до упора средних цилиндрических выступов 5 детали в стенки отверстий 3, которые центрируют деталь по оси X. Нри этом выполнение отверстий 3 круглой или клиновидной формы существенно не влияет на точность центрирования, гюэтому предпочтение следует отдать круглЕ)1м от- ными скосами, а центрирующий элемент вы- верстиям, выполнение которых техноло- полнен в виде двух выполненных в корпу- гичнее.се фиксирующих отверстий для выступов изНоскольку зажимные кулачки 2 имеют систему синхронизации движения, то в результате зажатое ими изделие отцентрировано и по оси Y.
Таким образом, при сведении кулачков
обеспечивается совмещение по двум вз.аимоперпендикулярным осям центра зажимаемого изделия с осью зажимного устройства.
Носле зажатия изделия зажимное устройство приводится во вращение по часовой стрелке (фиг. 2 и 4), а к изделию 4 со стороны привариваемой детали (не показана) С при1 ладывается усилие осевого сжатия. Вследствие сцепления свариваемых поверхностей возникает момент трения, направление которого противоположно направлению вращения изделия 4. При этом силы, обусловленные моментом, возникающим от тре- 5 ния, стремятся повернуть изделие 4 против часовой стрелки и еще больще прижать выступы 5 к стенкам отверстий 3.
Носле сварки разведением кулачков 2 изделие освобождают из зажимного устройства.
Применение в зажимном устройстве центрирующего элемента в виде отверстий в корпусе значительно упрощает конструкцию и обеспечивает совмещение по двум взаимоперпендикулярным осям центра изделия сложной формы, имеющего выступы, с осью зажимного устройства, при этом габариты зажимного устро йства могут быть меньще максимальных габаритов зажимаемого в нем изделия.
Дополнительное усилие прижатия цилиндрических выступов изделия к стенкам центрирующих отверстий, обусловленное моментом трения при сварке, повыщает надежность зажима.
0
5
0
Формула изобретения
Зажимное устройство для сварки трением преимущественно изделий типа планок с симметричными выступами, содержащее корпус с зажимными кулачками, смонтированными с возможностью синхронного перемещения, и центрирующим элементом, отличающееся тем, что, с целью упрощения конструкции и повышения надежности зажима, зажимные кулачки выполнены с параллельделия, при этом отверстия расположены по разные стороны от оси зажимных кулачков.
Фиг.1
Фиг. 2
| Зажимное устройство | 1980 |
|
SU948583A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
