Изобретение относится к текстильному машиностроению и может быть использовано в отделочном производстве текстильной промышленности, например в оборудовании для беления хлопчатобумажных тяжелых тканей.
Цель изобретения - повышение производительности и улучшение качества обработки ткани.
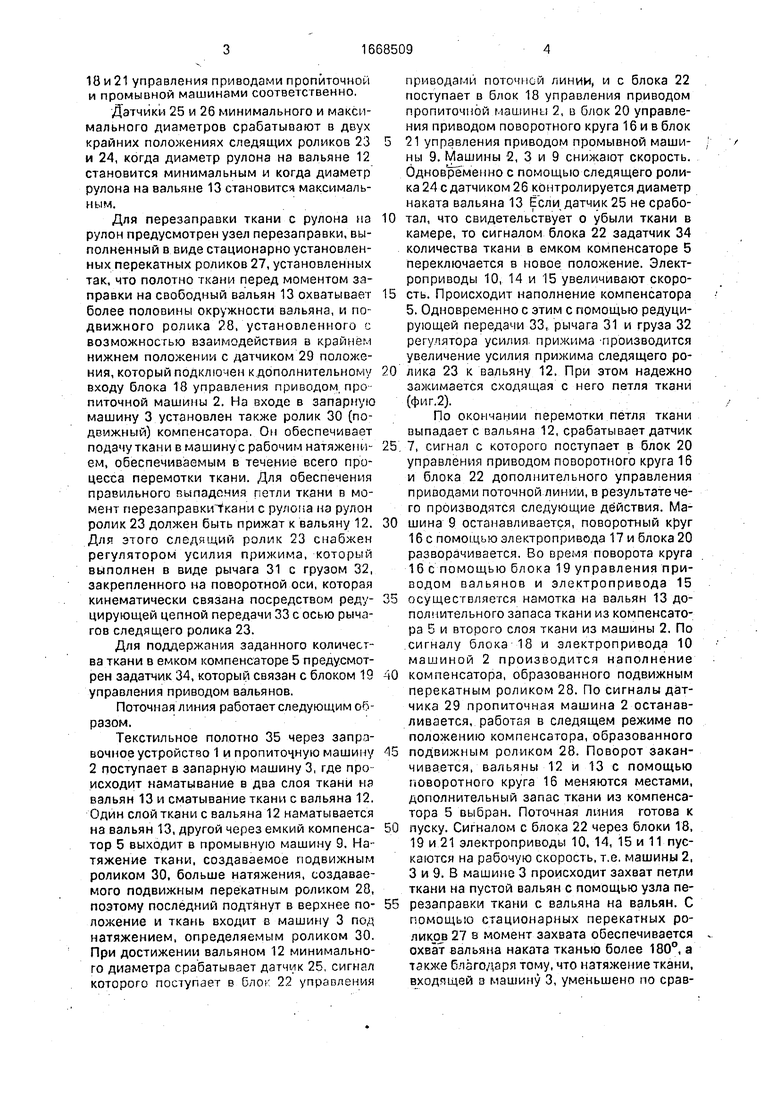
На фиг.1 изображена технологическая схема поточной линии для обработки ткани; на фиг.2 - запарная машина с раскатно-на- каточным устройством. Поточная линия для обработки ткани включает в себя заправочное устройство 1, пропиточную машину 2, запарную машину 3 с раскатно-накаточ- ным устройством 4, средство поддержания заданного количества ткани в запарной машине, выполненное в виде емкого роликового компенсатора 5 с датчиками 6-8, и промывную машину 9. Пропиточная машина 2 и промывная машина 9 имеют индивидуальные приводы 10 и 11 соответственно.
Раскатно-накаточное устройство 4 запарной машины 3 выполнено в виде двух вальянов 12 и 13, получающих вращение от приводов 14 и 15. Вальяны 12 и 13 установлены на поворотном круге 16, вращающемся от привода 17. Управление приводами осуществляется блоком 18 управления приводом пропиточной машины 2, блоком 19 управления приводом вальянов, блоком 20 управления приводом поворотного kpyra 16, блоком 21 управления приводом промывной машины 9 и дополнительного блока 22 управления всеми приводами линии. В запарной машине 3 над вальянами 12 и 13 установлены на рычагах следящие ролики 23 и 24 с датчиками 25 и 26 минимального и максимального диаметра рулона. Датчик 25 и 26 соединены с дополнительным блоком 22 управления приводами линии. Блок 22 выходами связан с входами блока 19 управления приводами вальянов, блока 20 управления приводом поворотного круга и блоков
О 00 СЛ О
о
18 и 21 управления приводами пропиточной и промывной машинами соответственно.
