Изобретение относится к машиностроению, а именно к средствам контроля резьб.
Цель изобретения - упрощение конструкции и точности путем обеспечения возможности снижения чувствительности устройства к ускорениям суппорта.
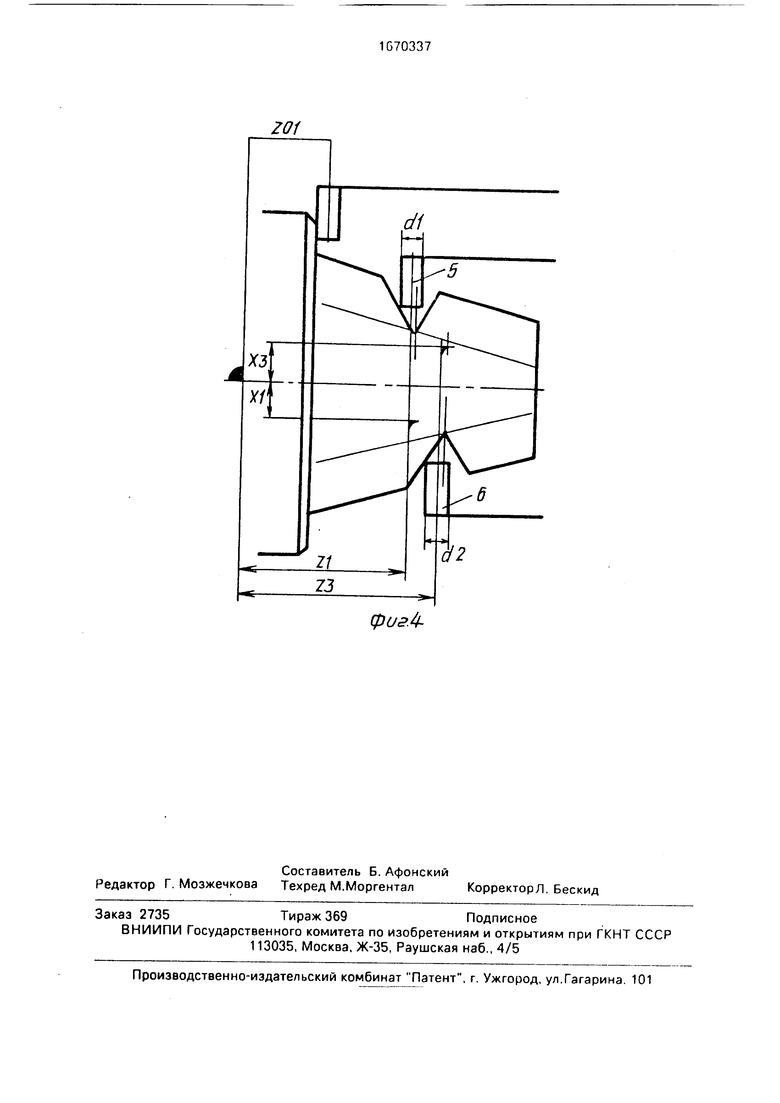
На фиг.1 схематично изображено г предлагаемое устройство; на фиг.2 схематично показаны промежуточный и контактный рычаги; на фиг.З - измерительный рычаг и измерительный наконечник для измерения внутренних резьб; на фиг,4 - схема взаимодействия измерительных наконечников с базовым торцом и профилем резьбы.
Устройство для измерения размеров резьб содержит основание 1, промежуточный рычаг 2, шарнирно соединенный с основанием 1, два измерительных рычага 3 и 4, шарнирно соединенных с промежуточным рычагом 2, два измерительных наконечника 5 и 6, установленных каждый в соответствующем измерительном рычаге, контактный рычаг 7, шарнирно соединенный с основанием 1, и два вспомогательных рычага 8 и 9, шарнирно соединенных с основанием и взаимодействующих с контактными элементами 10 и Постановленными на свободных плечах 12 и 13 измерительных
( VI
О 00 СО VI
рычагов 3 и 4. Вспомогательные рычаги 8 и 9 несут каждый по две изолированных полупризмы соответственно 14-15 и 16-17, взаимодействующие с контактными элементами соответственно 10 и 11. Измерительный рычаг 3 совместно с основанием 1, промежуточным 2 и вспомогательным 8 рычагами образуют первый параллелограм, а измерительный рычаг 4 совместно с основанием 1, промежуточным 2 и вспомогательным 9 рычагами - второй параллелограмм. Контактный рычаг 7 взаимодействует с промежуточным двумя электроконтактными парами 18-19 и 20-21. Четные контакты, являющиеся ответными контактами, размещены на промежуточном рычаге 2, нечетные - на контактном рычаге 7. Усилие взаимодействия промежуточного 2 и контактного 7 рычагов обеспечивается пружинами 22 и 23, а между измерительными 3 и 4 и вспомогательными рычагами 8 и 9 - пружинами 24 и 25.
