П
iTonepxnocTH втулки пыполпены две пары кольцевых пазов, которые вчаимодейст- вуют поочередно с подвижными штифтами 34 и 35. На валу вертикальных конвейеров закреплены кулачок 39, выполненный в виде мальтийского креста, и диск 40, установленный с возможностью взаимодействия с диском 25. При укладке изделий в пакет кривошип 21 взаимодействует посредством цевки с кулачком 38, втулка посредством расположенного в пазу штифта 34 удерживается в среднем положении, при этом диск 25 взаимодействует с диском 40. Для возврата вертикальных конвейеров в исходное верхнее положение движе1
Изобретение относится к оборудованию для механизации погрузочно-раз- грузочных работ, а именно к устройствам для укладки изделий в пакет и поштучной выдачи изделий из пакета.
Цель изобретения - повьшшние производительности.
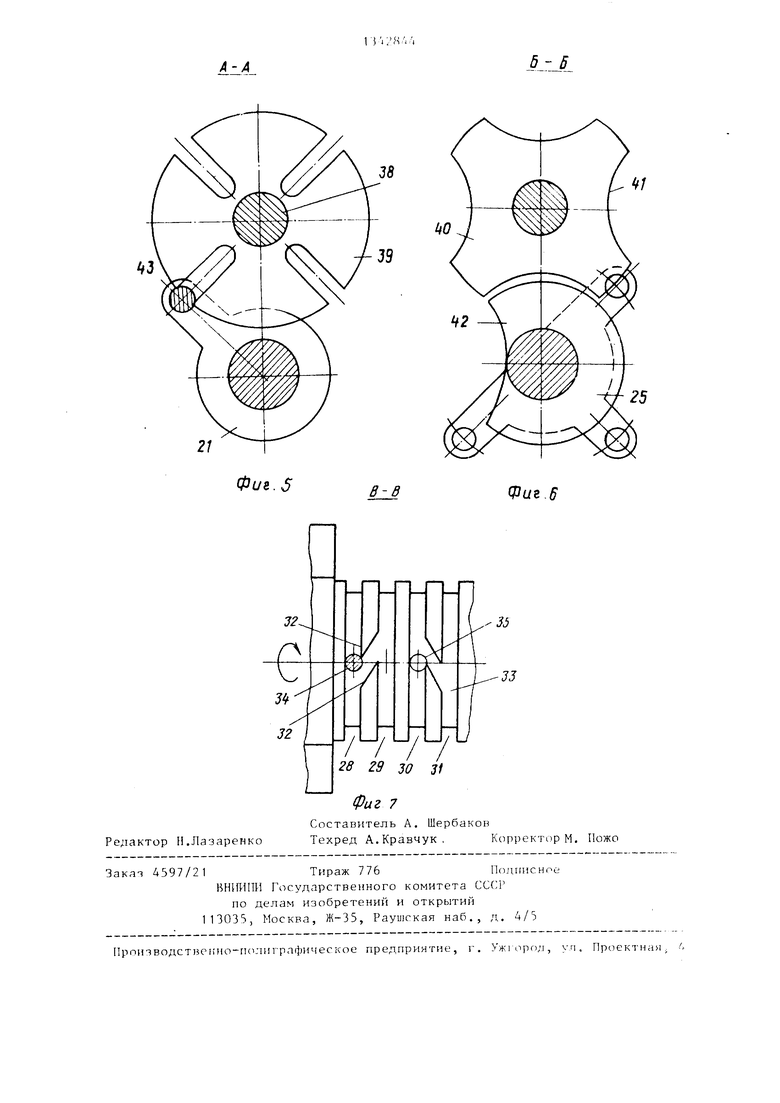
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид спереди; на фиг. 3 - кинематическая схема устройства; на фиг. 4 - привод механизмов устройства; на фиг. 5 - разрез А-А на фиг. 4; на фиг.6 - разрез Б-Б на фиг. 4; на фиг. 7 - разрез В-В на фиг. 4.
