Изобретение относится к механической обработке деталей машин, а именно к абразивной обработке, и может быть использовано во всех отраслях машиностроения для изготовления плоских поверхностей деталей малой длины с увеличенным припуском (5 мм и более).
Цель изобретения - повышение производительности и качества изготовления деталей малой длины с увеличенным (5 мм и более) припуском за счет обеспечения постоянства условий теплообмена с СОЖ в зоне резания.
На чертеже представлена схема реализации способа.
Предлагаемый способ изготовления плоских поверхностей деталей малой длины реализуется следующим образом.
Съем полного припуска осуществляют в два этапа: чернового и чистового шлифований.
Основной припуск снимают на этапе чернового шлифования. В исходной позиции абразивный круг устанавливают над неподвижной деталью так, чтобы расстояние между передней кромкой детали и вертикальной плоскостью симметрии круга, проходящей через ось его вращения, было равно
l=  , мм
, мм
Струя СОЖ в исходном положении должна быть выше поверхности, подлежащей обработке, на 3-5 мм.
Черновой этап шлифования начинают с сообщения шлифовальному кругу движения вращения, а затем вертикального движения врезной подачи со скоростью
S≅ [Qм] /lg, мм/мин, (при непрерывной подаче СОЖ в зону резания) до достижения нижним уровнем круга координаты окончательной обработки. Одновременно с сообщением кругу вертикального движения врезной подачи начинают перемещать и струю СОЖ параллельно подаче круга. При этом скорость перемещения струи СОЖ равна скорости вертикального движения врезной подачи круга. Деталь на черновом этапе шлифования неподвижна. После прекращения движения врезной подачи круга он продолжает вращаться, а перемещение струи СОЖ прекращается.
Чистовой этап шлифования начинается с сообщения детали движения продольной подачи в направлении, перпендикулярном упомянутой вертикальной плоскости симметрии, с нормативной для чистового прохода скоростью, которое заканчивается после выхода круга и детали из контакта. На этапе чистового шлифования СОЖ непрерывно подается в зону резания, при этом струя СОЖ не меняет своего пространственного положения. С окончанием чистового этапа шлифования и выводом круга, детали и струи СОЖ в исходные позиции заканчивается весь цикл обработки.
Область использования предложенного способа распространяется только на изготовление поверхностей, длина которых меньше полухорды шлифовального круга, ограничивающей сегмент высотой, равной припуску на черновое шлифование. Исходя из реальных величин снимаемых припусков (до 20 мм) и размеров шлифовальных кругов (с наружным диаметром до 600 мм), предложенный способ может быть реализован при обработке поверхностей длиной до 100 мм. В связи с этим для обработки берут круг, отвечающий этим условиям.
П р и м е р. Экспериментальные работы проводились на специализированном станке-полуавтомате модели ЛШ 220 (производства Липецкого станкостроительного производственного объединения). Обработке подвергались образцы из титанового сплава ВТЗ-1. В качестве абразивного инструмента использовались высокопористые шлифовальные круги типа ПП 450 х 203 х 25 с характеристикой 63С 16 М2 10К5 КФ 40-6. В качестве СОЖ использовался 3% -ный водный раствор синтетического продукта "Аквол-10М" (ТУ 38.401 88-81).
Максимально-допустимая скорость удельного съема металла при скорости резания 15 м/c для используемого абразивного инструмента при обработке титановых сплавов составляет 400 мм3/мин мм.
