Изобретение относится к устройствам манипулирования изделиями, в частности к устройствам для перемещения потока наполненных консервных банок различной конфигурации с конвейера, где банки рас- положены хаотично, на конвейер с многорядными организованными потоками.
Цель изобретения - снижение повреждения банок и повышение надежности в работе.
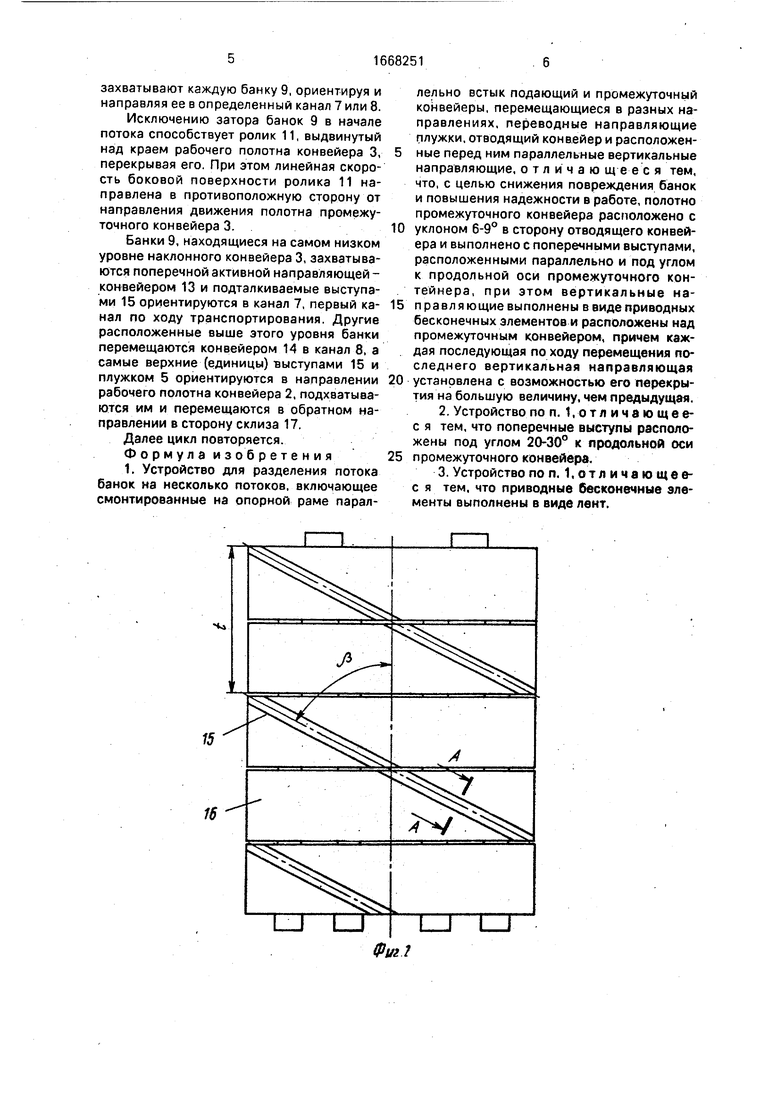
На фиг. 1 изображено описываемое устройство; на фиг. 2 - конструкция рабочего полотна промежуточного конвейера, разрез; на фиг. 3 -то же, вид сверху; на фиг. 4 - разрез А-А на фиг. 2; на фиг. 5 - подающий и попе- речный конвейеры, поперечный разрез;
Устройство для разделения потока банок на несколько потоков, в данном примере на два потока (. 1), содержит смонтированные на общей опорной раме 1 пластинчатые подающий 2 и промежуточный 3 конвейеры, расположенные параллельно встык, переводные направляющие плужки 4 и 5, ограждение 6 по открытому периметру устройства, а также два канала 7 и 8 для выхода сориентированных банок 9 на отводящий конвейер 10.
Каждый из каналов 7 и 8 образован приводными бесконечными направляющими, установленными вертикально. В данном случае каналы 7 и 8 образованы роликом 11, закрепленным на вертикальном валу 12, и лентами двух параллельных ленточных конвейеров 13 и 14, имеющими шероховатую поверхность и движущимися против часовой стрелки, Последние установлены с возможностью изменения расстояния Ь между ними. Кроме того, они размещены под промежуточным конвейером 3 с перекрытием части рабочего полотна последнего так, что по ходу транспортирования банок 9 конвейер 13 перекрывает промежуточный конвейер 3 поперек на большую величину, чем ролик 11, а перекрытие конвейером 14 превышает величину перекрытия конвейером 13. Причем ролик 11 размещен в месте стыка отводящего 10 и промежуточного 3 конвейеров.
Конвейеры 13 и 14 установлены с возможностью изменения величины перекры- тия промежуточного конвейера 3 в зависимости от типоразмера обрабатываемой банки 9. Они являются активными и мягкими ориентаторами банок.
