Изобретение относится к машиностроению, преимущественно к двигателестрое- нию, в частности к коленчатым валам двигателей внутреннего сгорания, которые испытывают большие нагрузки.
Известен способ упрочнения галтелей валов, в котором с целью повышения усталостной прочности вала и обеспечения правильной геометрической формы, производят поверхностное пластическое деформирование постоянным усилием на участке вогнутости вала (авт. св. СССР № 494413).
Однако этот способ не приемлем в та- ком виде для упрочнения галтелей коленчатых валов. Например, пятиопорный восьмицилиндровый двигатель ГАЗ-53 имеет пять коренных и четыре шатунных шейки.
а это 18 двигателей, Шатуинь-е шейкь расположены под углом 90°
Известен способ упрочнения галтелей коленчатых валов методом пластического деформирования путем обклтки гатгелей ноликами. Одногфемв -но за один оборот зала обкатываются рее шатунных и коренных шеек (Донецкий В А . Бунтос В.Н. и др. Увеличение ресурса мзшин te-хнологи- ческими методами. Машиностроение v., 1978, с.44)
Однако при известном способе вместе с увеличением ycTfsiocTHon прочности вала, увеличиваются удель -щр нафу-ки на опорные поверхности шеек и ссо т тстеенно ььч вкладыши, так как галгельны зоны имеют меньший диаметр чем самч нейкл. находятся ниже поверхности зячимая около 20% их поверхности и i e в(сп нишмают
SI
ел
О
нагрузки от давления газов, что требует увеличения длины шеек для уменьшения удельных нагрузок.
Увеличение длины шеэк и:едет : увеличению размеров и веса двигателя на 10- 15%, Повышение удельных нагрузок, если не удлинять шейки, приводит к усталостным разрушениям вкладышей. Кроме того, после обкатки галтелей биение коренных шеек доходит до 0,2 мм, что требует дополнительно операции шлифовки коренных шеек.
Цель изобретения - повышение качества обработки за счет увеличения усталостной прочности и точности формы обрабатываемого вала и сужение эксплуатационных удельных нагрузок на подшипники за счет сохранения площадей опорных поверхностей.