Устройство для укладки изделий в пакет и поштучной пьу1ачи изделий из пакета содержит раму 1 с расположенным на ней цепным конвейером 2,установленным с возможностью поворота на 180 вокруг ведущего вала, на параллельных цепях которого установлен скребок 3. Под нижними ветвями конвейера 2 установлен рольганг 4. Под горизонтальным ко})вейером установлен подъемно-оцускной механизм,, выполненный в виде двух вертикальных конвейеров 5, на противолежащих ветвях которых горизонтально закреплены полки 6, для поддона 7. Конвейеры 2 и 5 имеют общий привод, включающий электродвигатель 8, муфту 9 и червячный редуктор 10 с двумя выходными концами валов 11 и 12, один конец валов 11 которого через коническую передачу 13
844
нпе вала приртда реп1 рги1)уотся, при этом штифт 34 псрсмещаеття в смежный параллелыияй паз втулки, обог печипая ее смещение и взаимоде11ствие кулачка 39 с цевками кривошипов 21 и 23 при выходе из взаимодействия между собой дисков 25 и 40. В режиме поштучной выдачи изделий из пакета подъем вертикальных конвейеров осуществляется при взаимодействии кривошипа 21 посредством певки с кулачком 39, а опускание - при взаимодействии с кулачком 39 цевок кривошипов 21 и 23, для чего втулка взаимодействует посредством другой пары паяоп со штифтом 35. 7 ил.
приводит в движение горизонтальные конвейеры 2, а второй 12 - через передаточный механизм вертикальные конвейеры 5.
5 Передаточный механтм включает мальтийский механизм 14, зубчатую цилиндрическую передачу, сменр1ые шестерни 15 и 16 которой позволяют выбирать оптимальную величину шага конве йеров 5, и муфту 17. Движение вертикальным конвейерам 5 передается через конические зубчатые передачи 18 и 19 и промежуточный вал 20.
Мальтийский механизм 14 состсуит мз
двух звеньев: ведущего и ведомого. Ведущее звено содержит кривошип с цевкой 21, жестко закрепленный на валу 22 и 12 и криношипы 23 с цевкями, закрепленные на втулке 24, установ-- ленной с возможностью осевого перемещения. Втулка 24 имеет стопорный диск с вы 1езом 25 и подпружинена с двух сторон пружинами 26 и 27, а на поверхности втулки 24 выполнены четыре коль- ценых параллельных паза 28-3 . Смежные пазы 28 и 29, 30 и 31 попарно C(ie- динены между собой косыми пазами 32 и 33 и взаим(5действуют с одним из сдвоенных штифтов 34 и 35. Штифты кинематически взаимосвязаны с рычагом 36 управле шя и подвижно устанавливаются в корпусе 37, котс)рый закреплен на раме 1 устройства. Рычаг 36 может быть установлен в по. южение 1,соот- 5 ветствуняиее режиму укладки изделий и
0
5
0
13А2844
пакет, и в положение IТ,соответствующее режиму поштучной выдачи изделий из пакета. Косые пазы 32 и 33 расположены под углом к смежным канавкам „ 28 и 29, 30 и 31 и направлены в сторону, соответствующую направлению вра- вращения ведущего вала 22.
Ведомое звено содержит вал 38 с двумя жестко установленными на нем IQ кулачком 39, выполненным в виде мальтийского креста, и стопорный диск 40. Последний выполнен с четырьмя вырезами 4 1 и служит для фиксации ведомого вала 38 при холостом ходе кривошипа 15 21. Вырезы 41 диска 40 выполнены кон- центрично наружной поверхности диска 25, а вырез 42 диска 25 - концентрич- но наружной поверхности диска 40.Вырез 42 способствует поворачиванию ве- 20 двигатель домого вала 38 в момент взаимодействия цевки 43 кривошипа 21 и кулачка 39.
На валу 38 ведомого звена установлена ведущая шестерня 15 цилиндричес- 25 кой передачи, которая в паре с ведомой шестерней 16 подбирается в зависимости от высоты слоя изделия и определяет величину шага опускания или подъема конвейера 5,30
Устройство работает следующим образом.
