о с
Ю
о о о
Изобретение относится к трубосварочному производству и может быть использовано при изготовлении сварных труб широкого сортамента
Целью изобретения является повышение точности и надежности сортировки труб на годные и дефектные путем расчета про- МРЖ i т чрем ни от мгментэ обнаружения , ф --( -ч (о момента сбрасывания дефектной pv i : глрмтн брака
Мазанная цел, достигается тем, что в спогобр изготовления сварных труб, включающем последовательно сварку встык кон- цп:, рулонов ленты, формовку и сварку бесконечной ленты в ВСТЗ, непрерывную дефектоскопию БСТЗ, разрезку последней на грубы мерной длины и автоматическое отбрасывание дефектных труб при пакети- гоиании при обнаружении дефекта на I J кифумт м мент подачи сигнала де- Sif. г м1О 11 промежуток времени, истек- J момент подачи сигнала -с Р ТОСКГПОМ с момент окончания по- следн. io реза и подэюг команду на сброс fbyci в карман орзка в момент времени, опол менныи „ помощью ниже подробно и тельного зчгоригмз на основе использо-ми i rf зил выше зафиксированных проме-л i и г рамени и конструктивных и . / О .,ix параметров трубосвароч-{- i i т 3 h
p дуема щипает сброс в кар- i- t и ( i то тькс тех ipv6, на которые сре- , поспал ц-. ivKTuo сп Автоматическое cCij.ii kjcihi Р дефектной трубы происходит
. г жо гогда когда между дефекто- -ксг ч и сброса уменьшается не ,b L.n ой з/ в том случае u-мл на ,ожс- пь ть передан без tr- и i ч-. Г ;яи на ук (ЗнньС М уч .стке нахо- L, . я гее огько тр/Ь, а также несколько мер о Г гс ее грубь. пргдшествую- 14- и, дет J оыть упожены в карман .i/ таким образом, между об- нярухспием цефе.дта и сменой режима работ ь. сбрасывателей должен быть определенный промежуток времени. Такая задержка во времени, подбираемая экспериментально, обычно и не учитывает того чтс на рассматриваемом участке может на- неодинаковое число труб в зависимее и QI того nps- детгг пи после порезки на н -зло или на /онец трубы обнаруженный дефект Поэтому н глодимо знать точное сбозгырани д.-Ф ктной трубы Для jroro достаточно сопоставить момент обна- оухен я дефект г г, моментом окончания ре- з, пос телней трубь Ниже это будет подробно доказано
0
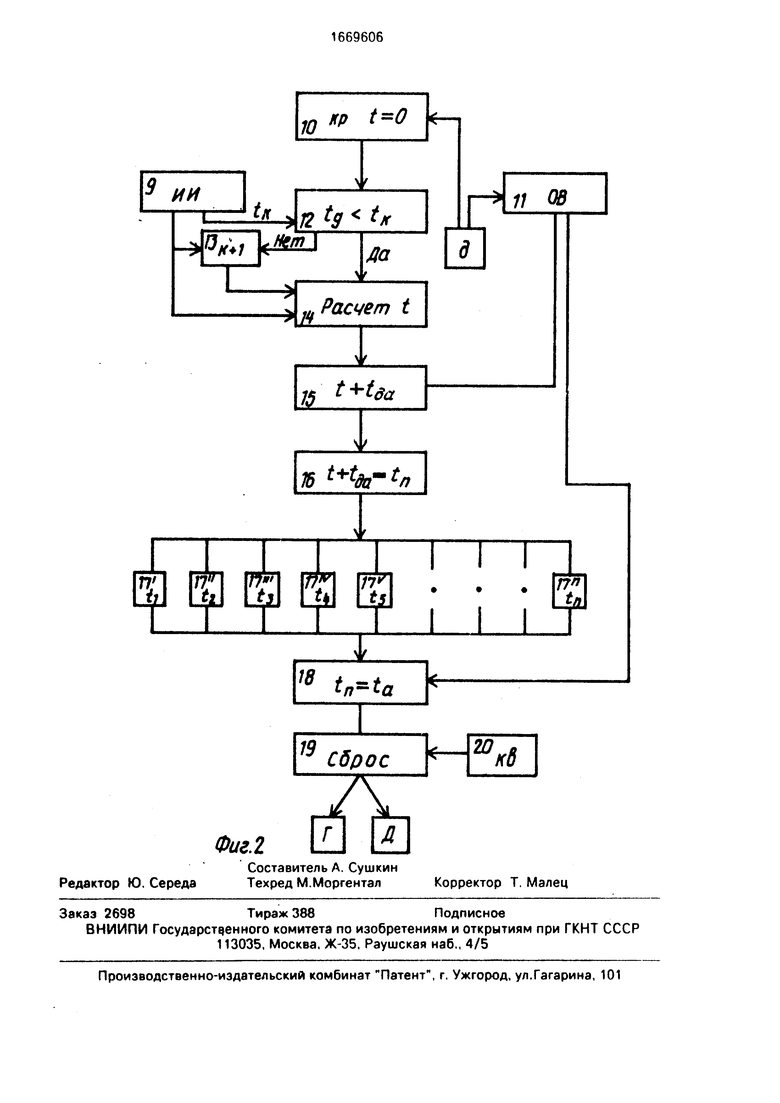
На фиг. 1 схематично представлена схема линии стана от дефектоскопа до сбрасывателей, на фиг. 2 - одна из возможных блок-схем автоматической сортировки труб по предлагаемому способу.