Поставленная цель достигается тем, что в способе упрочнения галтелей коленчатых валов поверхностным пластическим деформированием путем приложения усилий деформирования к галтелям коренных и шатунных шеек, согласно изобретению усилия деформирования прикладывают к галтелям на половине дуги окружности шатунных шеек со стороны противовесов, а коренных -со стороны шатунных шеек, затем измеряют биение каждой коренной шейки, опреде- ляют шейку, имеющую максимальное биение, выходящее за пределы допуска, и прикладывают дополнительное усилие деформирования к галтели коренной шейки, имеющей максимальное биение, на половине дуги ее окружности со стороны прилегающей шатунной шейки, в плоскости которой измерено максимальное биение.
При упрочнении по предлагаемому способу деформация односторонняя и направлена в сторону, противоположную деформации оси вала от упрочнения шатунных шеек. Биение вала уменьшается а две раза. При необходимости, если биение валз выше допустимого, в тех же зонах дывается дополнительная деформация к галтели, имеющей максимальное биение. Таким образом можно довести биение вала до требований чертежа, исключив необходимость дальнейшей шлифовки вала для устранения биения.
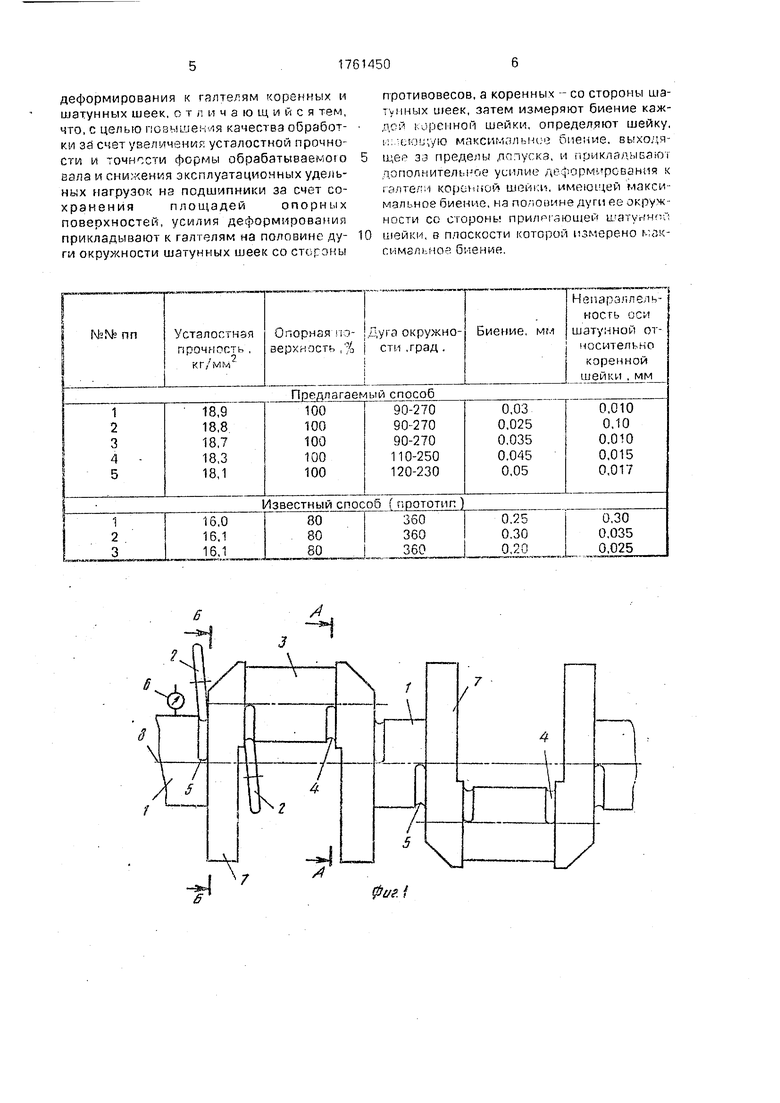
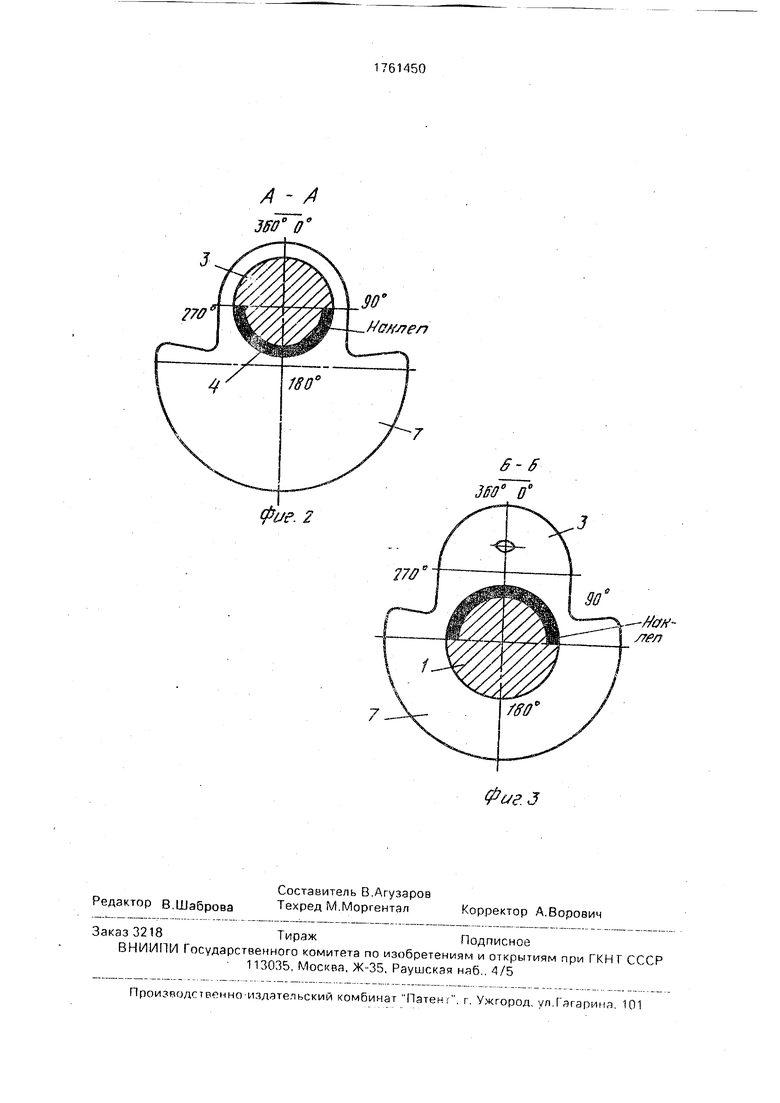
На фиг. 1 показан схематично общий вид коленчатого вала и зона приложения деформации к гаптели шатунной шейки по дуге 90 до 270°; на фиг. 2 - разрез А--А на фиг. 1 и зона приложения деформации к галтели шатунной шейки по дуге от 90 до 270°; на фиг. 3 - разрез Б-Б на фиг. 2 и зона приложения деформации к галтели коренной шейки по дуге от 270° до 90°,
На чертежах приняты следующие обозначения: 1 - коренные шейки коленчатого вала, 2 - ролики, 3 - шатунные шейки, 4 - зоны галтели шатунной шейки, 5 - зоны гал- телей коренных шеек, 6 - индикатор часового типа, 7 - противовесы, 8 - ось вала.
Способ осуществляется следующим образом.
Упрочнение галтелей коленчатого валз
двигателя ЯМЗ. выполненного из стали 50Г и прошлифованного до 2 ремонтного размера и имеющего биение 0,01 мм, осуществлялось на токарно-винторезном станке при частоте вращения 10 об/мин.