При укладке изделий в пакет в исходном положении скребок 3 занимает крайнее левое положение, поддон расположен в крайнем верхнем положении, изделия уложены на рольганг 4, а рычаг 36 находится в положении I.B этот момент кривошип 21 находится в расцепленном кулачком 39 положении, а о штифт 34 размещен в пазу 28.
При включении привода на рабочий ход скребок 3 перемещается на нижних ветвях конвейера 2, обеспечивая транспортировку слоя изделий по рольгангу 45 конвейер 2 устанавливается 4 и укладку его на поддон 7. При этом тикальными путем разворота на кривошип 21 поворачивается -на 270. Одновременно на этот же угол поворачиваются кривошипы 23 и диск 25, наружная поверхность которого скользит 50 по вырезу 41 диска 40, осуществляя тем самым его фиксацию. Благодаря направлению переходного паза 32 в сторону, соответствующую вращению вала
35
При nepexo/ic скребка 3 на ветви конвейера 2 осушестлляет ладка слоя изделий на поддон этот момент кривошип 21 входит цепление с кулачком 39 и повор его на 90 . Одновременно на эт угол поворачиваются и кривошип причем поверхность диска 40 ск по вырезу 42 диска 25.
Поворот кулачка 39 обеспечи поворот вала 38, в результате го шестерни 15 и 16 через муфт обеспечивают опускание на нуж соту полок 6 с уложенным на ни доном 7.
После наполнения поддона 7 6, воздействуя на конечный вы тель (не показан), отключают после чего поддо мается любым из погрузочных ср
Электродвигатель 8 после у ки нового поддона включается сивном режиме.
При вращении вала 22 проти вой стрелки штифт 34, подойдя нему краю косого паза 32, бла его направлению, под действие жины 27 перемещается в пазы 2 сируя рабочее положение криво 23. При этом кривошипы 23 сме влево и вступают во взаимодей с кулачком 39, с которым взаи ствуют кривошипы 21 и 23, в р те чего обеспечивается его не ное вращение, а следовательно ступенчатый подъем поддона 7 ходное положение, при котором ний конечный выключатель (не зан) обеспечивает включение эл двигателя 8 в рабочем режиме.
Устройство может быть испо но для поштучной выдачи издел пакета. Для этого горизонталь
над
вокруг ведущего вала (на фиг. казано условно), рольганг 4 у ливается под углом, а рычаг 3 навливается в положение II, с ствующее режиму поштучной выд делий из пакета.
Для работы в указанном реж электродвигатель 8 включается
22 и его расположению под углом двумя 55 версивном режиме. Штифт 35 размеща- параллельными пазами 28 и 29, щтифт ется в пазу 30 фиксируя рабочее поло23
34 перемещается в пазу 28 навстречу вращению вала, обеспечивая фиксацию нерабочего положения кривошипов 23,
жение кривошипов /J относительно диска 40, чем обеспечивает ступенчатый подъем поддона 7 с пакетом изделий
5 0 двигатель
5 0
о
5 конвейер 2 устанавливается тикальными путем разворота на 0
5
При nepexo/ic скребка 3 на верхние ветви конвейера 2 осушестлляется укладка слоя изделий на поддон 7. В этот момент кривошип 21 входит в зацепление с кулачком 39 и поворачивает его на 90 . Одновременно на этот же угол поворачиваются и кривошипы 23, причем поверхность диска 40 скользит по вырезу 42 диска 25.
Поворот кулачка 39 обеспечивает поворот вала 38, в результате которого шестерни 15 и 16 через муфту 17 обеспечивают опускание на нужную высоту полок 6 с уложенным на них поддоном 7.
После наполнения поддона 7 полки 6, воздействуя на конечный выключатель (не показан), отключают электропосле чего поддон 7 снимается любым из погрузочных средств.
Электродвигатель 8 после установки нового поддона включается в реверсивном режиме.