Результаты экспериментов приведены в таблице. (56) Станки и инструменты, N 9, 1985, с. 28-29.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152861C2 |
| Способ врезного плоско-профильного глубинного шлифования | 2024 |
|
RU2837566C1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ВРЕЗНОГО ШЛИФОВАНИЯ | 1990 |
|
RU2019384C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152294C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1996 |
|
RU2153966C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2212326C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2002 |
|
RU2217295C2 |
| СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ЗАМКА ЛОПАТОК | 1989 |
|
SU1781943A1 |


Изобретение относится к механической обработке деталей машин, а именно к абразивной обработке, и может быть использовано во всех отраслях машиностроения для изготовления плоских поверхностей деталей, имеющих увеличенный (5 мм и более) припуск. Цель изобретения - повышение производительности и качества изготовления плоскопрофильных поверхностей деталей. Для этого обработку производят абразивным кругом, полухорда которого, ограничивающая сегмент высотой, равной припуску на черновое шлифование, больше длины обрабатываемой поверхности. На этапе чернового шлифования деталь устанавливают под кругом неподвижно со смещением ее передней кромки от вертикальной плоскости симметрии круга, проходящей через ось его вращения, на определенное расстояние. Врезание производят путем сообщения кругу вертикального перемещения до достижения образующей круга, находящейся в упомянутой плоскости, координаты окончательно обработанной детали при одновременном перемещении жиклера подачи СОЖ. Причем скорости вертикальных перемещений круга и жиклера одинаковы. На этапе чистового шлифования деталь перемещают в направлении, перпендикулярном вертикальной плоскости симметрии круга. 1 ил. , 1 табл.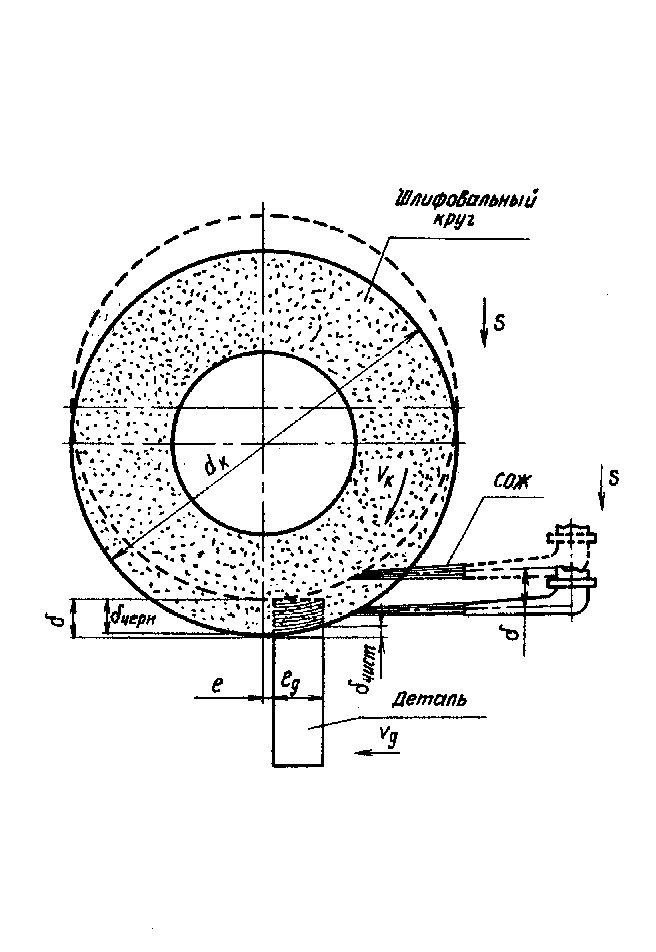
СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПЛОСКИМИ ПОВЕРХНОСТЯМИ, включающий черновое шлифование и чистовое шлифование, при котором шлифовальному кругу сообщают вращательное движение при непрерывной подаче СОЖ с помощью жиклера, а на этапе чистового шлифования деталь перемещают в направлении, перпендикулярном вертикальной плоскости симметрии круга, проходящей через ось его вращения, отличающийся тем, что, с целью повышения производительности и качества изготовления деталей с припуском 5 мм и более, берут круг с полухордой, ограничивающей сегмент высотой, равной припуску на черновое шлифование, больше длины обрабатываемой поверхности, при этом на этапе чернового шлифования деталь устанавливают под круг неподвижно со смещением ее передней кромки от вертикальной плоскости симметрии круга, проходящей через ось его вращения на расстояние, определяемое по формуле
l=  , мм/
, мм/
где δчист - припуск на чистовое шлифование в сечении, параллельном упомянутой плоскости и проходящем через переднюю кромку детали, мм;
dк - диаметр шлифовального круга, мм,
а кругу сообщают вертикальное перемещение до достижения образующей круга, находящейся в упомянутой вертикальной плоскости, координаты окончательно обработанной детали при одновременном перемещении жиклера подачи СОЖ, причем скорость S вертикальных перемещений круга и жиклера выбирают одинаковой и определяют из условия
S ≅ [Qм] /lд, мм/мин,
где Qм - максимально допустимая скорость удельного съема металла, определяемая режущей способностью шлифовального круга (указывается в технических условиях на абразивный инструмент), мм3 мин · мм;
lд - длина обрабатываемой поверхности.
