Изобретение относится к обработке преимущественно толстостенных заготовок из волокнистых полимерных композиционных материалов с применением инструментальной оснастки, и может быть использовано для получения изделий, имеющих прямолинейные контуры, во всех отраслях народного хозяйства и является усовершенствованием способа отрезки по авт. св. Мг 1263398.
По основному авт. св. № 1263398 известен способ отрезки, преимущественно припуска на толстолистовых заготовках из слоисто-волокнистых композиционных материалов, включающий фиксацию заготовки в штампе путем приложения сжимающих усилий, направленных параллельно плоскости разделения, приложение дополнительныхусилий,направленных перпендикулярно указанным сжимающим усилиям, и последующее разделение. Зона припуска свободна от действия сжимающих усилий, а перед приложением дополнительных усилий припуск рассекают на несколько частей, при этом плоскости рассечения перпендикулярны плоскости разделения. Припуск рассекают на равные части. Дополнительные усилия прикладывают до момента потери устойчивости рассеченных частей припуска.
Известный способ обладает следующими недостатками: при рельефном крае припуска границы отдельных частей не лежат в одной горизонтальной плоскости и при значительной толщине обрабатываемого материала затруднено обеспечение осевого поджатия припуска со стороны свободного края по всей площади. При обработке заготовок, имеющих значительную толщину, внедрение отрезных ножей в глубь материала сопряжено с резким увеличением потребных усилий, что вызвано большим сопротивлением обрабатываемого материала на сжатие вдоль волокон.
Целью изобретения .является улучше - ние качества получаемых изделий и повы(Л
С
XJ СП
о ел о
СП
ю
шение экономичности за счет снижения энергозатрат при обработке заготовок, имеющих рельефный контур торца припуска.
Поставленная цель достигается тем, что в способе отрезки по авт. св. № 1263398, первоначально дополнительные усилия со стороны торца припуска прилагают к его периферийным частям по всей их торцовой поверхности в процессе их перерезания по всей толщине с