Контактные элементы 10 и 11, полупризмы 14-15, 16-17 и пружины 24-25 образуют два разъемных шарнира.
Для измерения внутренних резьб измерительный рычаг 3 снимают, а в измерительный рычаг 4 устанавливают двухсторонний измерительный наконечник 26.
Измерительные наконечники могут иметь различную форму: цилиндрические, как это изображено на фигурах, сферическую либо коническую. Форма выполнения измерительного наконечника не отражается на работе устройства, но требует различных расчетных формул для определения величины среднего диаметра. Ниже приведены формулы только для цилиндрических измерительных наконечников.
Для выполнения измерительных операций необходим станок с ЧПУ, имеющий процессор для выполнения математических операций и язык пользователя, позволяющий программировать необходимые процедуры (например, МС 2101.05), координатные оси должны быть оснащены датчиками перемещений, а шпиндель - датчиком углового положения.
Для измерения размеров резьб устройство устанавливают на суппорт токарного станка и перемещают его совместно с суппортом для выполнения технологических операций.
Устройство работает следующим образом.
После выполнения операции нарезания резьбы шпиндель станка останавливают в заданном угловом положении и запрограммированными движениями суппорта надвигают устройство для измерения резьб на
деталь вдоль координаты Z Продолжая это. движение на допустимой скорости измерения, касаются измерительным наконечником 5 базового торца и по координатной
системе станка отмечают координату Z 01 суппорта, соответствующую моменту касания (реализуют функцию G31). При взаимодействии измерительного наконечника 5 с препятствием измерительный рычаг 3 пере0 мещается поступательно, а рычаги 2 и 8 образуют шарнирный параллелограмм. Электрический контакт в группе 14-10-15 не нарушается, а взаимодействие контактов 18-19 вызывает поворот контактного рыча5 га 7 и размыкание контактов 20-21. Затем, отойдя от базового торца на некоторое расстояние и сместившись по координате X на требуемую величину, касаются базового торца вторым измерительным наконечни0 ком 6 и также отмечают координату Z 02 касания. Если торец контролируемой детали перпендикулярен оси Z, а измерительные наконечники 5 и 6 устройства установлены на одной прямой, перпендикулярной этой
5 оси, результаты этих двух измерений одинаковы, при наличии отклонений зафиксированы различные координаты. Если разность двух результатов измерения меньше заданной величины, то оба результата запомина0 ют, а ошибку снижают усреднением результатов. Если же разность координат превышает установленную величину, то подается сигнал тревоги и процесс измерения прекращается.
5Затем измерительные наконечники 5 и
6 отводят от торца и запрограммированными движениями суппорта вводят в впадину резьбы приблизительно по линии среднего диаметра. Если при радиальном вводе изме0 рительного наконечника 5 (движении по оси X) происходит касание со стороной профиля резьбы, то движение будет прекращено (реализация G31) и зафиксированы координаты точки касания. Наличие двух электроконтактных пар 18-19 и 20-21 позволяет определить сторону профиля резь- 5 бы, по которой произошло касание, и внести поправку на координату Z. Если касание происходит с левой стороной профиля резьбы (см.фиг,4), то размыкается электроконтактная пара 20-21, если же происходит
0 касание по правой стороне профиля, то размыкается контактная пара 18-19. (Для измерительного наконечника 6 назначения контактных пар противоположны).
После введения поправки на координа- 5 ту Z радиальный ввод измерительных наконечников 5 и 6 продолжается до достижения линии среднего диаметра (или любой другой линии, на которой целесообразно выполнять измерения), после чего суппорту задают перемещения вдоль координаты Z, обеспечивающие поочередное касание измерительного наконечника 5 со сторонами впадины. При каждом касании отмечают пары координат, соответствующих положению суппорта Xi; Zi; Х2; Z2.
