Изобретение относится к машиностроению и может быть использовано в производстве двигателей внутреннего сгорания.
Коленчатые валы современных высокофорсированных двигателей подвергаются упрочнению индукционной закалкой шеек и галтелей на переходе шеек в щеки. При этом критическим местом по прочности являются масляные отверстия в шейках.
Известен способ упрочнения коленчатых валов, согласно которому масляные отверстия подвергаются электрохимическому полированию. Однако, это упрочнение повышает усталостную прочность коленчатого вала незначительно (11%), и не решает поставленной проблемы. Кроме того, этот процесс нежелателен с экологической точки зрения.
Известен также способ упрочнения коленчатых валов, согласно которому масляные отверстия обрабатываются дорнованием.
Это упрочнение повышает усталостную прочность коленчатого вала на 40%, что также не решает проблемы, т.к. для обеспечения равнопрочности коленчатого вала по галтелям и масляным отверстиям необходимо повышение усталостной прочности в два раза. Кроме того, процесс дорнования является крайне нетехнологичным из-за необходимости перед дорнованием выполнять масляные отверстия с высокой точностью.
Целью изобретения является устранение указанных недостатков, повышение усталостной прочности коленчатого вала и повышение технологичности.
Поставленная цель достигается тем, что поверхность масляных отверстий подвергается пластическому деформированию воздействием высоким гидростатическим давлением, превышающим по величине предел текучести материала вала.
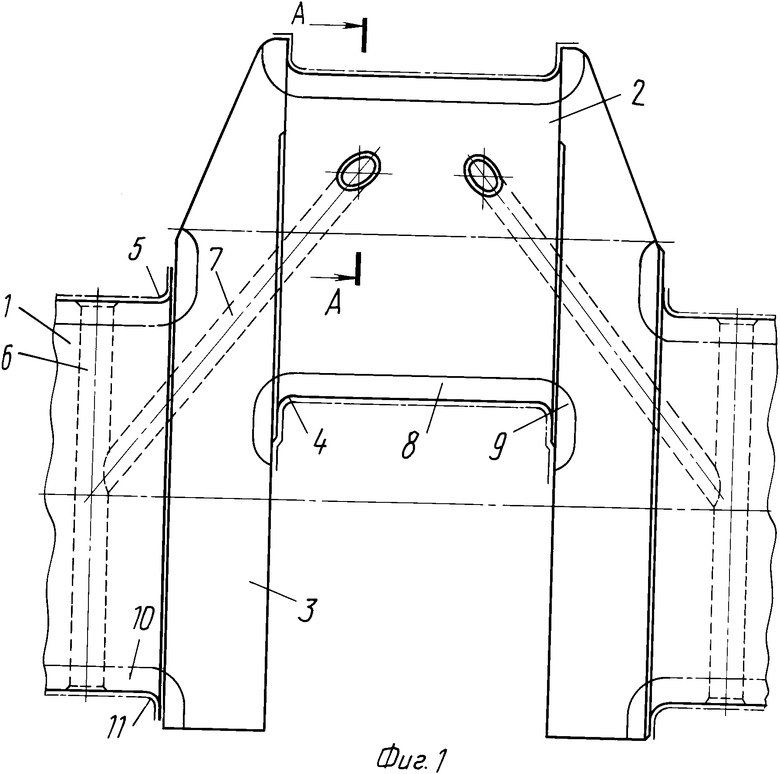
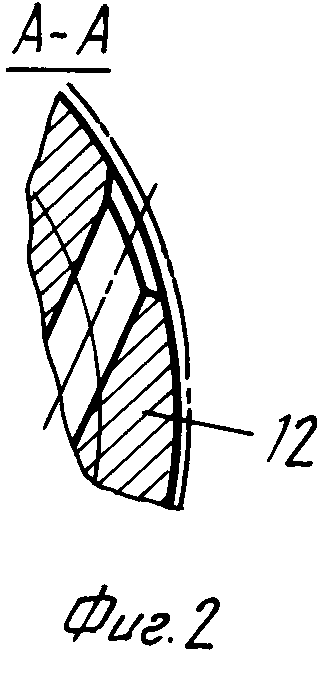
На фиг. 1 показан фрагмент коленчатого вала с упрочняемыми масляными отверстиями; на фиг.2 - сечение А-А масляного отверстия.