последующим последовательным смещением к центральным частям по мере их прорезания. Перерезанные части припуска удаляют из зоны резания перемещением их в направлении, противоположном направлению приложения дополнительных усилий.
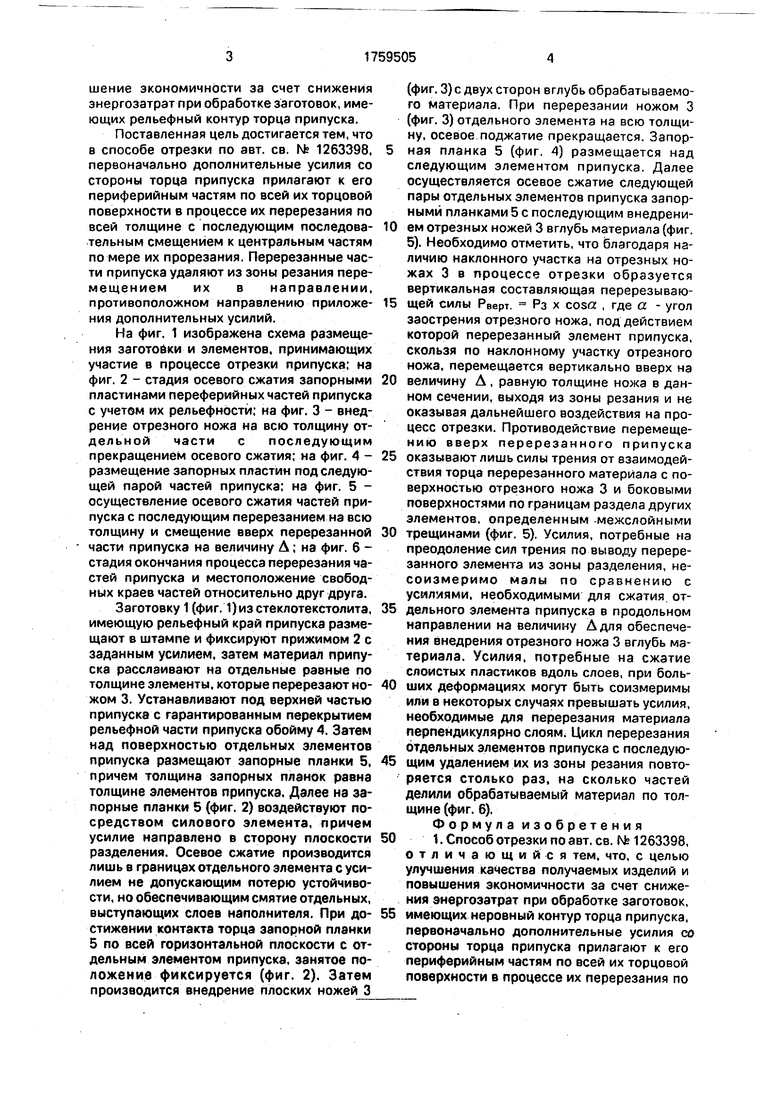
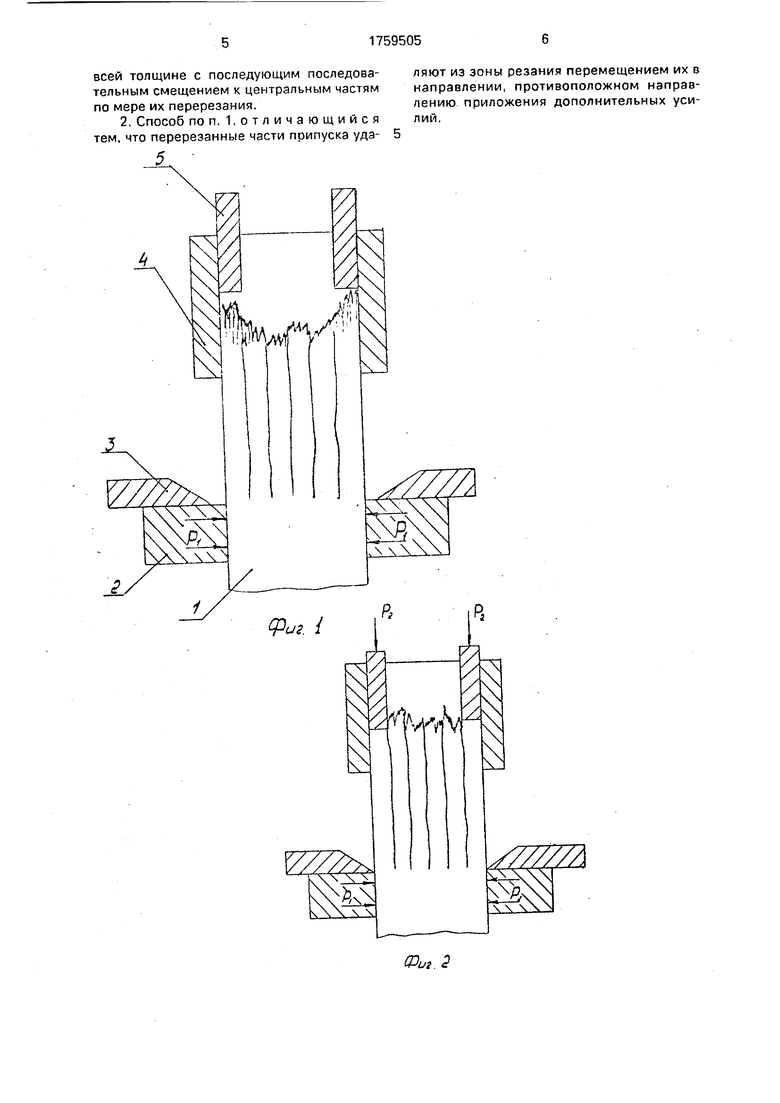
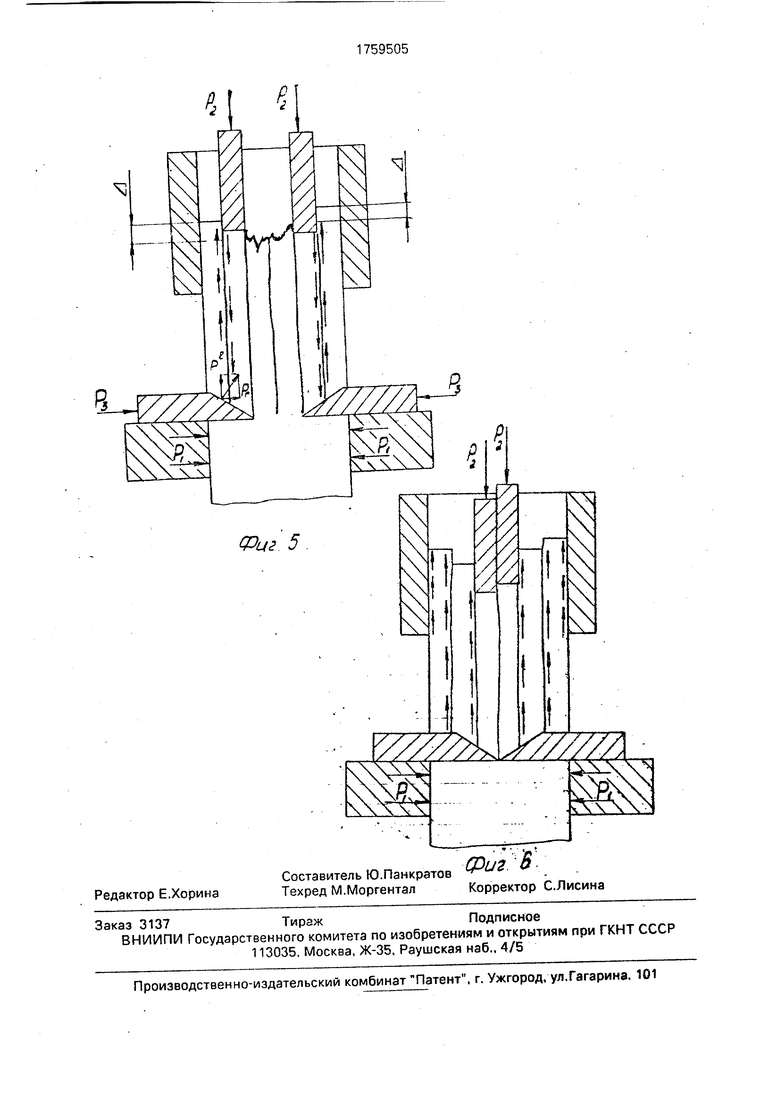
На фиг. 1 изображена схема размещения заготовки и элементов, принимающих участие в процессе отрезки припуска; на фиг. 2 - стадия осевого сжатия запорными пластинами переферийных частей припуска с учетом их рельефности; на фиг. 3 - внедрение отрезного ножа на всю толщину отдельной части с последующим прекращением осевого сжатия; на фиг. 4 - размещение запорных пластин под следующей парой частей припуска; на фиг. 5 - осуществление осевого сжатия частей припуска с последующим перерезанием на всю толщину и смещение вверх перерезанной части припуска на величину Д; на фиг. 6 - стадия окончания процесса перерезания частей припуска и местоположение свободных краев частей относительно друг друга.