Галтели 4 и 5 обкатывались твердосплавным роликом 2 радиусом 6 мм на половине дуги окружности шатунных шезк 4 со стороны противовесов 7, а коренных 5 со стороны шатунных шеек. Обкатку производят одной галтели -одним роликом усилием 350-400 кгс на глубину 1--I.5 мм. Затем измеряют биение каждой коренной шейки с . помощью индикатора 6. Определяют шейку с максимальным биением. Это 3-я коренная
шейка в плоскости 2-ой шатунной шейки - биение составляет 0,09 мм. Это максимальное биение, выходящее за пределы допуска. Дополнительное усилие деформирования прикладывают к 3-ей коренной шейке на
половине дуги ее окружности со стороны прилегающей шатунной шейки 2, в плоско- ста которой измерено максимальное биение. Дополнительным усилием доводим
биение этой шейки до 0,03 мм с помощью показаний индикатора 6, который контролирует биение в процессе деформации.
Проводились сравнительные мспытй- ния упрочнения галтелей коленчатых валов
по предлагаемому и известному способам (прототипу). Результаты сведены s таблицу. Из таблицы видно, что усталостная прочность коленчатых валов, галтели которых упрочнены по предлагаемому способу,
увеличилась на 13%.
Опорная поверхность шеек больше на 20%, что снижает удельные -нагрузки /. уменьшает усталостные разрушения вкладышей.
Биение валов по предлагаемому способу на порядок меньше, чем по известному, исключается шлифовка.
Снижается непараллельность осей шатунных шеек относительно оси коренных з
5 2 разе, что уменьшает перекос поршнгт е цилиндре на 0,05-0,08 мм.
Формула и з о б р 8 т е н и я
Способ упрочнения галтелей коленчатых а зл аз поБЗрхност ным пластическим де- формир Звенмем путем приложения УСИЛИЙ
деформирования к галтелям коренных и шатунных шеек, отличающийся тем, что, с целью повышен, 1Я качегл вз обработки 3d счет увеличения усталостной прочности и точности формы обрабатываемо о вала и снихения эксплуатационных удельных нагрузок на подшипники за счет сохранения площадей опорных поверхностей, усилия деформирования прикладывают к гал гелям на половине дуги окружности шатунных шеек со стороны
0
противовесов, а коренных - со стороны ша- тунных шеек, затем измеряют биение каж- дс й (репной шейки, определяют шейку, I, и j;/io максимальнее биение, выходящее 3J пределы допуска, и прикладываю пополнительное усилие дг- орм рсвания к .o ner.i коренной шейки, имеющей макси мальное биение, на половине дуги ео окружности со стороны прилучающей u aTVrfH i, шейки, в плоскости которой измерено симзл) поэ биение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2004 |
|
RU2277596C1 |
| Способ упрочнения галтелей валов | 1988 |
|
SU1632746A1 |
| Способ упрочнения коленчатых валов | 1985 |
|
SU1258853A1 |
| Способ правки и упрочнения коленчатых валов | 1988 |
|
SU1606221A1 |
| СПОСОБ ПРАВКИ КОЛЕНЧАТЫХ ВАЛОВ | 1989 |
|
RU2007476C1 |
| Способ правки коленчатых валов | 1985 |
|
SU1289897A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ КОЛЕНЧАТОГО ВАЛА С ПРИМЕНЕНИЕМ ЗАКАЛКИ ТВЧ | 2005 |
|
RU2296169C1 |
| УСТРОЙСТВО для ЧИСТОВОЙ и УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ГАЛТЕЛЕЙ КОРЕННЫХ И ШАТУННЫХ ШЕЕК КОЛЕНЧАТЫХВАЛОВ | 1971 |
|
SU309799A1 |
| Способ обработки коленчатых валов | 1976 |
|
SU585224A1 |
| СПОСОБ УПРОЧНЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2019382C1 |
Использование, обработка металлов давлением, поверхностное упрочнение обрабатываемых поверхностей Сущность изобретения: при упрочнении галтелей коленчатых валов усилия деформирования прикладывают к ггл гелей коленчатых РЗЛОВ усилия деформирования прикладывают к галтелям на полозмне дуги окружности шэ- туннух шеек со стороны противовесов, а коренных - со стороны шатунных шеек. За- тэм измеряют биения каждой коренной шейки и определяют шейку, имеющую максимальное биение, выходящее за пределы попуска. Дополнительное усилие деформи- роззния прикллдыьаюг галтол.1 указанной выше коренной шейки, имеющей мэкси- .эльное биение, на половине дуги ее окружности со стороны прилегающей шатунной , в плоскости 1оюрои измерено мак- с мзльнсе биение. 3 ил., 1 габл.
0ff.1
Jff-ff ff
фие. 2
7
770
| Долецкий В.А , Бунгов В.Н и др | |||
| Увеличение ресурса машин технологическими методами.-М.: Машиностроение, 1978 | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