Рабочее полотно промежуточного пла- стинчатого конвейера 3 установлено на раме 1 с уклоном 6-9° в сторону отводящего конвейера 10 (угол а на фиг. 2) и снабжено по всей длине поперечными выступами 15 высотой h на каждой пластине 16 конвейера
3. При этом полотно набрано из попарно установленных пластин 16, выступ 15 на одной из которых является продолжением выступа 15 на другой. Выступы 15 размещены на конвейере 3 в ряд с шагом t, немногим превышающим максимальную длину банки 9, с наклоном в направлении каналов 7 и 8.
В данном случае они выполнены под углом 20-30° (угол ft на фиг. 2) относительно продольной оси конвейера 3 в направлении транспортирования. Банки 9 поступают с конвейера 2 на конвейер 3 по склизу 17, установленному на одном уровне с рабочим полотном конвейера 2, закрепленному на плужке 4. Сориентированные банки 9 выводятся из устройства по наклонным лоткам каналов 7 и 8. Последние выполнены из листовой полированной стали для создания благоприятных условий скольжения при переходе с одного конвейера на другой. Плужки 4 и 5 и ограждения 6 также выполнены из полированных полос для наилучшего скольжения.
Устройство работает следующим образом.
Перед началом работы устройство для разделения потока банок на несколько потоков настраивают на обрабатываемый размер банки 9. Для этого конвейеры 13 и 14 выставляют, перемещая их по горизонтали, регулируя ширину b каналов 7 и 8, а также величину перекрытия ими конвейера 3. Плужки 4 и 5 перемещают в нужное положение.
Консервные банки 9 заданных размеров и формы (круглые, овальные, прямоугольные) поступают на подающий конвейер 2 в виде одного или нескольких самостоятельных потоков. Сориентированные ограждением 6 и плужком 4 через склиз 17 банки 9 подаются конвейером 2 на промежуточный конвейер 3, при этом их направление движения меняется на противоположное. При переходе банок с одного конвейера на другой происходит разрушение и растягивание потока.
На наклонном конвейере 3 силой гравитации и активными ориентаторами - выступами 15 каждая банка 9 перемещается вниз к одному из каналов 7 или 8 в зависимости от первоначального уровня поступления каждой банки 9 на конвейер 3. Выступы 15. отлитые в Каждой пластине 16 на высоту h до 4 мм, не могут нанести банке 9 механических повреждений даже в случае скопления в начале потока нескольких банок навалом. Они могут проскользнуть над выступом 15 в пространство между следующими выступами 15.
Ролик 11 и конвейеры 13 и 14, размещенные на пути следования банок 9 и обра- дующие попарно устье каналов 7 и 8, мягко
захватывают каждую банку 9, ориентируя и направляя ее в определенный канал 7 или 8.
Исключению затора банок 9 в начале потока способствует ролик 11, выдвинутый над краем рабочего полотна конвейера 3, перекрывая его. При этом линейная скорость боковой поверхности ролика 11 направлена в противоположную сторону от направления движения полотна промежуточного конвейера 3.
Банки 9, находящиеся на самом низком уровне наклонного конвейера 3, захватываются поперечной активной направляющей - конвейером 13 и подталкиваемые выступами 15 ориентируются в канал 7, первый ка- нал по ходу транспортирования. Другие расположенные выше этого уровня банки перемещаются конвейером 14 в канал 8, а самые верхние (единицы) выступами 15 и плужком 5 ориентируются в направлении рабочего полотна конвейера 2, подхватываются им и перемещаются в обратном направлении в сторону склиза 17.
Далее цикл повторяется.
Формула изобретения
1. Устройство для разделения потока банок на несколько потоков, включающее смонтированные на опорной раме параллельно встык подающий и промежуточный конвейеры, перемещающиеся в разных направлениях, переводные направляющие плужки, отводящий конвейер и расположенные перед ним параллельные вертикальные направляющие, отличающееся тем, что, с целью снижения повреждения банок и повышения надежности в работе, полотно промежуточного конвейера расположено с уклоном 6-9° в сторону отводящего конвейера и выполнено с поперечными выступами, расположенными параллельно и под углом к продольной оси промежуточного контейнера, при этом вертикальные напр а в л я ющие выполнены в виде приводных бесконечных элементов и расположены над промежуточным конвейером, причем каждая последующая по ходу перемещения последнего вертикальная направляющая установлена с возможностью его перекрытия на большую величину, чем предыдущая.
2.Устройство по п. 1,отличающее- с я тем, что поперечные выступы расположены под углом 20-30° к продольной оси промежуточного конвейера.