Способ осуществляют следующим образом.
Пила 1 заканчивает рез БСТЗ 2, движущейся со скоростью VCB, на расстоянии & от 0 дефектоскопа 3, после чего труба мерной длины 4 движется со скоростью vTp к сбрасывателям 5. В зависимости от команды сбрасыватели сбрасывают трубу в карман годных 6 или дефектных 7 труб, как только 5 передний конец трубы коснется конечного выключателя 8. Цикл изготовления каждой
трубы Т длится --.
VCB
Рассмотрим работу линии в течение периода. Передний конец БСТЗ 2, образовавшийся после окончания реза, перемещается за время Т от точки, соответствующей расстоянию & от дефектоскопа 3, до точки, соответствующей расстоянию Јк+Ър. На 5 начало периода между дефектоскопом 3 и
летучей пилой 1 укладывается К мер (К равно г
целой части числа р-) При этом Гк-Kfjn есть Стр
та часть очередной меры, которую дефектоскоп 3 успел проконтролировать на начало рассматриваемого периода. Следовательно, дефектоскоп в течение периода проверяет оставшуюся часть Јтр-((-КЕтр) очередной меры и часть Гк-КЕтр следующей
5 Сумма данных длин равна очевидно fip. Таким образом, в течение периода дефектоскоп переходит с одной меры на другую, т е между передним концом БСТЗ и дефектоскопом в начале периода укладывается К мер, а в конце К+1. Чтобы найти, какое число мер укладывается,нужно знать, где находится в момент подачи сигнала дефектоскопом передний конец БСТЗ Так, при длине порезки 6 м, мерная длина и есть 6
5 м, на участке ГК-Ю м эта мера целиком укладывается один раз, следовательно, Величина К принимает естественно только целочисленные значения и зависит от конструктивного параметра стана Гц и мерной длины, на которую производят порезку БСТЗ, т. е. если порезку производить на длину 3 м, то при том же м,К было бы равно 3. Величина К характеризует статику, т. е. с динамикой процесса не связана Однако, рассматривая последнее, следует придать величине К более широкой смысл А именно К - число мер, укладывающихся на БСТЗ между дефектоскопом и передним концом БСТЗ в начале периода (когда пере
0
0
0
5
Переход/. .
iCHIlr П :;Н О;; i
1 . i. . Г. I;1,.3C ПеГ.
, At: г.. Тто ЙЯ: .
Г-i г ) ,. ,- i, -., ..). - i .- И /v ;(;..: ГГr, г и а Г .
,л;/: ri, no
дний конец ЬСТЗ от дефекгхтипа на Рк), а также s ron , ;; мчи между движущимся передним конном ijCTj и дефектоскопом уКЛПД .. PaeiCTJ .е ДВу/ МРО
для рассматриваемого примера К--гдд р.-ц-. - стояние между передним концом БГ. ГЗ и дефектоскопом достигло двухкра1чой длины, то начиная с этап- момента и до периода количество г;елых мер ,IP L (3 по стоянно оавио 2. Сели г,ы попезка iLo;i,o- дилась на трубы длиной по 3 м, го между передним концом БСТЗ и црфесгоскопом на начало периода укл.чдьвало л бы 3 меры, а на конец периода 4 Оконч.ч.-ие периода соответствует О1делению готовой трубы or
БСТЗ, при ЭТОМ ВНОВЬ ООрРЧО- П . гм;
редний конец оказывался .. на удтт;. нии Гк от дефектоскоп.-j динамике, мы оидим. ч о к т между передним концом L-
СКОПОМ ук,1аЛЫВЯе1 Я В
менное количестве -.-/i переменное количество L ате . ки обозначено п.
