Изобретение относится к теплотехнике, а именно к способам изготовления теплообменников.
Цель изобретения - повышение тепло- передающей способности теплообменника.
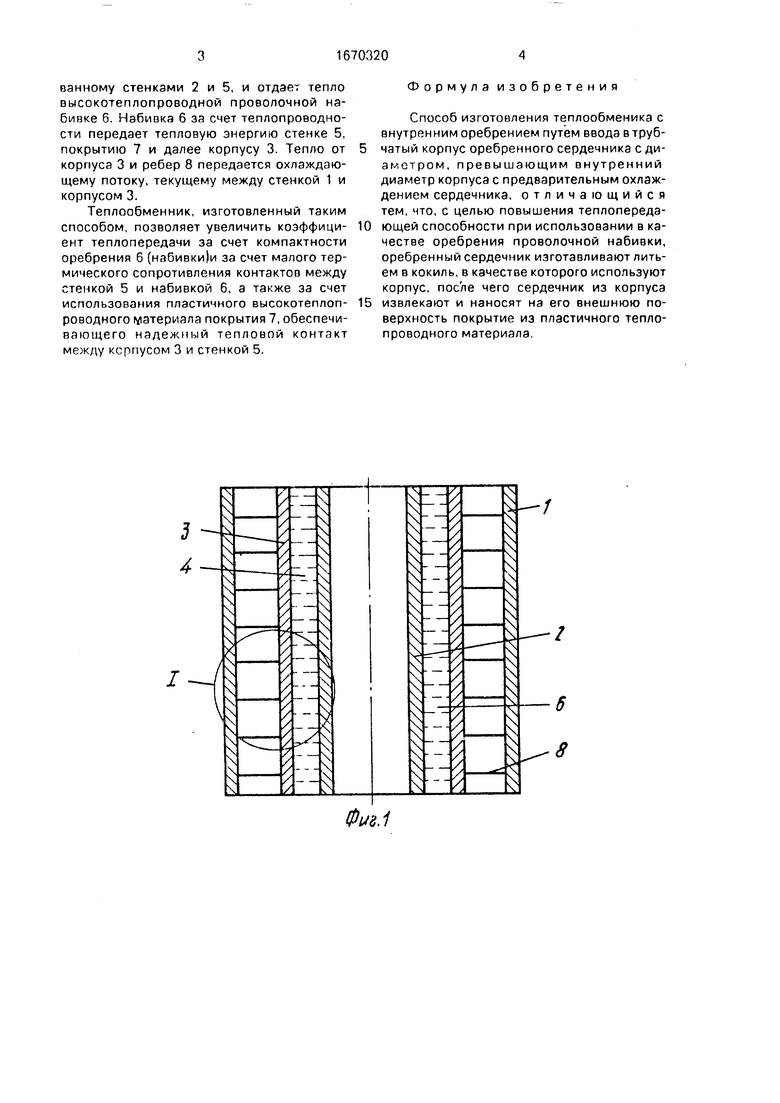
На фиг.1 изображен предлагаемый теплообменник; на фиг.2 - узел I на фиг.1.
Теплообменник содержит кожух с кольцевым поперечным сечением, образованный концентрично расположенными стенками 1, 2, установленные в нем корпус 3 и сребренный сердечник 4, содержащий стенку 5 с оребрением 6 в виде проволочной набивки. При этом на внешнюю поверхность стенки 5 нанесено покрытие 7 из пластичного теп/юпроводного материала, а трубчатый корпус 3 снабжен внешним оребрением 8.
