Изобретение относится к контактной электросварке, в частности к сварке стержней с прокатными профилями.
Целью изобретения является улучшение условий безопасности труда, повышение надежности работы и удобства в эксплуатации.
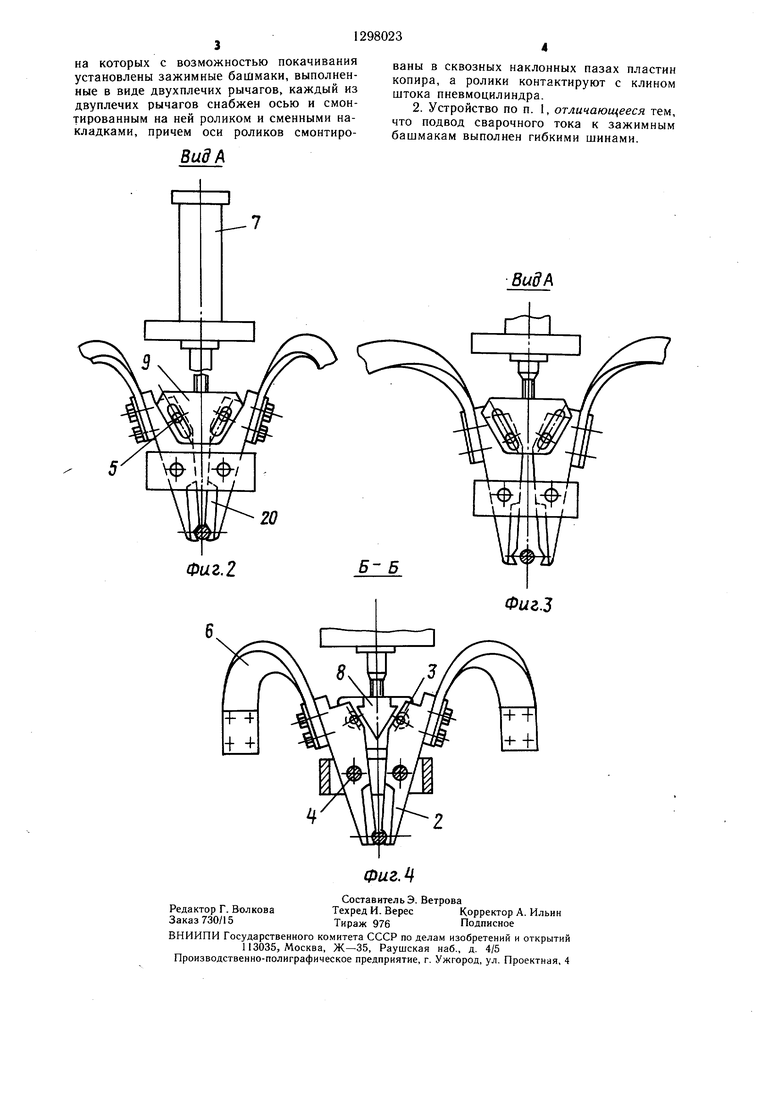
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - то же, в момент освобождения стержня; на фиг. 4 - разрез Б-Б ю тый к торцу стержня на фиг. 1.
Устройство состоит из корпуса 1, токо- подводящих зажимных башмаков 2 с роликами 3, осей 4 башмаков, осей 5 роликов, гибких шин 6, пневмоцилиндра 7 с клином
ролики 3, поворачивая башмаки 2 относительно осей 4. Нижние плечи башмаков со сменными накладками 20 зажимают стержень. Далее в поршневую полость гидроцилиндра 13 подается давление. Гильза гид- 5 роцилиндра 13 перемещается влево в направляющих втулках 21 неподвижного крон- щтейиа 12 и перемещает одновременно бащ- маки 2 с зажатым стержнем, пневмоци- линдр 7 и регулируемый упор 18, прижаПосле прижатия стержня к пластине включается сварочный ток, производится сварка по данному режиму.
После приварки поршень и шток пневмо8, копира 9, подвижного кронштейна 10, t5 цилиндра 7 совершают обратный ход, копир хомута 11, неподвижного кронштейна 12, g перемещается вверх. Оси 5 под воздействием наклонных пазов копира 9 движутся навстречу друг другу, поворачивая башмаки 2 нижними плечами в разные стороны.
