ческими параметрами спирали 2. Блоки 9 инструментов с ползунами 13 закреплены- на наружной стороне цепного конвейера 12. На внутренней его стороне имеются выступы 20, взаимодействующие с приводными дополнительными винтовыми шнеками 19, выполненными с постоянными геометрическими параметрами спирали Планшайбы 15 и 16 от привода 22 поворачиваются относительно рабочего винтового шнека 1. При этом, обкатываясь по зубчатому колесу 26, зубчатое колесо 25 передает движение через колеса 24 и 23 дополнительным винтовым шнекам 19. Цепной транспортер 12 от взаимодействия шнеков 19 с выступами 20 перемещается. Ползуны 13, взаимодействуя со спиралью 2 рабочего винтового шнека 1 перемещаются, обеспечивая выполнение операций над заготовками. Выполнение транспортных и технологических операций от раздельных механизмов снижает контактные нагрузки между трущимися элементами и повышает надежность и точность изделий. 2 ил.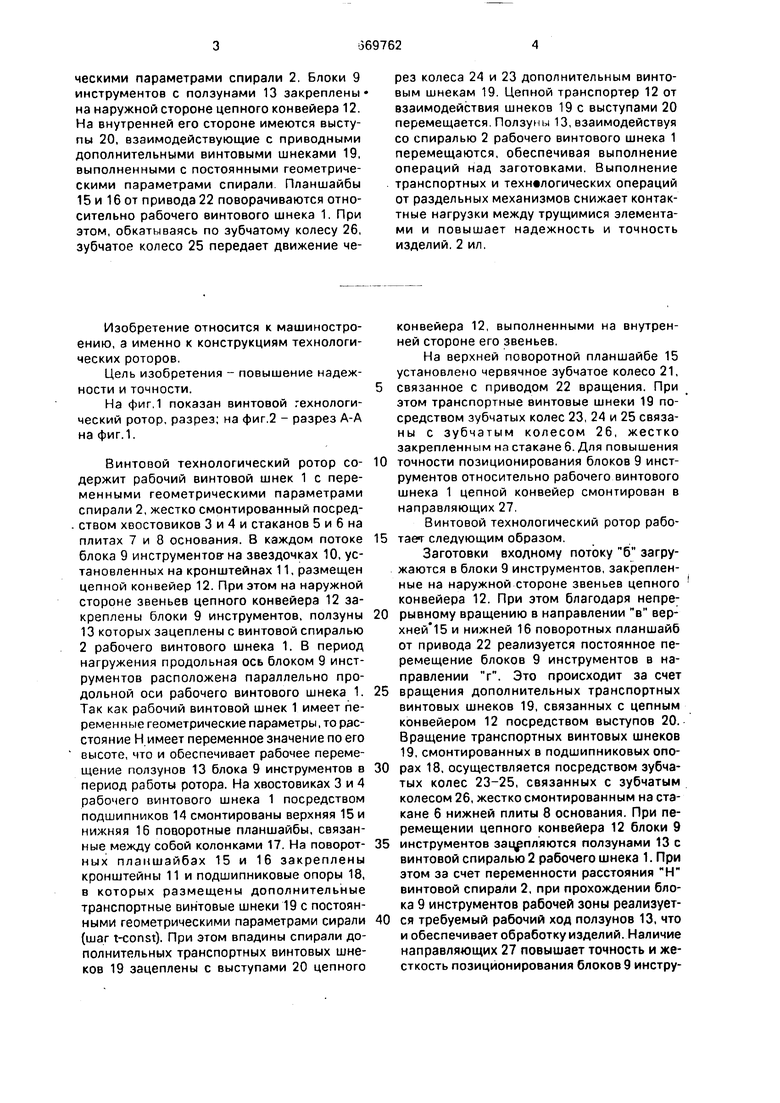
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточно-винтовой технологический модуль | 1989 |
|
SU1801777A1 |
| Поточно-винтовой обрабатывающий центр | 1990 |
|
SU1752575A1 |
| Способ обработки изделий на технологическом роторе роторных машин и устройство для его осуществления | 1988 |
|
SU1581598A1 |
| Устройство для поточно-винтовой обработки зубчатых изделий | 1989 |
|
SU1757794A1 |
| Способ обработки изделий на технологическом роторе роторных машин | 1990 |
|
SU1801779A1 |
| Способ обработки изделий на роторной машине и роторная машина | 1989 |
|
SU1816704A1 |
| Профиленастраиваемое устройство с однокоординатным числовым программным управлением для обработки матриц пресс-форм | 1974 |
|
SU557882A1 |
| Машина для приготовления и укладки бетонной смеси | 1985 |
|
SU1315334A1 |
| Поточно-спиральный технологический модуль | 1991 |
|
SU1802762A3 |
| Роторно-конвейерная машина | 1981 |
|
SU1016208A1 |
Изобретение относится к машиностроению, а именно к конструкциям технологических роторов. Цель изобретения - повышение надежности и точности. Винтовой технологический ротор содержит закрепленный на основании рабочий винтовой шнек 1 с переменными геометрическими параметрами спирали 2. Блоки 9 инструментов с ползунами 13 закреплены на наружной стороне цепного конвейера 12. На внутренней его стороне имеются выступы 20, взаимодействующие с приводными дополнительными винтовыми шнеками 19, выполненными с постоянными геометрическими параметрами спирали. Планшайбы 15 и 16 от привода 22 поворачиваются относительно рабочего винтового шнека 1. При этом, обкатываясь по зубчатому колесу 26, зубчатое колесо 25 передает движение через колеса 24 и 23 дополнительным винтовым шнеком 19. Цепной транспортер 12 от взаимодействия шнеков 19 с выступами 20 перемещается. Ползуны 13, взаимодействуя со спиралью 2 рабочего винтового шнека 1, перемещаются, обеспечивая выполнение операций над заготовками. Выполнение транспортных и технологических операций от раздельных механизмов снижает контактные нагрузки между трущимися элементами и повышает надежность и точность изделий. 2 ил.
