Изобретение относится к электротехнической промышленности и может быть использовано при производстве электрических аккумуляторов.
Целью изобретения является улучшение сцепления сепаратора с электродом и повышение производительности.
Поставленная цель достигается тем, что способ сепарирования электрода химического источника тока, включающем нанесение шнуровой сепарации из полимерного материала на поверхность электрода путем нагрева шнура и последующего прикатывания его, нагрев шнура сепаратора осуществляют со стороны, обращенной к электроду, причем отношение скорости прикатки к скорости распространения фронта плавления материала сепаратора берут равным (40-140)L, где L коэффициент, учитывающий длину участка нагрева и численно равный длине этого участка, отнесенной к единице длины нагрева, за единицу длины принимается поперечный размер шнура сепаратора, а скорость распространения фронта плавления материала определяют из выражения:
T(x,t) Tн+ (To-Tн)erf
 , где Ти температура нагрева инструмента;
, где Ти температура нагрева инструмента;
То начальная температура полимера;
Т(х,t) температура полимера в точке х через промежуток времени t;
a коэффициент температуропроводности полимера.
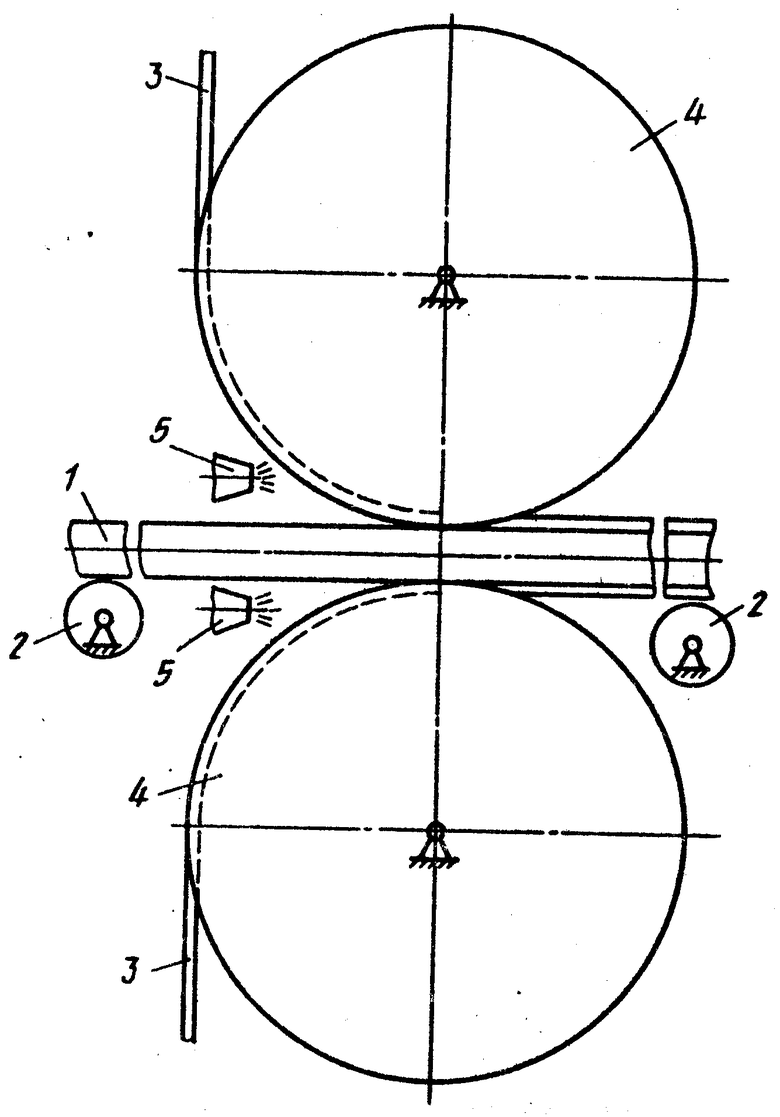
На чертеже изображена принципиальная схема осуществления предлагаемого способа.