Количество целых г-х-,; ся между передним т о с к о п о м на м пj дефектоскопом, нозвоияе ложение в линии стана переднего г.онц,, де фектной трубы (точнее э ого мгг те на ЬГ ГЗ,
В КОТОрОМ буде. I .pOH .fbC;/ .- Р --.-- .ЧС- :ние готовой трубы, предшес ч уюи;е.1 . ;:. тной). Отождествляя последнее с движущейся точкой скорость которой из постна, легко определить момент времени, когда она достигнет конечного выключдгелч и будет произведен сброс D тот или иной карман.
Возвра1цаясь нзмного назяд, cC pamatf внимание и на го, что для о ноеделочИ . о необходимо и достаточно ;п агь е моппгг подачи сигналя а.ефектосг. р,., ние между передним -мцо ГС,;, i. д.эфсь:то- скопом. Оно определяет::н .iyf: . .
НИЯ ТОГО ПуТИ. (..OTOpbiVi OpOLbO - (Н-;иГДН/.Й
конец БСТЗ с момента своего образования (конец реза - начало периода) к моменту подачи сигнала дефектоскопом, -ч этот путь в свою очередь раиен прои недепию скорости VCB на промежуток гчремони между кон- цом реза и сигналом дефектоскопа.
Если после окончания роза дефектоскоп подал сигнал через времп т.д. то передний конец БСТЗ от дефектоскоп/i находится н,ч расстоянии Гк + Vf.dtg, т °. он нрои/еп пуг,. Vcetg. Чтобы перейти на контроль следую щей меры дефе;--: гогкопу HpRri«i rTP-(fk - Ktrp) (К: 1}Г,Р rk
tn-
Е С Л I i
между де4 ектоси опом и передниг. конном БСГЗ укладывается, очевидно К мер, EI противном случае К+1.
Допустим в момент обнаружения де- фрма т,, между передним концом БСТЗ и д-.-фектогкопом укладывается п мер. Тогда г vtCTo н,ч БСТЗ. в котором после реза образуется передний конец дефектной трубы, в момент tcj находится на расстоянии 1 п . г. Vrpig от дефекюскопа. Г1ри отрез«е доФсктной трубы ее передний конец будет находиться на расстоянии от дефек- тоокопа. Следовательно, рассматривае- -юс место на БСТЗ со скоростью VCB должно гройти путь fk+Erp-- rK-nEip-t-VcBtg ifn)Ј-pivri tg. Полное время, по истечении которого с моментя обнару- ж е н и я ..-.; ефекта дефектная труба гг яж :тся против с б ра с ы вателсй, состэt (1 4-П ) frp Vcn Tg + Г - (fk + р) VcnVTp
1 - к и г -iобразом,если
(К-И)Г,Р - fv
опт t где К число целых мер, укладывающихся нл БС ГЗ между дефектоскопом и местом окончания реза, то вместо п необходимо подставить в выведенную формулу К. Если ,. то вместо п необходимо подставить К-М.
К .моменту подхода дефектной трубы к :.,ывателям они должны быть готовы к ..Сшасыванию в карман брака. Поэтому ко r.-анду надо подать раньше, чем подойдет дефектная труба. Предположим, что моменту Гд R системе отсчета времени с началом отсчета, совмещенным с концом последнего RO времени ре.ча, соответствует момент некоторой абсолютной шкалы отсчетя времени. Такая шкала необходима для рас- смет рения, так как формула для t выведена ПОР условии, что с. каждым оезом начинается новый отсчет времени, а сбрасыватели юг/ отличать трубы, одновременно находящиеся в линии стана, друг от друга только в общей системе отсчета времени. Таким образом, команду на сброс дефектной трубы надо подать в абсолютной системе отсчета времени в момент
, - 0..+) Гтр - Уев tg t - (6с + Ч
1а ... tga
- 0,5 -ТЈ-.
Vr.B
коэффициент ,5 соответствует опережению дефектной трубы командой на сброс, равному половине периода. Величина коэффициента может быть подобрана для конкретного стана и того условия, что при слишком малой его величине команда
может запозд ть, а при слишком болыоой оказаться преждевременной Чем ючнее порезка и выше быстродействие злементсл системы, тем шире интервал выбора коэффициента Крайние же значения 0 и 1
В общем же виде формула принимает следующий вид
f vn4-1) f t -fi« JTp( 1 +m
VCBVTp
- r
ТЛИ T- irp
Рассмотрим работу блок-схемы автоматической сортировки труб {фиг 2).