Затем выполняют те же переходы вторым измерительным наконечником б, отмечая при этом пары координат Хз; 2з; X-s; Z4.
На основании полученных данных, используя также результаты аттестации измерительных наконечников 5 и 6 A, di и d2. вычисляют средний диаметр резьбы на заданном расстоянии I от базового торца по формуле
..
Z.-ZeV,-/ .(2t.L-l|«,.Z()i.
02
di+d2 XrXg -Xj-x/, 22W i
где А - расстояние между расчетными сечениями измерительных наконечников (для цилиндрических наконечников - торцами);
di и d2 диаметры измерительных наконечников;
ZOL Zo2 координаты точек касания измерительных наконечников с базовым торцом;
Xi,X2,X3,X4,Zi,Z2,Z3,Z4 - координаты касания измерительных наконечников со сторонами впадин резьбы;
S - номинальное значение шага резьбы;
К - номинальное значение конусности.
Формула приведена для значения половины угла профиля а/2 30° ,sin а/2 1/2; cos а/2 V «
Результаты измерения используют для управления металлорежущим станком (для коррекции глубины окончательного прохода подрезки базового торца и внесения под- наладок в положение резьбового и подрезного резцов).
Если в процессе выполнения измерительной операции происходит касание измерительного наконечника 5 либо 6 с вершиной профиля резьбы либо с двумя сто- 5 ронами профиля одновременно, то измерительный рычаг 3 (либо 4) совершает кзчательное движение и прерывается контакт между контактным элементом 10 и одной из полупризм 14 либо 15. Такое
0 нарушение контакта также вызывает прерывание кадра (G31) и, кроме того, падает сигнал тревоги.
Устройство позволяет выполнять измерения на различных расстояниях от базово5 го торца и вычислять при этом погрешность шага и конусности резьбы.
Формула изобретения 1. Устройство для измерения размеров резьб, содержащее основание, измеритель0 ные рычаги с измерительными наконечниками, подвеску измерительных рычагов и средство регистрации знака их отклонения, выполненное в виде подпружиненного контактного рычага с двумя электроконтактами и
5 ответных электроконтактов, отличающееся тем, что, с целью упрощения конструкции и повышения точности, подвеска измерительных рычагов выполнена в виде промежуточного рычага и двух вспомога0 тельных рычагов, соединенных так, что между каждым из измерительных рычагов, основанием, промежуточным рычагом и соответствующим вспомогательным образован шарнирный параллелограмм, ответные
5 электроконтакты размещены на промежуточном рычаге, а контактный рычаг установлен с возможностью взаимодействия с промежуточным рычагом.
2. Устройство поп.1,отличающее0 с я тем, что шарниры, соединяющие каждый из измерительных рычагов с соответствующим вспомогательным, выполнены разьем- ными в виде цилиндрического контактного элемента, установленного на свободном
5 плече измерительного рычага, и двух контактных полупризм, размещенных на вспомогательном рычаге, подпружиненном к измерительному рычагу.
