1
Изобретение относится к способам обработки давлением листовых материалов и может быть использовано при вырубке деталей из малопластичных материалов с толщиной материала более 5-6 мм.
Известен способ чистовой вырубки деталей из листовых материалов, при котором заготовку вырубают с припуском, а затем припуск обрезают и в процессе обрезки сжимают по толщине .
Недостатком известного способа является искр;5вление полосы, из которой вырубают детали.
По основному авт. св. № 206522 известен способ чистовой вырубки деталей из листовых материалов, заключающийся в том, что заготовку вырубают с припуском, после вырубки сжимают по периметру, а затем обрезают припуск .
Недостатком этого способа является образование шероховатой зоны скола при получении деталей из малопластичных материалов и толщине материала более 5-6 мм.
Целью изобретения является повыщение качества поверхности среза при получении деталей.
Эта цель достигается тем, что в процессе обрезки припуска его одновременно сжимают по толщине и периметру.
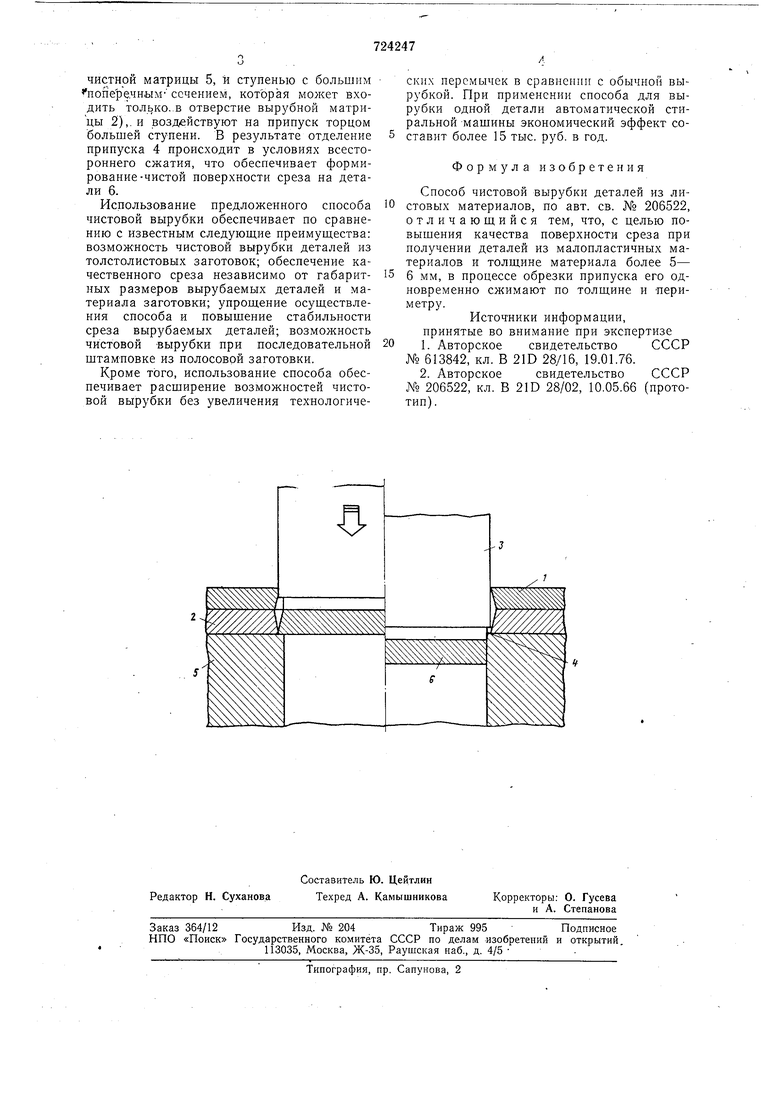
Предлагаемый способ иллюстрируется
2
чертежом (слева показана вырубленная заготовка с припуском в момент сжатия по периметру, справа - готовая деталь после отделения припуска и отделенный припуск в момент сжатия его по периметру и высоте).
Способ осуществляют следующим образом.
Обрабатываемый материал 1 укладывают на вырубную матрицу 2 и, воздействуя на него пуансоном 3, вырубают заготовку с припуском. Затем оставшийся припуск 4 сжимают по периметру. Для чего заготовку проталкивают пуансоном 3 через отверстие матрицы 2, выполненное в виде усеченного конуса, сужающегося в направлении рабочего перемещения пуансона 3. В тот момент, когда заготовка входит в соприкосновение с зачистной матрицей 5, установленной под вырубной матрицей 2, начинается процесс обрезки припуска. В то же время припуск при обрезке продолжают сжимать по периметру, для чего продолжают воздействовать на него конической поверхностью вырубной матрицы. Кроме того, в период осуществления обрезки припуска его сжимают по толщине, для чего пуансон 3 выполняют с Двумя ступенями (ступенью, с меньшим поперечным сечением, позволяющим вводить эту ступень в отверстие зачистной матрицы 5, и ступенью с большим попере.чным сечением, которая может входить только.-В отверстие вырубной матрицы 2),. и воздействуют на припуск торцом большей ступени. В результате отделение припуска 4 происходит в условиях всестороннего сжатия, что обеспечивает формирование-чистой поверхности среза на детали 6.
Исцользование предложенного способа чистовой вырубки обеспечивает по сравнению с известным следующие преимущества: возможность чистовой вырубки деталей из толстолистовых заготовок; обеспечение качественного среза независимо от габаритных размеров вырубаемых деталей и материала заготовки; упрощение осуществления способа и повышение стабильности среза вырубаемых деталей; возможность чистовой вырубки при последовательной штамповке из полосовой заготовки.
Кроме того, использование способа обеспечивает расширение возможностей чистовой вырубки без увеличения технологических перемычек в сравнении с ооычнон вырубкой. При применении способа для вырубки одной детали автоматической стиральной машины экономический эффект составит более 15 тыс. руб. в год.
Формула изобретения
Способ чистовой вырубки деталей из листовых материалов, по авт. св. № 206522, отличающийся тем, что, с целью повышения качества поверхности среза ири получении деталей из малопластичных материалов и толщине материала более 5- 6 мм, в процессе обрезки припуска его одновременно сжимают по толщине и периметру.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 613842, кл. В 21D 28/16, 19.01.76.
2. Авторское свидетельство СССР № 206522, кл. В 21D 28/02, 10.05.66 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХМАТЕРИАЛОВ | 1968 |
|
SU206522A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ | 2000 |
|
RU2179902C2 |
| Штамп для вырубки и зачистки | 1979 |
|
SU902922A1 |
| Устройство для чистовой вырубки и зачистки деталей | 1978 |
|
SU749499A1 |
| Способ штамповки пластин из листовых заготовок | 1991 |
|
SU1797509A3 |
| Способ чистовой вырубки деталей | 1981 |
|
SU1018756A1 |
| Штамп для чистки вырубки и зачистки | 1976 |
|
SU597470A1 |
| Способ вырубки деталей из листовых многослойных материалов с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2686440C1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| Штамп для чистовой вырубки | 1978 |
|
SU831271A1 |
