Изобретение относится к технике защиты металлов от коррозии и может быть использовано при нанесении полимерного защитного покрытия, преимущественно экструзионного двухслойного полиэтиленового покрытия, на стальные трубы с продольными, спиральными и поперечными швами.
Известно устройство для нанесения полимерного покрытия на стальные трубы, содержащее прикаточный ролик с пневмоцилиндром для его прижима (патент РФ 2000266, B 65 G 49/02, 1993, БИ 33-36). Недостатком этого устройства является низкое качество изоляции на концевых участках труб, вызванное невозможностью исключения воздушных прослоек при прикатке покрытия в зоне стыка труб при несовпадающих верхних образующих.
Наиболее близким решением, принятым за прототип, является устройство для нанесения полимерного покрытия на стальные сварные трубы (а.с. СССР 1151480, В 29 С 63/06, 1985, БИ 15), содержащее механизмы подачи ленты для намотки, системы подачи клея, прикаточный ролик, приводные ролики раскатки, средства транспортирования трубы и датчик положения сварного шва. Однако известное устройство не обеспечивает качественную прикатку покрытия по концам труб, в зоне их стыка при несовпадении образующих труб.
Техническая задача, решаемая изобретением, заключается в повышении качества покрытия на концах труб за счет удаления воздуха из-под покрытия в результате его прикатки.
Поставленная задача решается за счет того, что в устройстве для прикатки полимерного покрытия на стальные сварные трубы методом боковой экструзии, содержащем прикаточный ролик с механизмом прижима к трубе и ролики раскатки с механизмом прижима к трубам, согласно изобретению ролики раскатки размещены с возможностью осевого перемещения со скоростью труб.
Кроме того, устройство снабжено соплом для подачи подогретого воздуха между прикаточным роликом и полимерным покрытием.
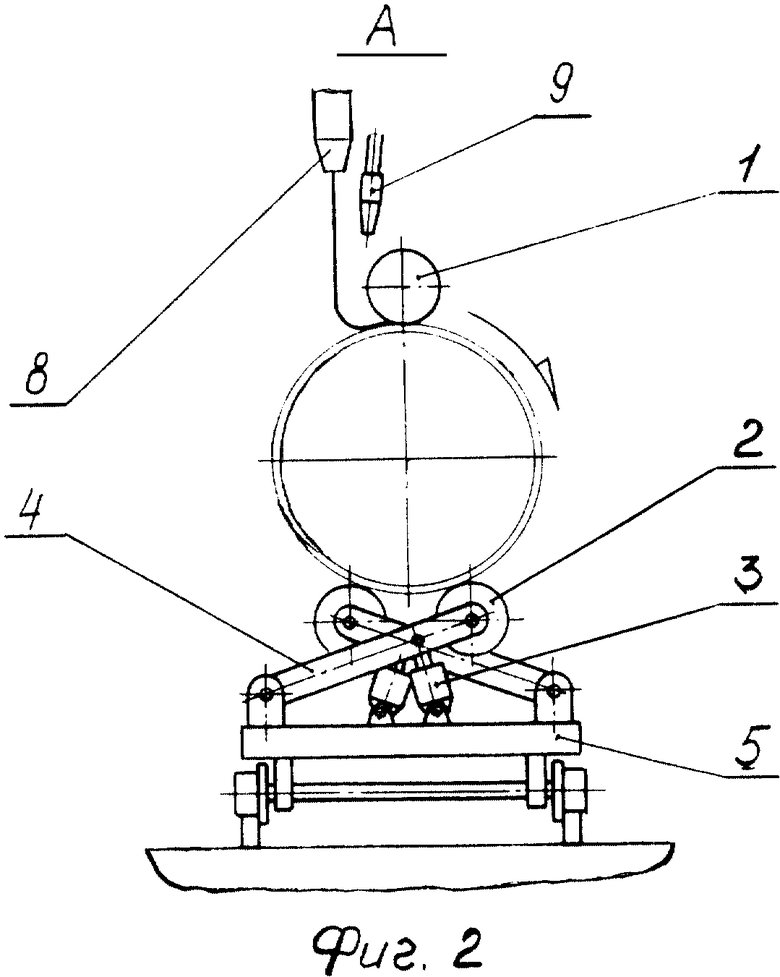
Изобретение поясняется чертежами, где на фиг. 1 представлена схема предлагаемого устройства, на фиг.2 - вид А на фиг.1.
Устройство содержит прикаточный ролик 1 с механизмом прижима к трубе, ролики 2 раскатки с механизмами 3 прижима, закрепленные на рычагах 4 и размещенные, например, на тележке 5, направляющие 6, привод 7, экструзионное сопло 8 и воздушное сопло 9. Ролики 2 раскатки, оси вращения которых параллельны оси трубы, размещены с возможностью осевого перемещения со скоростью движения труб при прохождении стыка труб под прикаточным роликом.
Устройство работает следующим образом. В исходном положении ролики 2 раскатки отжаты от труб, совершающих возвратно-поступательное движение при прохождении стыка труб под прикаточным роликом 1, под который из экструзионного сопла 8 подают ленту расплава полимера. Ролики 2 с помощью механизмов 3 прижима поджимаются к трубам при попадании стыка труб между ними. Одновременно включается привод 7 тележки 5 с размещенными на ней роликами 2 раскатки, который обеспечивает перемещение тележки со скоростью, равной осевой скорости труб.