Датчики 25 и 26 минимального и максимального диаметров срабатывают в двух крайних положениях следящих роликов 23 и 24, когда диаметр рулона на вальяне 12 становится минимальным и когда диаметр рулона на вальяне 13 становится максимальным.
Для перезаправки ткани с рулона на рулон предусмотрен узел перезаправки, выполненный в виде стационарно установленных перекатных роликов 27, установленных так, что полотно ткани перед моментом заправки на свободный вальян 13 охватывает более половины окружности вальяна, и подвижного ролика 8, установленного с возможностью взаимодействия в крайнем нижнем положении с датчиком 29 положения, который подключен к дополнительному входу блока 18 управления приводом, про ниточной машины 2. На входе в запарную машину 3 установлен также ролик 30 (подвижный) компенсатора. Он обеспечивает подачу ткани в машину с рабочим натяжени- ем, обеспечиваемым в течение всего процесса перемотки ткани. Для обеспечения правильного выпадения петли ткани в момент перезаправкиТкани с рулона на рулон ролик 23 должен быть прижат к вальяну 12. Для этого следящий ролик 23 снабжен регулятором усилия прижима, который выполнен в виде рычага 31 с грузом 32, закрепленного на поворотной оси, которая кинематически связана посредством реду- цирующей цепной передачи 33 с осью рычагов следящего ролика 23.
Для поддержания заданного количества ткани в емком компенсаторе 5 предусмотрен задатчик 34, который связан с блоком 19 управления приводом вальянов.
Поточная линия работает следующим образом.
Текстильное полотно 35 через заправочное устройство 1 и пропиточную машину 2 поступает в запарную машину 3, где про исходит наматывание в два слоя ткани на вальян 13 и сматывание ткани с вальяна 12. Один слой ткани с вальяна 12 наматывается на вальян 13, другой через емкий компенса- тор 5 выходит в промывную машину 9. Натяжение ткани, создаваемое подвижным роликом 30, больше натяжения, создаваемого подвижным перекатным роликом 28, поэтому последний подтянут в верхнее по- ложение и ткань входит в машину 3 под натяжением, определяемым роликом 30. При достижении вальяном 12 минимального диаметра срабатывает датчик 25, сигнал которого поступает в блок 22 управления
приводами поточней линии, и с блока 22 поступает в блок 18 управления приводом пропиточной машины 2, в блок 20 управления приводом поворотного круга 16 и в блок 21 управления приводом промывной машины 9. Машины -2, 3 и 9 снижают скорость. Одновременно с помощью следящего ролика 24 с датчиком 26 контролируется диаметр наката вальяна 13 Если датчик 25 не сработал, что свидетельствует о убыли ткани в камере, то сигналом блока 22 задатчик 34 количества ткани в емком компенсаторе 5 переключается в новое положение. Электроприводы 10, 14 и 15 увеличивают скорость. Происходит наполнение компенсатора 5. Одновременно с этим с помощью редуцирующей передачи 33, рычага 31 и груза 32 регулятора усилия прижима -производится увеличение усилия прижима следящего ролика 23 к вальяну 12. При этом надежно зажимается сходящая с него петля ткани (фиг.2).