ного электрода 19, сменных накладок 20, Q Стержень освобождается. Гидроцилиндр 13 направляющих втулок 21.вместе с башмаками 2 и упором 18 отводится вправо и устройство готово для осуществления следующего цикла.
За счет зажатия стержня в токопод- водящих башмаках в начале рабочего цик- кладки 20. В нижних плечах рычагов меж- 25 ла повышено удобство эксплуатации уст- ду сменными накладками зажимается стер-ройства. Разделение функции токоподвода к
жень. Токоподвод к башмакам выполнен гибкими шинами 6. В верхних плечах башмаков имеются оси 5, на которые посажены ролики 3, взаимодействующие с клином 8, навинченным на шток пневмоци- 30 линдра 7. Концы осей 5 -входят в наклонные пазы копира 9, закрепленного на клине 8. Оси 4 установлены в диэлектричесгидроцилиндра 13 с фланцем 14, штанги 15, направляющей 16 упора с клемным соединением 17, регулируемого упора 18, неподвижГ1одвижный электрод выполнен в виде двух башмаков 2. Башмаки представляют из себя двуплечие рычаги, поворачивающиеся на осях 4. Башмаки имеют сменные настержню и его осадки между обособленными механизмами повышает надежность работы.
Формула изобретения
1. Устройство для контактной приварки стержней к пластине, содержащее подвижную и неподвижную части корпуса, тозакреплены одна сторона направляющей 16 35 коподводящие зажимн ые башмаки, регулиру- упора 18 и штанга 15. Кронштейн крепитсяемый упор и рабочий гидроцилиндр, отлик торцу гидроцилиндра 13 с помощью флан- чающееся тем, что, с целью улучшения ца 14. Правой стороной направляющая условий безопасности труда и удобства в 16 упора 18 с помощью клемного соедине-эксплуатации, оно снабжено пневмоцилиндния 17 закрепляется на гидроцилиндре 13. Q ром, смонтированными на его щтоке копи- Свободный конец штанги 15 закреплен вром, выполненным в виде двух пластин с
неподвижном кронштейне 12, а гильза гидсимметричными сквозными наклонными пазами, и клином, подвижная часть корпуса выполнена в виде подвижного кронштейна, рабочий гидроцилиндр своей гильзой жестко
Штанга 15 предотвращает вращение 45 закреплен на подвижном кронштейне, а подвижного кронштейна 10 относительно оси шток - на неподвижной части корпуса и гидроцилиндра 13.смонтирован с возможностью возвратноРегулируемый упор 18 воздействует на поступательного перемещения в неподвиж- торец стержня и сообщает ему усилие, не- ной части корпуса, подвижный кронштейн обходимое для осадки при сварке. Регу- снабжен направляющей, смонтированной лировка заключается в перемещении упора 50 на нем параллельно продольной оси рабоком хомуте 11, закрепленном на подвижном кронштейне 10. На этом же кронштейне
роцилиндра 13 имеет возможность перемещаться в направляющих втулках 21 неподвижного кронштейна 12.
18 на направляющей 16. Этим достигается необходимый вылет для разного типа стержней.
Устройство работает следующим образом.
Привариваемый стержень подается между башмаками 2 к регулируемому упору 18. Поршень со штоком пневмоцилиндра 7 со- верщает прямой ход, клин 8 раздвигает
55
чего гидроцилиндра, а упор смонтирован с возможностью перемещения по направляющей, пневмоцилиндр смонтирован на подвиж ном кронштейне, а его продольная ось перпендикулярна продольной оси рабочего гидроцилиндра и лежит в одной с ней плоскости, подвижный кронштейн снабжен хомутом из диэлектрического материала с осями.
тый к торцу стержня
ролики 3, поворачивая башмаки 2 относительно осей 4. Нижние плечи башмаков со сменными накладками 20 зажимают стержень. Далее в поршневую полость гидроцилиндра 13 подается давление. Гильза гид- роцилиндра 13 перемещается влево в направляющих втулках 21 неподвижного крон- щтейиа 12 и перемещает одновременно бащ- маки 2 с зажатым стержнем, пневмоци- линдр 7 и регулируемый упор 18, прижаЗа счет зажатия стержня в токопод- водящих башмаках в начале рабочего цик- ла повышено удобство эксплуатации уст- ройства. Разделение функции токоподвода к
стержню и его осадки между обособленными механизмами повышает надежность работы.