При вращении вала 22 против часовой стрелки штифт 34, подойдя к верхнему краю косого паза 32, благодаря его направлению, под действием пружины 27 перемещается в пазы 29. фиксируя рабочее положение кривощипов 23. При этом кривошипы 23 смещаются влево и вступают во взаимодействие с кулачком 39, с которым взаимодействуют кривошипы 21 и 23, в результате чего обеспечивается его непрерывное вращение, а следовательно и бесступенчатый подъем поддона 7 в исходное положение, при котором верхний конечный выключатель (не показан) обеспечивает включение электродвигателя 8 в рабочем режиме.
Устройство может быть использовано для поштучной выдачи изделий из пакета. Для этого горизонтальный
над вер180
вокруг ведущего вала (на фиг. 1 показано условно), рольганг 4 устанавливается под углом, а рычаг 36 устанавливается в положение II, соответствующее режиму поштучной выдачи изделий из пакета.
Для работы в указанном режиме электродвигатель 8 включается в ре23
жение кривошипов /J относительно диска 40, чем обеспечивает ступенчатый подъем поддона 7 с пакетом изделий
вверх и выталкивание слоя изделия скребком 3 конвейера 2 на наклонный рольганг 4,
Для бесступенчатого опускания порожнего поддона электродвигатель 8 включается в рабочем режиме, при котором штифт 35 под действием прутки- ны 26 через косой паз 33 перемещается в паз 31, фиксируя нерабочее положение относительно кулачка 39.
Формула, изобретения
Устройство для укладки изделий в пакет и поштучной выдачи изделий из пакета, содержащее установленные на раме горизонтальный приводной конвейер для изделий, расположённый ниже его рабочего уровня подъемно-опускной механизм, включающий в себя два вертикальных конвейера с полками для изделий, и конвейер для транспортирования пакета изделий, отличающееся тем, что, с цепью повышения производительности, оно снабже но расположенными на приводном валу одного из вертикальных конвейеров ку лачком в виде мальтийского креста и стопорным диском, выполненным с расположенными под прямым углом относи4284i
телыю друг друга четыр1,мп нш нутыми дугообразными выречами и установленными на валу привода горизонтального конвейера жестко с нозможностью взаимодействия с кулачком посредством цевки кривошипом и с возможностью осевого перемещения втулкой, подпружиненной с обеих сторон, при этом на 10 втулке под прямым углом друг к другу и упомянутом кривошипе закреплены три дополнительных кривошипа, установленные с возможностью взаимодействия посредством цевок в крайнем поло15 жении втулки с упомянутым кулачком и другим стопорным диском, выполненным с одним дугообразным вырезом и установленным с возможностью взаимодействия в среднем положении втулки
20 с вырезами первого стопорного диска, причем втулка выполнена с расположенными на ее внешней и.илиндрической поверхности двумя парами параллельных кольцевых пазов, которые в каждой паре
25 соединены между собой расположенными под углом друг к другу косыми пазами, при этом на раме смонтированы подвижные штифты, каждый из которых установлен с возможностью поочередного взаи30 модействия с пазами соотг етствующей пары.