По окончании перемотки петля ткани выпадаете вальяна 12, срабатывает датчик 7, сигнал с которого поступает в блок 20 управления приводом поворотного круга 16 и блока 22 дополнительного управления приводами поточной линии, в результате чего производятся следующие действия. Машина 9 останавливается, поворотный круг 16 с помощью электропривода 17 и блока 20 разворачивается. Во время поворота круга 16с помощью блока 19 управления приводом вальянов и электропривода 15 осуществляется намотка на вальян 13 дополнительного запаса ткани из компенсатора 5 и второго слоя ткани из машины 2. По сигналу блока 18 и электропривода 10 машиной 2 производится наполнение компенсатора, образованного подвижным перекатным роликом 28. По сигналы датчика 29 пропиточная машина 2 останавливается, работая в следящем режиме по положению компенсатора, образованного подвижным роликом 28. Поворот заканчивается, вальяны 12 и 13 с помощью поворотного круга 16 меняются местами, дополнительный запас ткани из компенсатора 5 выбран. Поточная линия готова к пуску. Сигналом с блока 22 через блоки 18, 19 и 21 электроприводы 10, 14, 15 и 11 пускаются на рабочую скорость, т.е. машины 2, 3 и 9. В машине 3 происходит захват петли ткани на пустой вальян с помощью узла перезаправки ткани с вальяна на вальян. С помощью стационарных перекатных роликов 27 в момент захвата обеспечивается охват вальяна наката тканью более 180°, а также благодаря тому, что натяжение ткани, входящей з машину 3, уменьшено по сравнению с рабочим натяжением за счет заполнения компенсатора, образованного подвижным роликом 28. После захвата петли ткани вальяном происходит выбирание ткани из компенсатора, образованного роликом 28 через посредство электроприводов 14 и 15, при этом натяжение на входе в машину 3 устанавливается в соответствии с натяжением компенсатора, образованного роликом 30.
В случае, когда при срабатывании датчика 25 срабатывает датчик 26, наполнение компенсатора 5 до момента выпадения петли не происходит. Выпадение петли контролируется датчиком 7.
Формула изобретения 1. Поточная линия для обработки ткани, содержащая пропиточную и запарную машины с размещенным в запарной машине раскатно-накаточным устройством, состоящим из установленных на приводном поворотном механизме двух вальянов с индивидуальными приводами, узел перезаправки ткани с вальяна на вальян, размещен- ное между запарной и промывной машинами средство поддержания заданного количест
вэ ткани в запарной машине, связанное с блоком управления приводом поворотного механизма, и блоки управления приводами промывной и пропиточной машин и приводом вальянов, отличающаяся тем, что, с целью повышения производительности и улучшения качества обработки ткани, она снабжена датчиками максимального и минимального диаметров намотки вальянов и подключенным к ним дополнительным блоком управления, выходами связанного с входами блоков управления приводами вальянов, поворотного механизма, пропиточной и промывной машин.
2.Линия по п.1,отличающаяся тем, что следящий ролик вальяна раската снабжен регулятором усилия прижима.
3.Линия по п.1,отличающаяся тем, что узел перезаправки ткани с вальяна на вальян выполнен в виде стационарно установленных перекатных роликов и подвижного ролика, установленного с возможностью взаимодействия в крайнем нижнем положении с датчиком положения, подключенным к дополнительному входу блока управления приводом пропиточной машины.

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для обработки ткани | 1985 |
|
SU1326686A1 |
| Способ заварки камвольных тканей и устройство для его осуществления | 1990 |
|
SU1724756A1 |
| Способ беления текстильного полот-HA и уСТРОйСТВО для ЕгО ОСущЕСТВлЕ-Ния | 1979 |
|
SU796272A1 |
| Устройство для намотки рулонного материала | 1990 |
|
SU1772065A1 |
| МАШИНА ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ для ДЕКАТИРОВКИТКАНИ | 1968 |
|
SU217356A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТЕКСТИЛЬНОГО МАТЕРИАЛА | 1992 |
|
RU2009289C1 |
| Устройство для разматывания рулонного материала | 1988 |
|
SU1585263A1 |
| Отбельный агрегат для хлопчатобумажных тканей | 1957 |
|
SU115243A1 |
| МАШИНА ДЛЯ НАКАТЫВАНИЯ ТКАНИ В РУЛОН | 1971 |
|
SU304321A1 |
| Приспособление для соединения концов длинномерного материала | 1989 |
|
SU1664700A1 |
Изобретение относится к текстильному машиностроению и может быть использовано в отделочном производстве текстильной промышленности. Цель изобретения - повышение производительности и улучшение качества обработки ткани. Это обеспечивается регулированием запаса ткани в запарной машине путем компенсации ее убыли за счет различия вытяжки ткани на входе и выходе машины. 2 з.п.ф-лы, 2 ил.
3 27 2 33 32 ц 2ц II I / / J
Я . Фиг.1
JJ 32
Фиг.2
| Машина для обработки ткани | 1985 |
|
SU1326686A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