19 122k 10X
/4 15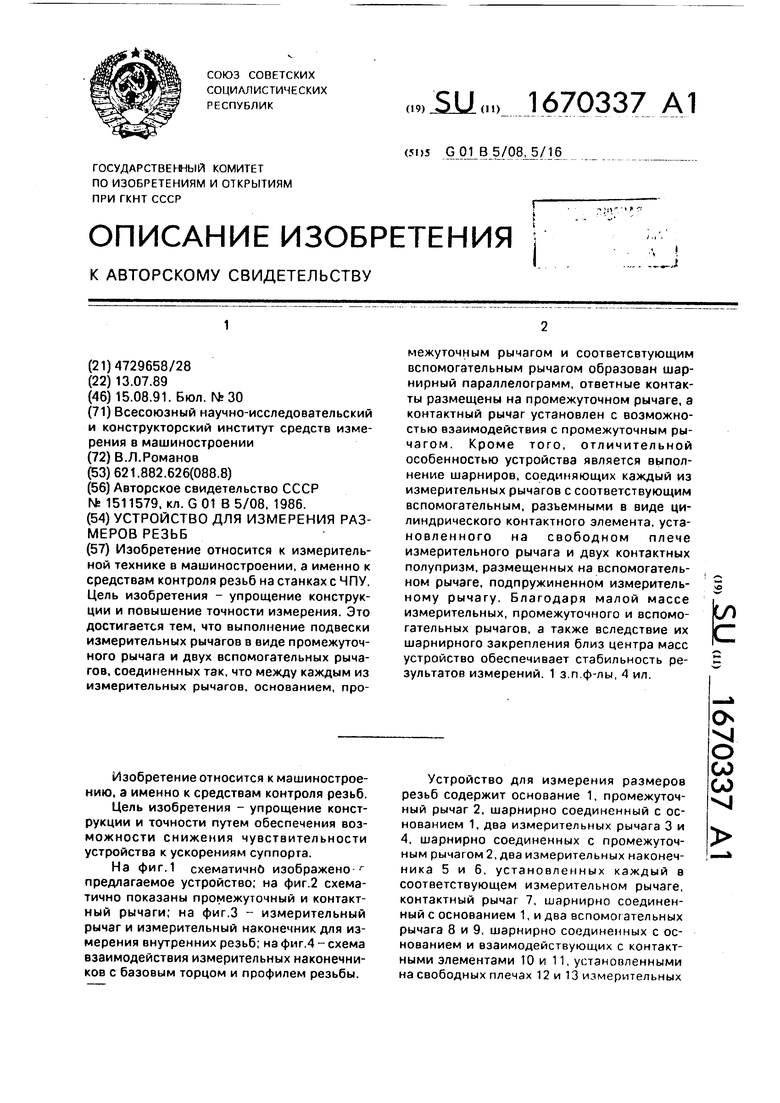
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения размеров резьбы | 1987 |
|
SU1511579A1 |
| УСТАНОВКА ОБРАБОТКИ МЕРНЫХ БРЕВЕН ДЛЯ ПОЛУЧЕНИЯ ЧУРАКОВ МАКСИМАЛЬНОГО ОБЪЕМА, СПОСОБ ИХ ОБРАБОТКИ, ВКЛЮЧАЯ СПОСОБ ЦЕНТРИРОВАНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2368493C1 |
| Устройство для измерения взаимного положения диаметра конической резьбы | 1980 |
|
SU1085518A3 |
| Измерительная головка | 1989 |
|
SU1730527A1 |
| Измеритель положения режущей кромки инструмента | 1974 |
|
SU623708A1 |
| Устройство для измерения линейных размеров | 1991 |
|
SU1827522A1 |
| Устройство для контроля точности позиционирования узлов станка | 1988 |
|
SU1597514A1 |
| Система автоматического управления размерной настройкой токарных станков с ЧПУ | 1981 |
|
SU1144775A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОЛОЖЕНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА НА СТАНКЕ С ЧПУ | 1989 |
|
RU2011477C1 |
| СПОСОБ КОНТРОЛЯ ОПТИЧЕСКОГО ВЗАИМОДЕЙСТВИЯ С ОБЪЕКТОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2188389C2 |
Изобретение относится к измерительной технике в машиностроении, а именно к средствам контроля резьб на станках с ЧПУ. Цель изобретения - упрощение конструкции и повышение точности измерения. Это достигается тем, что выполнение подвески измерительных рычагов в виде промежуточного рычага и двух вспомогательных рычагов, соединенных так, что между каждым из измерительных рычагов, основанием, промежуточным рычагом и соответствующим вспомогательным рычагом образован шарнирный параллелограмм, ответные контакты размещены на промежуточном рычаге, а контактный рычаг установлен с возможностью взаимодействия с промежуточным рычагом. Кроме того, отличительной особенностью устройства является выполнение шарниров, соединяющих каждый из измерительных рычагов с соответствующим вспомогательным, разъемными в виде цилиндрического контактного элемента, установленного на свободном плече измерительного рычага и двух контактных полупризм, размещенных на вспомогательном рычаге, подпружиненном к измерительному рычагу. Благодаря малой массе измерительных, промежуточного и вспомогательных рычагов, а также вследствие их шарнирного закрепления близ центра масс устройство обеспечивает стабильность результатов измерений. 1 з.п.ф-лы, 4 ил.
5л
(риг. 2
16
17
фиг1
25 11
Ъ/262АфигЗ
фиг.Ь
| Устройство для измерения размеров резьбы | 1987 |
|
SU1511579A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