В блок 9 помещена исходная информация п виде независимых параметров1 VCB, v р I p р,р и зависимых К целая часть
(1 IK)fTp - Гк D
- tk в момент
Vf,B
чончания реза в блоке 10 с начинается от- i,-ie r nnei/ени Отметчик времени 11 зедет . абсолютного времени
Fipf подаче л Фекг скопом сигчапа о на пСЛЗ г 10 в лс к12ис 1 в блок 15 передается соответ ствую-ций момент рромени tq и tq,j. в блоке } tr, раьнивас гея с tt, полученным из блока 9 Сели виполняетгя неравенство т,) и то ло 11 f- ссчлгьо ет время
(I -HI) ,0 VrD tgL - ifk -4- f-pj Tp
-- - г - VJ i v)
VLHVrpL4
подс -юпяя К, взятое из блока 9 BMOCIO n Гг 1 -fapjoencTBO не выполняете то озя- из блока 9, добавляется 1 и в формулу /v расчета подстячля.ся К+ 1.
Ь блоке 15 результат расчета складывается с , взятом из отметчика 3 времени в момент обнаружения дефекта
Блок 16 сравнивает результат расчета с содержимым я еек 7 7, 7 , ,7 Рели результат отличается от всех тех которые содержатся в ячейках, то его запоминает одна из свободных ячеек Свободная ячейка есть всегда так как общее количество ячеек соот ветствует числу труб находящихся в линии стана, включая и те К42 мер на ЬСГЗ. которые дефектоскопом проверены и проверяются, но на которые еще не начата порезка. Когда блох Ю покажет время Т, то происходит по сигналу об окончании резки сброс его показаний на О
Блок 18 непрерывно сравнивает содержимое ячеек с времг ем отметчика 11 При совпадении какого . j из tn с ta подав ся команда на блок 1 9 дтя сброса трубы в карман брака Если s/n о тока 19 команды н поступают, то сброс по команде с конечного выключателя 20 идет в карман гоцного.
П р и м е р 1. Электросварные трубы диаметром 30-50 мм с толщиной стенки 1,5- , мм длиной 6 м из стали 10 и 20 изготав0
5
ливают на трубосварочном стане 10-60. Скорость сварки 70 м/мин. Скорость движения трубы по рольгангу после отрезки от БСТЗ 80 м/мин Конструктивные параметры стана, расстояние от дефектоскопа до сбрасывателей 40 м, расстояние от дефектоскопа до крайнего положения летучей пилы в момент окончания реза 10 м. Применяется дефектоскоп токонихревого типа конструкции ЭЗТМ-1М.
В принятых ранее обозначениях: м/мин; vTp 80 м/мин; 40 м; м; м
Промежуток времени, в течение которого изготавливается одна труба,
f Ггр 6-60 ц 14„
1 vce 10 -5-143сВ момент окончания реза между летучей пилой и дефектоскопом на БСУЗ укладыва- Ь 10 6
етсп - Гтр
0
5
О
1,66(6) м. Следовательно К
fk
(целая часть числау- ) равно 1. Время, в
чение которого, начиная с момента окончания реза дефектоскоп закончит поверку начатой трубы и перейдет к последующей, равно
2, 5,143 Prl:660 5i143
VCB U
3,429 - 1,714с
Предположим, что при появлении сигнала дефектоскопа ,13 с, a ,58 с.
Неравенство , проверяемое блоком 12, не выполняется, так как 2,13 1,714.
Следовательно, в формулу для расчета времени подали сигнала на сброс дефектной трубы вводим вместо п величину
Производим вычисления
t,
fr. vi
I J-O fi0tWJ°J.
-оso
б 05 51 }-376- 6 СИООч
Р езуяьтат расчета запоминается. При переходе отметчиком 17 времени через вычисленное значение 405,309 с подается команда на сброс трубы в брак. Через Т х х 0,,571 с после подачи этой команды передний конец дефектной трубы касается конечного выключателя 8 (фиг. 1) и происходит сброс в карман 7 брака.
В рассматриваемом примере неравенство не выполнялось.
П ример2. Пустьtg 1,5с. Неравенство выполняется, так как 1,,714, Вместо п подставляем . Учитываем, что ,58-2,13+r.,95 с, так как рассматривается тот же период, что и в примере 1.
| . Гто() Т.в19f « frp ЛСГ,.