Изобретение относится к машиностроению, а именно к конструкциям технологических роторов.
Цель изобретения - повышение надежности и точности.
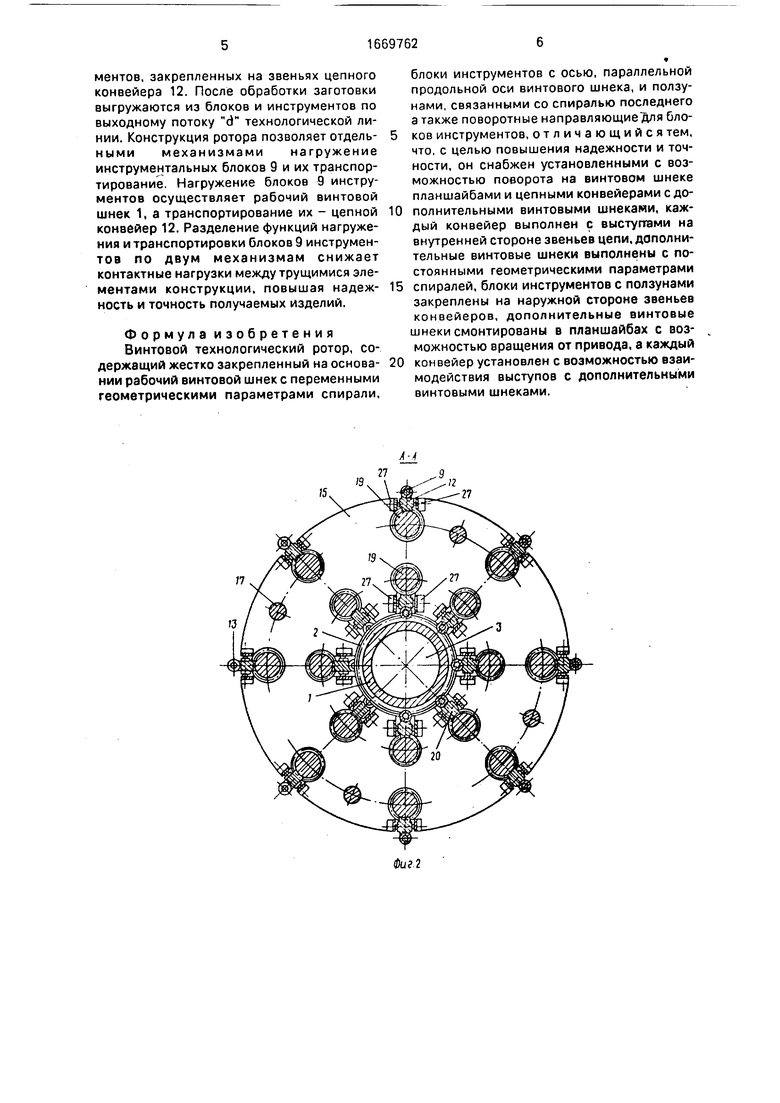
На фиг.1 показан винтовой технологический ротор, разрез; на фиг.2 - разрез А-А на фиг.1.