Способ сепарирования электрода химического источника тока реализуется следующим образом.
Электрод 1 химического источника тока подают между транспортирующими роликами 2 с равномерной линейной скоростью. Одновременно с двух сторон электрода с бобин подают шнуры 3 из термопластичного полимера и двумя профилированными прикаточными роликами 4 прикатывают предварительно нагретые шнуры к электроду. Скорость прикаточных роликов равна скорости транспортирующих роликов.
Нагрев шнуров производят одновременно с началом движения электрода инструментом 5. Разогрев шнуров осуществляют со стороны электрода в непосредственной близости от места соприкосновения шнуров с электродом.
Отношение скорости прикатки к скорости распространения фронта плавления материала сепаратора берут равным (40-140)L-, где L коэффициент, учитывающий длину участка нагрева и численно равный длине этого участка, отнесенной к единице длины нагрева, за единицу длины принимается поперечный размер шнура сепаратора, а скорость распространения фронта плавления определяют из выражения:
T(x,t) Tн+ (To-Tн)erf
 , где Тн температура нагрева инструмента;
, где Тн температура нагрева инструмента;
То начальная температура полимера;
Т(х,t) температура полимера в точке х через промежуток времени;
а коэффициент температуропроводности.
Нанесение шнуровой сепарации из полимера на электрод с отношением скорости прикатки и скорости распространения фронта плавления материала сепаратора, взятым в пределах (40-140)L- обеспечивает получение прочного сцепления сепаратора с электродом за счет нагрева шнура со стороны, обращенной к электроду, до термопластичного состояния с одновременным сохранением твердости остальной части шнура, необходимой для осуществления прикатки сепаратора. В результате материал сепаратора проникает в поры поверхности электрода, твердеет и обеспечивает прочность сцепления с электродом.
При нанесении шнура на электрод с отношением скорости прикатки к скорости распространения фронта плавления материала сепаратора менее 40L происходит сильное проплавление шнура, шнур растягивается, налипает на прикаточные ролики, сцепление сепаратора с электродом некачественное.
При отношении более 140L- происходит плохое сцепление шнура с электродом.
П р и м е р 1. Подлежащие сепарированию ламельные электроды щелочных аккумуляторов типа ТНЖ 300 ВМ подают между направляющими и прикаточными роликами со скоростью Vпр= 32,4 мм/с. Одновременно на прикаточные ролики подают шнуры из полиэтилена высокого давления диаметром 2 мм и в непосредственной близости и со стороны электрода осуществляют нагрев шнура газовым теплоносителем посредством нагревателя. Температура теплоносителя (воздуха) на выходе из сопла составляет Тн=450оС. Температура полиэтилена до нагрева составляет То=20оС. Температура плавления полиэтилена Т(х,t)=110oC. Коэффициент температуропроводности а= 1,3 ˙10-7 м2/с. Длину нагреваемого участка берут l=2 мм (в нашем случае равна диаметру сопла нагревателя).
Подставив данные значения в формулу
T(x, t) Tн+ (To-Tн)erf

 (при t=1 c), получим скорость распространения фронта плавления материала сепаратора Vпл=0,9 мм/с.
(при t=1 c), получим скорость распространения фронта плавления материала сепаратора Vпл=0,9 мм/с.
L  1,0.
1,0.
Отношение скорости прикатки Vпр к скорости Vпл распространения фронта плавления материала сепаратора составля- ет 
 36 При таком отношении сепараторный шнур сильно проплавляется, растягивается и налипает на ролик. В результате сцепление сепаратора с электродом некачественное, сепаратор получается рваным, размер по толщине не соответствует требованиям.
36 При таком отношении сепараторный шнур сильно проплавляется, растягивается и налипает на ролик. В результате сцепление сепаратора с электродом некачественное, сепаратор получается рваным, размер по толщине не соответствует требованиям.