I U3 I I (
fr CB rp
6f1M/-7of,,- - i40- O t
60-Ј.4 JttJ . 75« «CM
Таким образом, при прохождении отметчиком 11 времени через это значение последует команда на сброс трубы в карман 7 брака (фиг. 1) и, как в примере 1, через 2,571 с передний конец дефектной трубы коснется конечного выключателя 8.
Разница между временем примера 1 и временем примера 2 составляет 405,309- -400,,145 с.
Это с точностью до третьего знака после запятой равно периоду и соответствует объективно тому, что очередная труба не только отрезается, но и сбрасывается через 5,145 с после предыдущей. Разница о третьем зна ке после запятой есть погрешность скругле- ний при расчете (5,145 - вместо 5,143).
На одной трубе может оказаться более одного дефекта. Поэтому рассмотрим случай, когда дефектоскоп сработал дважды на одной и той же мере.
ПримерЗ. Пусть ,5 с и прошел соответствующий расчет с запоминанием в ячейке памяти результата 400,164 с Второй раз дефектоскоп сработал в момент ,7 с. Рассмотрим работу алгоритмов после второго сигнала дефектоскопа. Учитываем, что ,58-2,13+1,,15 с. Так как 1,7 1,714, то неравенства tg tk выполняются и . Тогда
FtlA+ -b-c,t, f-C,-C,p
I-; i i3 (r,p
.6(, f,7 n
70
6Q - ---6o-o,t 5,н,,15-ьоо,1бь с.
nO
Полученное время совпало с временем, уже хранящимся в памяти от ,5 несмотря на то, что использовались разные tg и tga. Таким образом, в памяти блок-схемы (ячейки 17, 17 ...) не будут использоваться дополнительные ячейки, сколько бы новых дефектов на одной мере не было обнаружено.
Такое совпадение закономерно, поскольку в расчете фигурирует координата переднего конца дефектной трубы, а не координата дефекта, и кроме того, эта координата после блока 15 связана с абсолютным отсчетом времени.
Способ обеспечивает практически точный расчет промежутка времени, по истечении которого с момента подачи сигнала
дефектоскопом передний конец дефектной труиы коснется конечного выключателя, приводящего в действие сбрасыватели. Заблаговременная команда на сброс обеспечивает безошибочную сортировку труб.
Таким образом, предлагаемый способ в сравнении с прототипом позволяет устранить браковку годных труб в количестве 4-5 шт на одну дефектную, как не имеющую
смысла при обнаружении дефектов, отличных от поперечного стыка, исключить ручную разбраковку пакетов брака, доля годных труб в которых с 3/4....5/6 уменьшается до 0, кроме того предлагаемый способ
позволяет предотвратить попадание брака в годную продукцию и уменьшить расходный коэффициент металла.
Формула изобретения
Способ изготовления сварных труб,
включающий последовательную сварку встык концов рулонов ленты, формовку и сварку бесконечной ленты в бесконечную трубную заготовку с продольным швом, непрерывную дефектоскопию бесконечной сваренной трубной заготовки, отрезку от нее труб мерной длины и автоматическое пакетирование дефектных труб, отличающийся тем, что, с целью повышения
надежности и точности сортировки труб на годные и дефектные, при обнаружении дефекта на бесконечной сваренной трубной заготовке фиксируют момент подачи сигнала дефектоскопом tga и промежуток времени
tg, истекший на момент подачи сигнала дефектоскопом с момента окончания последнего реза, а команду на сброс дефектной трубы в карман брака подают в момент времени ta, определенный по формуле,
(п-И)Етр -vCBtg t-fk-trpQ+m) vCBv,p
ta tga +
где п - число целых мер, укладывающихся между передним концом бесконечной сваренной трубной заготовки и дефектоскопом в момент подачи сигнала последним; тр - длина готовой трубы; VCB - скорость сварки;
F- расстояние между дефектоскопом и
конечным выключателем;
Гк - расстояние между дефектоскопом до окончания реза;
vTp - скорость транспортировки трубы после отрезки;
m - коэффициент.