Предлагаемый способ осуществляют следующим образом. В корпус 3 устанавливают набивку 6, закрывают торцы корпуса 3 и закрепляют его на горизонтальной центробежной литейной машины. Формирование стенки 5 из припоя типа ПОС-40 и
одновременно пайку к ней набивки 6 осуществляют центробежным литьем, используя трубчатый корпус 3 в качестве кокиля В качестве флюса, обеспечивающего смачивание набивки 6 припоем, можно использовать смесь глицерина и диэтиламина. Корпус 3 изготавливают из материала, не смачиваемого припоем, например нержавеющей стали марки 12Х10Н9Т. После того, как стенка 5 (припой) сформирована, сердечник 4 извлекают из корпуса 3. Затем на внешнюю поверхность стенки 5 наносят покрытие 7 из пластичного теплопроводного материала, охлаждают сердечник 4 до криогенной температуры (90К) и устанавливают на прежнее место в трубчатый корпус 3. После того как сердечник 4 отогревается до комнатной температуры, обеспечивается надежный тепловой контакт между корпусом 3 и сердечником 4.
Работа теплообменника, изготовленного предлагаемым способом, осуществляется следующим способом. Охлаждаемый поток проходит по внутреннему каналу, образоЈ
О vj О СО ГО
о
ванному стенками 2 и 5, и отдает тепло высокотеплопроводной проволочной набивке 6. Набивка 6 за счет теплопроводности передает тепловую энергию стенке 5, покрытию 7 и далее корпусу 3. Тепло от корпуса 3 и ребер 8 передается охлаждающему потоку, текущему между стенкой 1 и корпусом 3.
Теплообменник, изготовленный таким способом, позволяет увеличить коэффициент теплопередачи за счет компактности оребрения 6 (набивки)и за счет малого термического сопротивления контактов между стенкой 5 и набивкой 6, а также за счет использования пластичного высокотеплопроводного материала покрытия 7, обеспечи- вающего надежный тепловой контакт между корпусом 3 и стенкой 5.
5
Формула изобретения
Способ изготовления теплообменика с внутренним оребрением путем ввода в трубчатый корпус оребренного сердечника с диаметром, превышающим внутренний диаметр корпуса с предварительным охлаждением сердечника, отличающийся тем, что, с целью повышения теплопереда- ющей способности при использовании в качестве оребрения проволочной набивки, сребренный сердечник изготавливают литьем в кокиль, в качестве которого используют корпус, после чего сердечник из корпуса извлекают и наносят на его внешнюю поверхность покрытие из пластичного теплопроводного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубчатый спиральный теплообменник | 1982 |
|
SU1079993A1 |
| Матричный теплообменник | 1984 |
|
SU1208456A1 |
| Способ изготовления матричного теплообменника с цилиндрическими внутренней и наружной стенками и проволочной набивкой | 1987 |
|
SU1555613A1 |
| Трубчатый спиральный теплообменник | 1989 |
|
SU1726954A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ СЕКЦИИ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА И ТЕПЛООБМЕННАЯ СЕКЦИЯ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА | 2004 |
|
RU2266491C1 |
| Матричный теплообменник | 1985 |
|
SU1307206A1 |
| Микрохолодильник | 1976 |
|
SU658368A2 |
| Силовой полупроводниковый блок с принудительным испарительным охлаждением | 1991 |
|
SU1824682A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА | 2004 |
|
RU2266493C1 |
| МАТРИЧНЫЙ ТЕПЛООБМЕННИК | 1992 |
|
RU2067274C1 |

Изобретение относится к теплотехнике, а именно к способам изготовления теплообменников. Цель изобретения - повышение теплопередающей способности теплообменника. В корпус 3 с оребрением 8 устанавливают набивку 6, закрывают торцы этого корпуса и на горизонтальной центробежной литейной машине формируют стенку 5 из припоя типа ПОС-40. Затем извлекают стенку 5 из корпуса 3 и наносят на ее внешнюю поверхность покрытие 7 из пластичного теплопроводного материала. Полученную конструкцию охлаждают до криогенных температур и устанавливают ее на прежнее место в корпус 3. Корпус 3 и стенка 5 при этом образуют через покрытие соединение с натягом с хорошим тепловым контактом. 2 ил.
3 4
Фм.1
| Способ изготовления теплообменной трубы с внутренним оребрением | 1985 |
|
SU1250827A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