П р и м е р 2. В условиях примера 1.
Скорость прикатки берут равной Vпр=36 мм/с.
Отношение составляет 
 40.
40.
Cцепление сепаратора с электродом удовлетворяет техническим требованиям.
П р и м е р 3. В условиях примера 1 скорость прокатки берут равной Vпр= 72 мм/с.
Отношение составляет 
 80.
80.
Сцепление сепаратора с электродом удовлетворяет техническим требованиям.
П р и м е р 4. В условиях примера 1 скорость прикатки берут равной Vпр= 126 мм/с.
Отношение составляет 
 140.
140.
Сцепление сепаратора с электродом удовлетворяет техническим требованиям.
П р и м е р 5. В условиях примера 1 скорость прикатки берут равной 130 мм/с.
Отношение составляет 
 144.
144.
Сцепление сепаратора с электродом плохое из-за незначительного проплавления шнура и недостаточного проникновения материала сепарации в перфорированную поверхность электрода.
Положительным эффектом предлагаемого технического решения по сравнению с прототипом является повышение производительности сепарирования электродов химического источника тока и обеспечение прочности сцепления сепаратора с электродом.
Прочность сцепления обеспечивается нагревом шнура сепаратора со стороны, обращенной к электроду, до термопластичного состояния с одновременным сохранением твердости остальной части шнура, необходимой для осуществления прикатки сепаратора.
Производительность сепарирования повышается за счет исключения нагрева и охлаждения электродов и возможности одновременного изменения величины L путем изменения длины участка нагрева шнура l.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2065833C1 |
| Способ сепарирования электродов химического источника тока и устройство для его осуществления | 1989 |
|
SU1697143A1 |
| УСТРОЙСТВО ДЛЯ ПРИКАТКИ ПОЛИМЕРНОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ СВАРНЫЕ ТРУБЫ | 2000 |
|
RU2186686C2 |
| УСТРОЙСТВО ДЛЯ ПРИКАТКИ ГИДРОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2018600C1 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКАМ ДЛЯ СБОРКИ АВТОПОКРЫШЕК | 1971 |
|
SU314662A1 |
| Способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа | 2018 |
|
RU2697334C1 |
| УСОВЕРШЕНСТВОВАННАЯ НЕПРЕРЫВНАЯ ЛЕНТА ДЛЯ УСТРОЙСТВ СЕПАРАТОРА ЛЕНТОЧНОГО ТИПА | 2014 |
|
RU2651742C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ТРУБОПРОВОДА | 2007 |
|
RU2340830C1 |
| Устройство для подачи и наложения полосового материала на сборочный барабан | 1989 |
|
SU1685749A1 |
Изобретение относится к электротехнике и касается производства химических источников тока. Цель изобретения уменьшение брака. Способ включает нагрев шнура сепаратора из полимерного материала со стороны, обращенной к электроду, нанесение его на поверхность электрода и прикатывание. Оптимальное отношение скорости прикатки к скорости распространения фронта плавления материала сепаратора составляет (40 140) L, где L коэффициент численно равный длине участка нагрева, отнесенной к единице длины нагрева. Количество брака по сравнению с прототипом снижается с 5 8 до 0,5% 1 ил.
СПОСОБ СЕПАРИРОВАНИЯ ЭЛЕКТРОДА ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА, включающий нагрев шнура сепаратора из полимерного материала, нанесение его на поверхность электрода и последующее прокатывание, отличающийся тем, что, с целью уменьшения брака, нагрев шнура сепаратора осуществляют со стороны, обращенной к электроду, а отношение скорости прикатки к скорости распространения фронта плавления материала сепаратора берут равным (40 140)L, где L коэффициент, численно равный длине участка нагрева, отнесенной к единице длины нагрева, которую принимают равной поперечному размеру шнура сепаратора.
| Способ сепарирования безламельного электрода электрического аккумулятора | 1975 |
|
SU536546A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