Коленчатый вал включает коренную шейку 1, шатунную шейку 2, щеку 3, галтель 4 на переходе шатунной шейки в щеку, галтель 5 на переходе коренной шейки в щеку, масляное отверстие 6 в коренной шейке, масляное отверстие 7 в коренной шейке, индуктивно закаленный слой 8 на шатунной шейке, индуктивно закаленный слой 9 на галтели шатунной шейки, индуктивно закаленный слой 10 на коренных шейках, индуктивно закаленный слой 11 на галтели коренной шейки, индуктивно закаленный слой 12 в районе масляных отверстий.
Упрочнение коленчатого вала в соответствии с предлагаемым способом происходит следующим образом. Коленчатый вал обрабатывается до состояния, когда выполнены масляные отверстия в шейках. Коленчатый вал подвергается упрочнению индукционной закалкой шеек и галтелей на переходе шеек в щеки. Поверхность масляных отверстий подвергается пластическому деформированию воздействием высоким гидростатическим давлением. Это давление составляет 1200-25000 кг/см2. Время воздействия давлением 5-10 мин. Коленчатый вал обрабатывается окончательно.
При упрочнении коленчатых валов указанным способом усталостная прочность повышается в два раза. Указанный способ позволяет выполнять масляные отверстия обычным сверлением, что обеспечивает ему высокую технологичность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки коленчатых валов | 1976 |
|
SU585224A1 |
| СПОСОБ УПРОЧНЕНИЯ КОЛЕНЧАТОГО ВАЛА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2002 |
|
RU2231565C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ КОЛЕНЧАТОГО ВАЛА С ПРИМЕНЕНИЕМ ЗАКАЛКИ ТВЧ | 2005 |
|
RU2296169C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНОГО АЗОТИРОВАННОГО КОЛЕНЧАТОГО ВАЛА, ПОЛУЧИВШЕГО ПРИ ЭКСПЛУАТАЦИИ ЗАДИР ШЕЕК, ИМЕЮЩИХ ПОЛОСТЬ, С ПРИМЕНЕНИЕМ ТВЧ | 2010 |
|
RU2455141C2 |
| Способ упрочнения галтелей валов | 1988 |
|
SU1632746A1 |
| Способ местной поверхностной закалки коленчатых валов | 1983 |
|
SU1157094A1 |
| Способ местной поверхностной закалкиКОлЕНчАТыХ ВАлОВ | 1978 |
|
SU812839A1 |
| СПОСОБ РЕМОНТА УПРОЧНЁННЫХ ИНДУКЦИОННОЙ ЗАКАЛКОЙ КОЛЕНЧАТЫХ ВАЛОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2017 |
|
RU2675868C1 |
| Способ термической обработки коленчатых валов | 1981 |
|
SU960280A1 |
Сущность изобретения: способ упрочнения коленчатых валов двигателей внутреннего сгорания включает индукционную закалку коренных и шатунных шеек и галтелей на переходе шеек в щеки коленчатых валов и последующее пластическое деформирование расположенных в коренных и шатунных шейках масляных отверстий воздействием гидростатического давления, превышающим по величине предел текучести материала вала. 2 ил.
СПОСОБ УПРОЧНЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ, включающий индукционную закалку выполненных с масляными отверстиями коренных и шатунных шеек и гаптелей на переходе шеек в щеки коленчатых валов, отличающийся тем, что после упомянутой закалки поверхность масляных отверстий подвергают пластическому деформированию воздействием гидростатического давления, превышающим по величине предел текучести материала вала.
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