Заготовку 1 (фиг. 1) из стеклотекстолита, имеющую рельефный край припуска размещают в штампе и фиксируют прижимом 2 с заданным усилием, затем материал припуска расслаивают на отдельные равные по толщине элементы, которые перерезают ножом 3. Устанавливают под верхней частью припуска с гарантированным перекрытием рельефной части припуска обойму 4. Затем над поверхностью отдельных элементов припуска размещают запорные планки 5, причем толщина запорных планок равна толщине элементов припуска. Далее на запорные планки 5 (фиг. 2) воздействуют посредством силового элемента, причем усилие направлено в сторону плоскости разделения. Осевое сжатие производится лишь в границах отдельного элемента с усилием не допускающим потерю устойчивости, но обеспечивающим смятие отдельных, выступающих слоев наполнителя. При достижении контакта торца запорной планки 5 по всей горизонтальной плоскости с отдельным элементом припуска, занятое положение фиксируется (фиг. 2). Затем производится внедрение плоских ножей 3
(фиг, 3) с двух сторон вглубь обрабатываемого материала. При перерезании ножом 3 (фиг. 3) отдельного элемента на всю толщину, осевое поджатие прекращается. Запорная планка 5 (фиг. 4) размещается над следующим элементом припуска. Далее осуществляется осевое сжатие следующей пары отдельных элементов припуска запорными планками 5 с последующим внедрением отрезных ножей 3 вглубь материала (фиг. 5). Необходимо отметить, что благодаря наличию наклонного участка на отрезных ножах 3 в процессе отрезки образуется вертикальная составляющая перерезывающей силы Рверт. Рз х coset , где а, - угол заострения отрезного ножа, под действием которой перерезанный элемент припуска, скользя по наклонному участку отрезного ножа, перемещается вертикально вверх на
величину Д , равную толщине ножа в данном сечении, выходя из зоны резания и не оказывая дальнейшего воздействия на процесс отрезки. Противодействие перемещению вверх перерезанного припуска
оказывают лишь силы трения от взаимодействия торца перерезанного материала с поверхностью отрезного ножа 3 и боковыми поверхностями по границам раздела других элементов, определенным -межслойными
трещинами (фиг. 5). Усилия, потребные на преодоление сил трения по выводу перерезанного элемента из зоны разделения, несоизмеримо малы по сравнению с усилиями, необходимыми для сжатия отдельного элемента припуска в продольном направлении на величину Ддля обеспечения внедрения отрезного ножа 3 вглубь материала. Усилия, потребные на сжатие слоистых пластиков вдоль слоев, при больших деформациях могут быть соизмеримы или в некоторых случаях превышать усилия, необходимые для перерезания материала перпендикулярно слоям. Цикл перерезания отдельных элементов припуска с последующим удалением их из зоны резания повторяется столько раз, на сколько частей делили обрабатываемый материал по толщине (фиг. 6).
Формула изобретения
1. Способ отрезки по авт. св. Ns 1263398, отличающийся тем, что, с целью улучшения качества получаемых изделий и повышения экономичности за счет снижения энергозатрат при обработке заготовок,
имеющих неровный контур торца припуска, первоначально дополнительные усилия со стороны торца припуска прилагают к его периферийным частям по всей их торцовой поверхности в процессе их перерезания по
всей толщине с последующим последовательным смещением к центральным частям по мере их перерезания.
2. Способ по п. 1,отличающийся тем, что перерезанные части припуска удаляют из зоны резания перемещением их в направлении, противоположном направлению приложения дополнительных усилий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отрезки припуска | 1986 |
|
SU1488186A1 |
| УСТРОЙСТВО ДЛЯ ОБРЕЗКИ ПРИПУСКА ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1992 |
|
RU2028934C1 |
| Способ обрезки припуска по контуру листовых заготовок | 1988 |
|
SU1669715A1 |
| Способ отрезки | 1986 |
|
SU1388147A2 |
| НОЖНИЦЫ КОМБИНИРОВАННЫЕ | 2005 |
|
RU2292994C2 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Устройство для срезания деревьев | 1977 |
|
SU670280A1 |
| РАЗДЕЛКИ РЫБЫ | 1969 |
|
SU254038A1 |
| Гранулятор для пастообразных материалов | 1982 |
|
SU1082477A1 |
| Правильно-отрезной автомат | 1985 |
|
SU1326379A1 |
Использование: обрезка припуска на толстолистовых деталях из слоисто-волокнистых композиционных материалов. Сущность изобретения: отделяемый припуск расслаивают на равные по толщине части, В пределах площади каждой части производят осевое сжатие, обеспечивая полноту контакта торца запорной пластины и свободного торца части припуска с дальнейшим перерезанием части припуска по всей толщине. Причем перерезанная часть припуска в дальнейшем освобождается от осевого воздействия и удаляется из зоны резания, не оказывая противодействия внедрению отрезных ножей вглубь обраба - тываемого материала. 1 з.п. ф-лы, 6 ил.
(Put 2
/
b-J7/ZZ/ ±
ХХд
N
Фиг J
Л
V
«и N
N
.
х
ЧЙС
7Я
VР
SN,
| Способ отрезки | 1985 |
|
SU1263398A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