Формула изобретения
чего гидроцилиндра, а упор смонтирован с возможностью перемещения по направляющей, пневмоцилиндр смонтирован на подвиж ном кронштейне, а его продольная ось перпендикулярна продольной оси рабочего гидроцилиндра и лежит в одной с ней плоскости, подвижный кронштейн снабжен хомутом из диэлектрического материала с осями.
на которых с возможностью покачивания установлены зажимные башмаки, выполненные в виде двухплечих рычагов, каждый из двуплечих рычагов снабжен осью и смонтированным на ней роликом и сменными накладками, причем оси роликов смонтироBudft.
ваны в сквозных наклонных пазах пластин копира, а ролики контактируют с клином штока пневмоцилиндра.
2. Устройство по п. 1, отличающееся тем, что подвод сварочного тока к зажимным башмакам выполнен гибкими шинами.
Budfi
Редактор Г. Волкова Заказ 730/15
Составитель Э. Ветрова Техред И. ВересКорректор А. Ильин
Тираж 976Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. Ц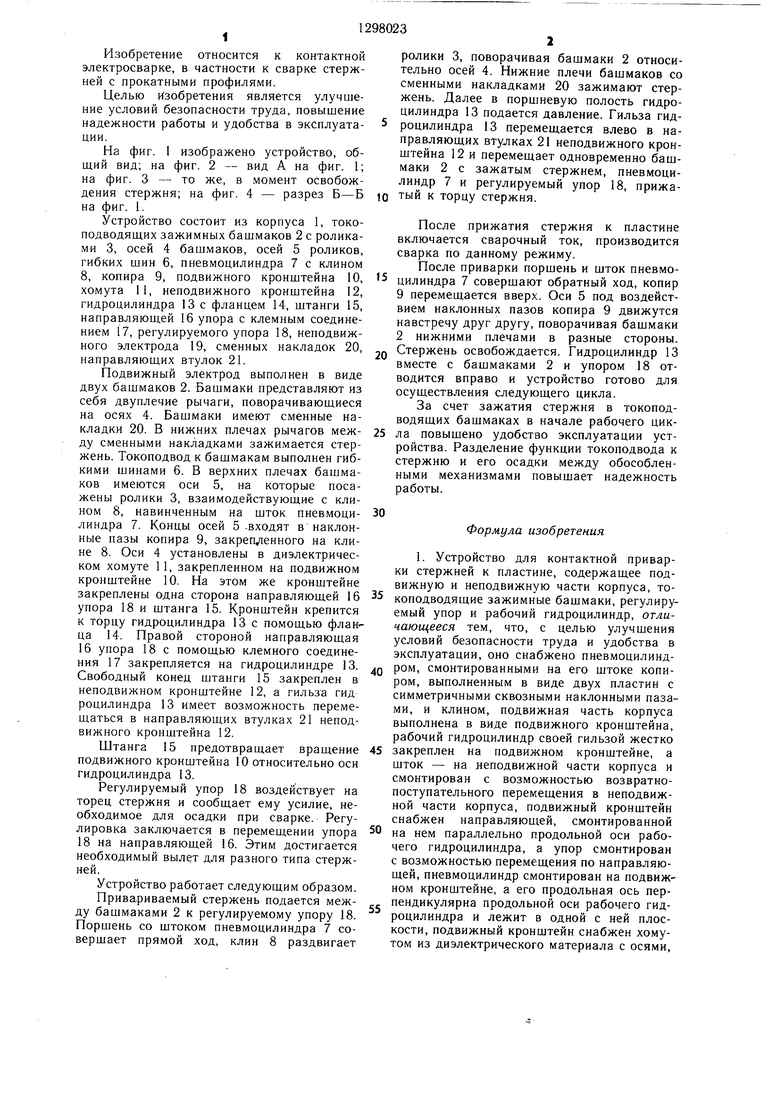
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки тавровых соединений стержней | 1976 |
|
SU749596A1 |
| Устройство для мерной резки проволоки или стержней | 1991 |
|
SU1807911A3 |
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| Инструментальный магазин | 1989 |
|
SU1722777A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ПРИВАРКИ СТЕРЖНЕЙ К ПЛАСТИНЕ | 1967 |
|
SU214682A1 |
| Установка для восстановления упругости пружин | 1986 |
|