Винтовой технологический ротор содержит рабочий винтовой шнек 1 с переменными геометрическими параметрами спирали 2, жестко смонтированный посредством хвостовиков 3 и 4 и стаканов 5 и 6 на плитах 7 и 8 основания. В каждом потоке блока 9 инструментов- на звездочках 10, установленных на кронштейнах 11, размещен цепной конвейер 12. При этом на наружной стороне звеньев цепного конвейера 12 закреплены блоки 9 инструментов, ползуны 13 которых зацеплены с винтовой спиралью 2 рабочего винтового шнека 1. В период нагружения продольная ось блоком 9 инструментов расположена параллельно продольной оси рабочего винтового шнека 1. Так как рабочий винтовой шнек 1 имеет переменные геометрические параметры, то расстояние Н имеет переменное значение по его высоте, что и обеспечивает рабочее перемещение ползунов 13 блока 9 инструментов в период работы ротора. На хвостовиках 3 и 4 рабочего винтового шнека 1 посредством подшипников 14 смонтированы верхняя 15 и нижняя 16 поворотные планшайбы, связанные между собой колонками 17. На поворотных планшайбах 15 и 16 закреплены кронштейны 11 и подшипниковые опоры 18, в которых размещены дополнительные транспортные винтовые шнеки 19 с постоянными геометрическими параметрами сирали (шаг t-const). При этом впадины спирали дополнительных транспортных винтовых шнеков 19 зацеплены с выступами 20 цепного
конвейера 12, выполненными на внутренней стороне его звеньев.
На верхней поворотной планшайбе 15 установлено червячное зубчатое колесо 21,
связанное с приводом 22 вращения. При этом транспортные винтовые шнеки 19 посредством зубчатых колес 23, 24 и 25 связа- ны с зубчатым колесом 26, жестко закрепленным на стакане 6. Для повышения
точности позиционирования блоков 9 инструментов относительно рабочего винтового шнека 1 цепной конвейер смонтирован в направляющих 27.
Винтовой технологический ротор работает следующим образом.
Заготовки входному потоку б загружаются в блоки 9 инструментов, закрепленные на наружной стороне звеньев цепного конвейера 12. При этом благодаря непрерывному вращению в направлении в вер- и нижней 16 поворотных планшайб от привода 22 реализуется постоянное перемещение блоков 9 инструментов в направлении г. Это происходит за счет
вращения дополнительных транспортных винтовых шнеков 19, связанных с цепным конвейером 12 посредством выступов 20. Вращение транспортных винтовых шнеков 19, смонтированных в подшипниковых опоpax 18, осуществляется посредством зубчатых колес 23-25, связанных с зубчатым колесом 26, жестко смонтированным на стакане 6 нижней плиты 8 основания. При перемещении цепного конвейера 12 блоки 9
инструментов зацепляются ползунами 13с винтовой спиралью 2 рабочего шнека 1. При этом за счет переменности расстояния Н винтовой спирали 2, при прохождении блока 9 инструментов рабочей зоны реализуется требуемый рабочий ход ползунов 13, что и обеспечивает обработку изделий. Наличие направляющих 27 повышает точность и жесткость позиционирования блоков 9 инструментов, закрепленных на звеньях цепного конвейера 12. После обработки заготовки выгружаются из блоков и инструментов по выходному потоку d технологической линии. Конструкция ротора позволяет отдель- ными механизмами нагружение инструментальных блоков 9 и их транспортирование. Нагружение блоков 9 инструментов осуществляет рабочий винтовой шнек 1, а транспортирование их - цепной конвейер 12. Разделение функций нагруже- ния и транспортировки блоков 9 инструментов по двум механизмам снижает контактные нагрузки между трущимися элементами конструкции, повышая надежность и точность получаемых изделий.
Формула изобретения Винтовой технологический ротор, содержащий жестко закрепленный на основании рабочий винтовой шнек с переменными геометрическими параметрами спирали.
/5
/7
О
блоки инструментов с осью, параллельной продольной оси винтового шнека, и ползунами, связанными со спиралью последнего а также поворотные направляющие для блоков инструментов, отличающийся тем, что, с целью повышения надежности и точности, он снабжен установленными с возможностью поворота на винтовом шнеке планшайбами и цепными конвейерами с дополнительными винтовыми шнеками, каждый конвейер выполнен с выступами на внутренней стороне звеньев цепи, дополнительные винтовые шнеки выполнены с постоянными геометрическими параметрами
спиралей, блоки инструментов с ползунами закреплены на наружной стороне звеньев конвейеров, дополнительные винтовые шнеки смонтированы в планшайбах с возможностью вращения от привода, а каждый
конвейер установлен с возможностью взаимодействия выступов с дополнительными винтовыми шнеками.
| Способ обработки изделий на технологическом роторе роторных машин и устройство для его осуществления | 1988 |
|
SU1581598A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| / Е f | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| к Mw zzza vJ / J по | |||