3.Устройство по п. 1,отличающее- с я тем, что приводные бесконечные элементы выполнены в виде лент.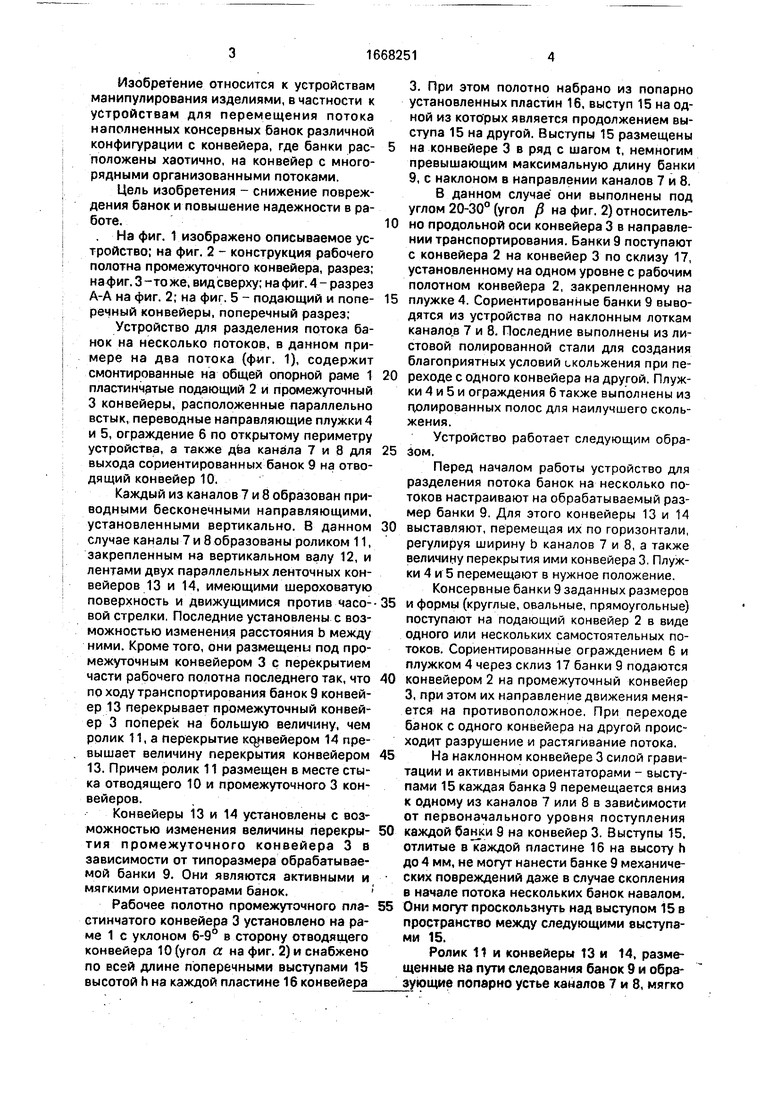
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для деления потока банок на два приемных потока | 1989 |
|
SU1759759A1 |
| Устройство для объединения нескольких потоков банок в один поток | 1989 |
|
SU1671573A1 |
| Устройство для соединения потоков изделий в один | 1976 |
|
SU608726A1 |
| Устройство для разгрузки банок из автоклавных корзин | 1981 |
|
SU1036316A1 |
| Устройство для поштучной выдачи длинномерных заготовок из пакета | 1980 |
|
SU880925A1 |
| Устройство для объединения нескольких потоков предметов в один | 1988 |
|
SU1567472A1 |
| Устройство для глазирования пряников | 1983 |
|
SU1142085A1 |
| Устройство для разделения потока изделий | 1979 |
|
SU783149A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Устройство для разделения потока штучных предметов на два потока | 1977 |
|
SU738953A1 |
Изобретение относится к устройствам манипулирования изделиями и позволяет снизить повреждение банок и повысить надежность в работе. Устройство включает смонтированные на опорной раме 1 параллельно встык подающий и промежуточный конвейеры (К) 2 и 3 соответственно, перемещающиеся в разных направлениях, переводные направляющие плужки (П) 4 и 5, отводящий К 10 и расположенные перед ним параллельные вертикальные направляющие. Последние состоят из ролика 11 и приводных бесконечных элементов в виде лент ленточных К 13 и 14. Полотно К 3 расположено с уклоном 6 - 9° в сторону К 10 и выполнено с поперечными выступами (В) 15. При этом В 15 расположены параллельно и под углом к продольной оси К 3. Ролик 11 и К 13 и 14 расположены над К 3. Причем величина перекрытия К 13 больше величины перекрытия роликом 11, а величина перекрытия К 14 больше величины перекрытия К 13. Банки 9 поступают на К 2 и переводятся П 4 на К 3, где захватываются В 15. За счет наклона К 3 часть банок соскальзывает в сторону ролика 11 и К 13 и 14 и захватывается ими. Другая часть банок 9 возвращается П 5 на К 2. Банки 9 поштучно подаются К 13 и 14 на К 10 в ориентированном положении. 2 з.п.ф-лы, 5 ил.
So
J
15
16
V
Фиг.З
ъ
Ш0
Фм.4
W
ъ
N/%/WrVrx ХХХУХЛ/УР уУ
ь ХОО
1
| Способ получения холестериноксидазы | 1980 |
|
SU1026656A3 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