ю
кр 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Автоматическое устройство для сортировки мерных изделий | 1976 |
|
SU603509A1 |
| Устройство для автоматической сортировки листов | 1978 |
|
SU774643A1 |
| Способ изготовления сварных прямошовных труб | 1984 |
|
SU1269873A1 |
| Автоматическое устройство для сортировки мерных изделий | 1977 |
|
SU710668A1 |
| Система для автоматической отбраковки труб | 1982 |
|
SU1088830A1 |
| Устройство для автоматизации разбраковки проката | 1977 |
|
SU659219A1 |
| ЛИНИЯ СОРТИРОВКИ И ПАКЕТИРОВАНИЯ ТРУБ | 2002 |
|
RU2225764C2 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕХЛОВЫХ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317866C2 |
| Система для автоматической отбраковки труб | 1983 |
|
SU1101308A1 |
Изобретение относится к трубосварочному производству и может быть использовано при изготовлении сварных труб широкого сортамента. Цель изобретения - повышение точности и надежности сортировки труб на годные и дефектные. При изготовлении бесконечной сварной трубкой заготовки 2 после сварки ее разрезают пилой 1 на заданном расстоянии от дефектоскопа 3. После этого мерные трубы 4 движутся к сбрасывателям 5, которые в зависимости от команды сбрасывают трубы 4 в карман годных 6 или бракованных 7 труб. Команда на сброс от дефектоскопа подается с подбираемой заданной задержкой во времени, учитывающей, что на участке между дефектоскопом и сбрасывателями 8 может находиться неодинаковое число труб в зависимости от того, приходится ли обнаружение дефектов на начало или конец трубы после порезки заготовки 2. Это обеспечивает исключение попадания брака в годную продукцию и годных труб в карман брака. 2 ил.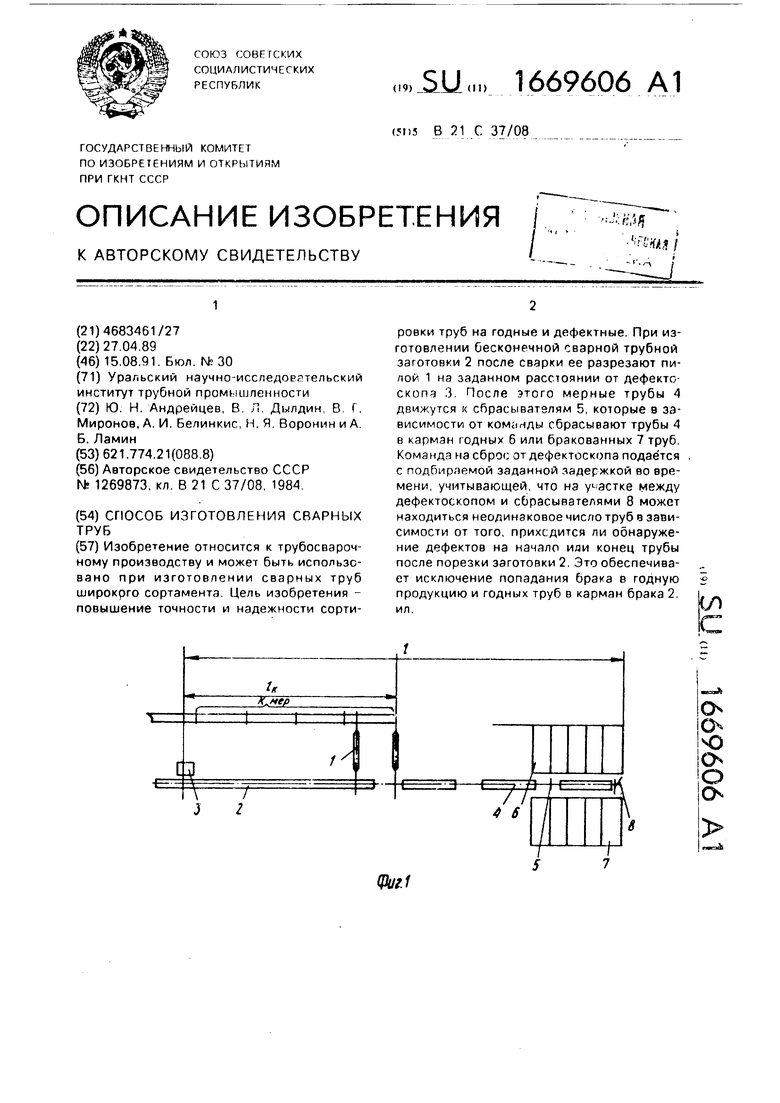
ии
V
tn
Q
нет
VL
Расчет t
1б
t+tda
16
18
V
tif
11 OB
Да
I i г
| Способ изготовления сварных прямошовных труб | 1984 |
|
SU1269873A1 |
