Устройства для автоматической подачи пруткового материала на рабочие позиции металлорежущих станков, содержащие механизмы загрузки и подачи прутков, пневмопривод, конечные выключатели, реле и электромагниты, известны.
Предлагаемое устройство обеспечивает непрерывный цикл питания станка прутками и повыщает производительность процесса. С этой целью механизм подачи прутков выполнен в виде толкателя, кинематически связанного с порщнем пневмопривода. Толкатель перемещается в направляющих щпинделя посредством троса, а пневмопривод управляется при помощи конечных выключателей через реле и электромагниты.
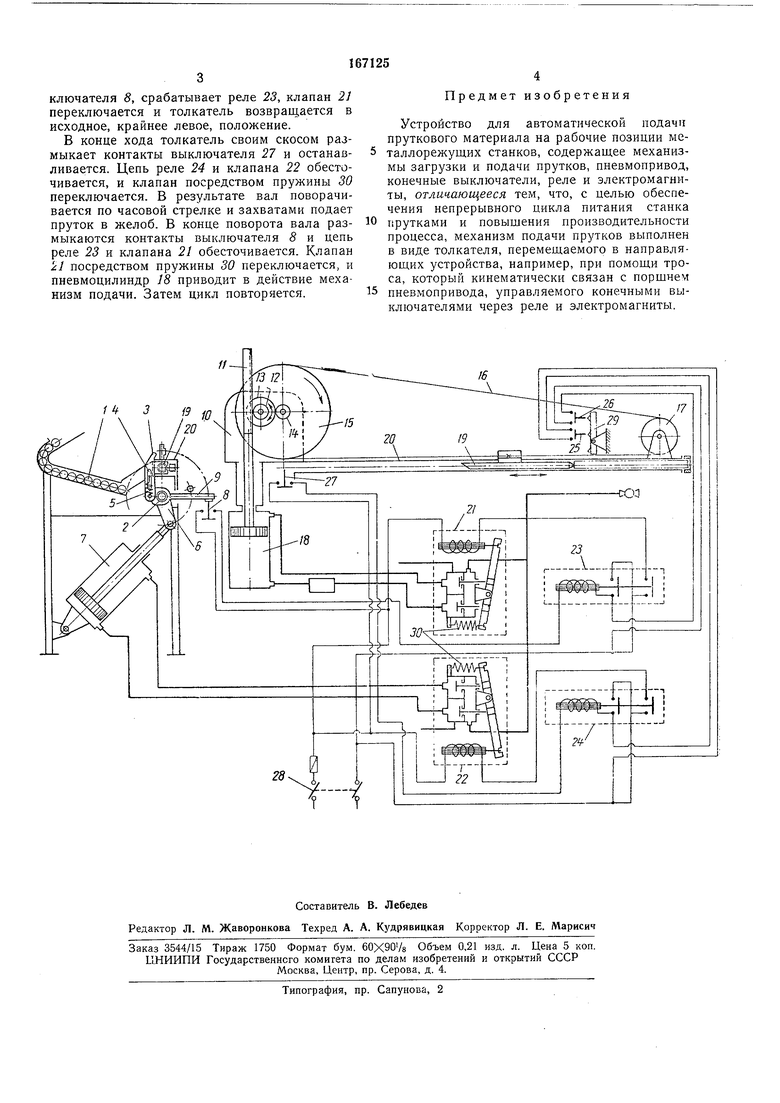
На чертеже представлена принципиальная схема устройства.
Механизм загрузки устройства включает в себя магазин / и вал 2, на котором закреплены захваты 5 с направляющими 4 и возвратными пружинами 5. Посредством рычага 6 вал связан со щтоком качающегося пневмоцилиндра 7. Управление конечным выключателем 8 осуществляется рычагом 9, жестко связанным с валом.
Механизм подачи содержит корпус 10, рейку 11, щестерни 12, 13 и 14, из которых щестерни 12 и 5 жестко укреплены на одной оси, двухручьевой барабан 15, неподвижно
закрепленный на одной оси с щестерней 14. трос 16, блок 17, фланцевый пневмоцилиндр 18, толкатель 19 с гребнем, на котором неподвижно закреплен трос 16, и желоб 20. В
систему управления пневмоцилиндрами входят два электропневматических клапана 21 и 22, два промежуточных реле 23 и 24, конечные выключатели 8, 25, 26 vi 27 и пакетный выключатель 28.
В исходном положении, при выключенной электросети устройства, захваты находятся в положении «пруток загружен, а толкатель - в положении «подача прутка, т. е. в крайнем левом положении. Перед включением устройства в цепь посредством выключателя 28 подается напряжение, а к электропневматическим клапанам подводится сжатый воздух. По мере выработки прутка толкатель перемещается вправо и своим гребнем нажимает на
коромысло 29, которое замыкает контакты выключателей 25 и 26. Реле 24 срабатывает и замыкает контакты электропневматического клапана 22 После переключения клапана при помощи пневмоцилиндра 7 вал поварачивается против часовой стрелки.
Захваты набегают на пруток, находящийся в магазине, отжимаются и, проскакивая под пруток, пружиной 5 возвращаются в исходное положение. Одновременно с поворотом
ключателя 8, срабатывает реле 23, клапан 2} переключается и толкатель возвращается в исходное, крайнее левое, положение.
В конце хода толкатель своим скосом размыкает контакты выключателя 27 и останавливается. Цепь реле 24 и клапана 22 обесточивается, и клапан посредством пружины 30 переключается. В результате вал поворачивается по часовой стрелке и захватами подает пруток в желоб. В конце поворота вала размыкаются контакты выключателя 8 и цепь реле 23 и клапана 21 обесточивается. Клапан 21 посредством пружины 30 переключается, и пневмоцилиндр 18 приводит в действие механизм подачи. Затем цикл повторяется.
Предмет изобретения
Устройство для автоматической подачи пруткового материала на рабочие позиции металлорежущих станков, содержащее механизмы загрузки и подачи прутков, пневмопривод, конечные выключатели, реле и электромагниты, отличающееся тем, что, с целью обеспечения непрерывного цикла питания станка прутками и повышения производительности процесса, механизм подачи прутков выполнен в виде толкателя, перемещаемого в направляющих устройства, например, при помощи троса, который кинематически связан с поршнем пневмопривода, управляемого конечными выключателями через реле и электромагниты.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДАЧИ ПРУТКОВ в РАБОЧУЮ ЗОНУ СТАНКА | 1971 |
|
SU314624A1 |
| Устройство для импульсной резки пруткового материала | 1989 |
|
SU1775244A1 |
| Устройство для автоматической загрузкипРуТКОВ | 1978 |
|
SU841785A1 |
| Механизм подачи пруткового материала | 1979 |
|
SU1040697A1 |
| ЦСЕСОЮЗНДЯП;.TFHTr.>&--- •: V-лij:'p."f^«^^.иотзиа МБ,*С. Б. Алесковский, А. Е. Мордкович, Л. И. Жайворонок и Ф. Н. КапустинМ. Кл. В 65Ь 1/08УДК 66.023:621.798:539. .215(088.8) | 1973 |
|
SU361931A1 |
| Мезанизм подачи пруткового материала | 1974 |
|
SU512003A1 |
| Механизм зажима и контроля наличия прутка | 1985 |
|
SU1296305A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для подачи и поддержания пруткового материала в станках-автоматах | 1984 |
|
SU1180162A1 |
| ЭЛЕКТРОПНЕВМАТИЧЕСКОЕ УПРАВЛЯЮЩЕЕ УСТРОЙСТВО | 2000 |
|
RU2171406C1 |