Риг.1
21
Фиг. S
В-В
Фиг.6


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплектования пакета дисковых заготовок с технологическими прокладками | 1977 |
|
SU738821A1 |
| Установка для упаковки изделий | 1981 |
|
SU1034949A1 |
| Устройство для упаковки предметов | 1982 |
|
SU1065299A1 |
| МЕХАНИЗМ ИЗМЕНЕНИЯ ФОРМЫ СТРОЧКИ ШВЕЙНОЙ МАШИНЫ "ЗИГЗАГ" | 1990 |
|
RU2023086C1 |
| Автомат для укладки рулонов на плоский поддон | 1979 |
|
SU781164A1 |
| Устройство для укладки в пакет плоских изделий | 1987 |
|
SU1579874A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1990 |
|
RU2035268C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО В МНОГОРЯДОВНЫЕ КАССЕТЫ | 1989 |
|
RU2013899C1 |
| Устройство для укладки в пакет металлических чушек | 1982 |
|
SU1066922A1 |
| Машина для формирования пакета штуч-НыХ гРузОВ HA пОддОНЕ | 1978 |
|
SU816915A1 |

Изобретение относится к оборудованию для механизации погрузочно- разгрузочных работ, а именно к устройствам для укладки изделий в пакет и поштучной выдачи изделий из пакета. Устройство содержит установленные на раме горизонтальный приводной конвейер и подъемно-опускной механизм с вертикальными конвейерами. При этом на приводном валу закреплены жестко кривошип 21 с цевкой и подвижно подпружиненная втулка с тремя кривошипами 23 с цевками и диском 25, а на б (Л Фиг1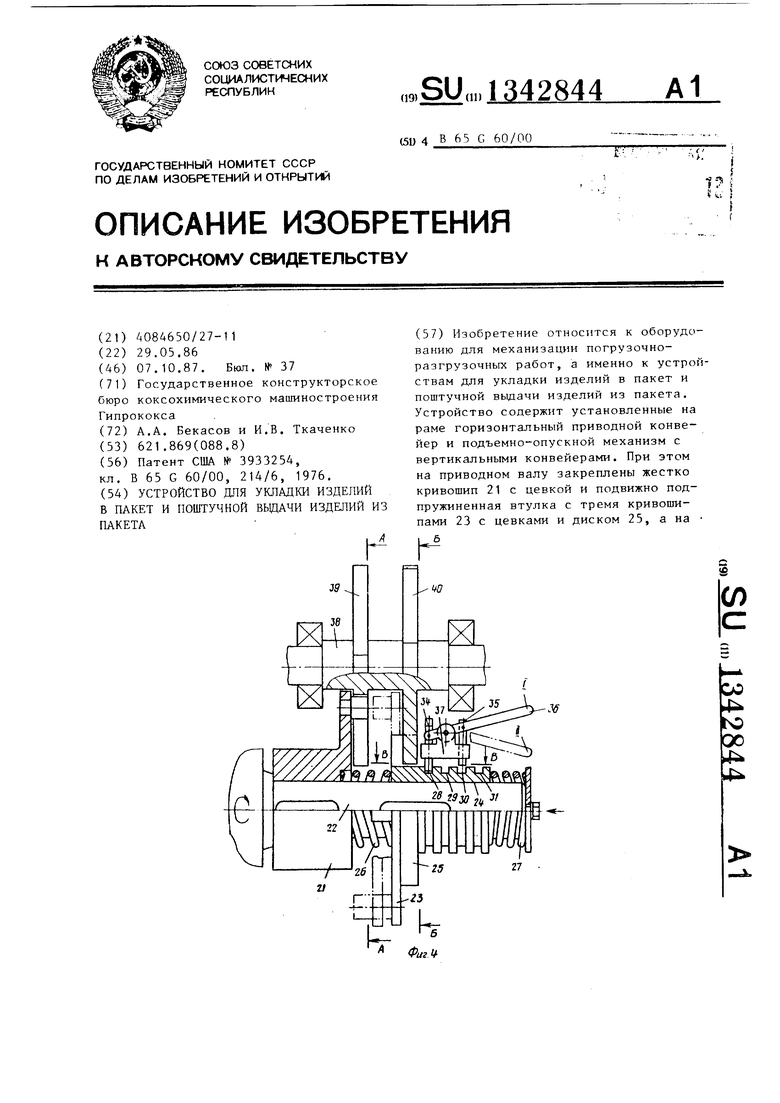
J2
J«
J2
rrn
28 29 30 3i
t.
Редактор Н.Лазаренко
Фиг 7
Составитель А, Шербаков
Техред А.Кравчук. Корректор М. Пожо
Закат 4597/21Тираж 776Подписное
BHWIIIH Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
1роизводст
велио-полиграфическое предприятие, г, Ужгород, vn. Проектная,
| Патент США № 3933254, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