Ролики 2 раскатки прикатывают покрытие по концам труб и создают необходимые условия для нормативной адгезии между покрытием и металлом трубы. При наличии только одного прикаточного ролика 1 возникает ситуация, когда в зоне стыка труб при несовпадающих верхних образующих полимерное покрытие не прикатывается должным образом, и под ним остаются воздушные прослойки. Кроме того, с целью исключения попадания воздуха под пленку расплава полимера, одновременно в зону между прикаточным роликом 1 и пленкой полимера из сопла 9 под давлением подают подогретый воздух, который обеспечивает прижатие пленки к трубе.
Отвод роликов 2 и возврат тележки 5 в исходное положение осуществляют после выхода стыка труб из-под прикаточного ролика 1, при этом ролики 2 раскатки находятся в контакте с покрытием труб в течение времени, за которое трубы совершают по меньшей мере один оборот.
Сопровождение покрываемых труб роликами раскатки со скоростью движения трубы необходимо для обеспечения нулевой осевой скорости роликов по отношению к трубам. При этом под ролики не попадает ступенчатый стык труб, влияющий на положение роликов на их поверхности. Тем самым достигается качество покрытия, отвечающее ГОСТ Р 51164.
Предлагаемое устройство было опробовано при производстве стальных труб с полимерным покрытием размером 1020х8.0 мм на Копейском заводе изоляции труб. С помощью устройства была обеспечена качественная прикатка полимерного покрытия по концам труб, совершающих вращательно-поступательное движение. При контроле покрытия дефекты в виде воздушных пузырей под покрытием на концах труб обнаружены не были.
Таким образом, предлагаемое устройство обеспечивает качественную прикатку покрытия на концах труб, что позволяет получить покрытие с нормативной адгезией, исключить воздушные пузыри между металлом и покрытием, а также ремонт покрытия по концам труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ТРУБОПРОВОДЫ | 2005 |
|
RU2313720C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛАМЕНТА | 2024 |
|
RU2840751C1 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575522C2 |
| СПОСОБ МОНТАЖА ПРОТИВОПОЖАРНЫХ ВСТАВОК ДЛЯ ТРУБ В ТЕПЛОИЗОЛЯЦИИ | 2012 |
|
RU2530949C2 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ТРУБОПРОВОДА | 2007 |
|
RU2340830C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ ПОДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575528C2 |
Изобретение может быть использовано при нанесении полимерного защитного покрытия на стальные трубы с продольными, спиральными и поперечными швами. Устройство для прикатки полимерного покрытия на стальные сварные трубы методом боковой экструзии содержит прикаточный ролик с механизмом прижима к трубе и ролики раскатки с механизмами прижима к трубам. Ролики раскатки, оси вращения которых параллельны оси трубы, размещены с возможностью осевого перемещения со скоростью движения труб при прохождении стыка труб под прикаточным роликом. Устройство обеспечивает качественную прикатку покрытия на концах труб, что позволяет получить покрытие с нормативной адгезией, исключить воздушные пузыри между металлом и покрытием. 1 з.п. ф-лы, 2 ил.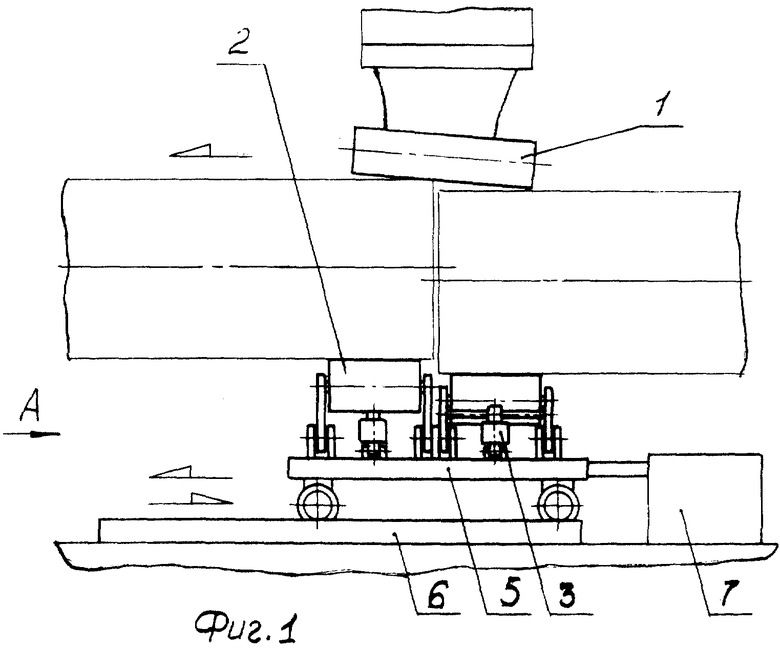
| SU 1151480 A, 23.04.1985 | |||
| Установка для нанесения полимерных покрытий на трубчатую заготовку | 1977 |
|
SU666091A1 |
| Устройство для покрытия стальных труб термопластичной пластмассой | 1979 |
|
SU888807A3 |
| Устройство для прикатки пластичных материалов к внутренней поверхности изделий | 1989 |
|
SU1657403A1 |
| Устройство для стыковки обрезиненного листового материала | 1978 |
|
SU765009A1 |
| Устройство для прикатки пластичных материалов к поверхностям изделий | 1974 |
|
SU579165A1 |
| Устройство для изготовления рукавов | 1982 |
|
SU1080998A1 |
| Устройство для изготовления трубчатых изделий | 1984 |
|
SU1229064A1 |