SU1388440A1 |
| Установка для контактной точечной сварки | 1988 |
|
SU1600938A1 |
| Устройство для закатки резинокордного материала | 1987 |
|
SU1509281A1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
Изобретение относится к сварке и может быть использовано в контактных сварочных машинах для приварки стержней к пластине. Изобретение повышает надежность работы машины и улучшает условия безопасности труда за счет того, что процесс зажатия стержня осуш.ествляется в начале рабочего цикла, а стержень в зажатом виде перемешается до упора в пластину. Хомут 11, пневмоцилиндр 7 и направляю- шая 16 упора 18 закреплены на подвижном кронштейне 10 и перемешаются совместно со стержнем под действием гидроцилиндра 13. Зажимные токоподводяшие башмаки 2 смонтированы на хомуте 11 с возможностью зажатия и разжатия от пневмоцилиндра 7. Упор 18 имеет возможность (для переналадки на другой типоразмер стержней) переустановки на направляющей 16. Подвод сварочного тока к зажимным башмакам осуществляется при помощи гибких щин 6. За счет зажатия стержня в токоподводя- щих башмаках в начале рабочего цикла повышается удобство эксплуатации устройства. Разделение функции токоподвода к стержню и его осадки между обособленными механизмами повышает надежность работы. 1 з.п. ф-лы, 4 ил. i (Л 1/ to со 00 о 1C оо - V -(Л ПЩ 13 21 27 ° Фиг.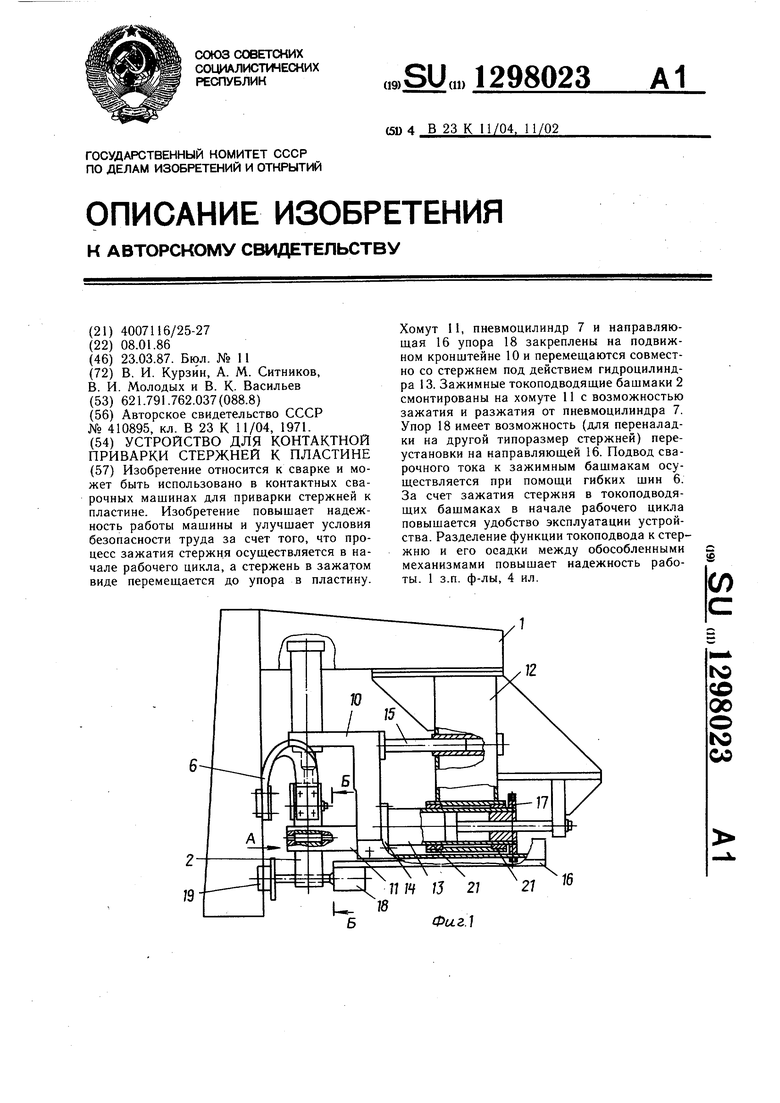
| 1971 |
|
SU410895A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
