На известных установках для подачи прутков длиниомериые прутки подаются к захватным органам либо вручную, либо полуавтоматически.
Предлагаемая установка для автоматической подачи длинномерных прутков обеспечивает высокую производительность, полностью исключает применение ручного труда и эффективна при любом отношении прутка к его диаметру (например, для ).
На чертел е представлена схема предложенного устройства.
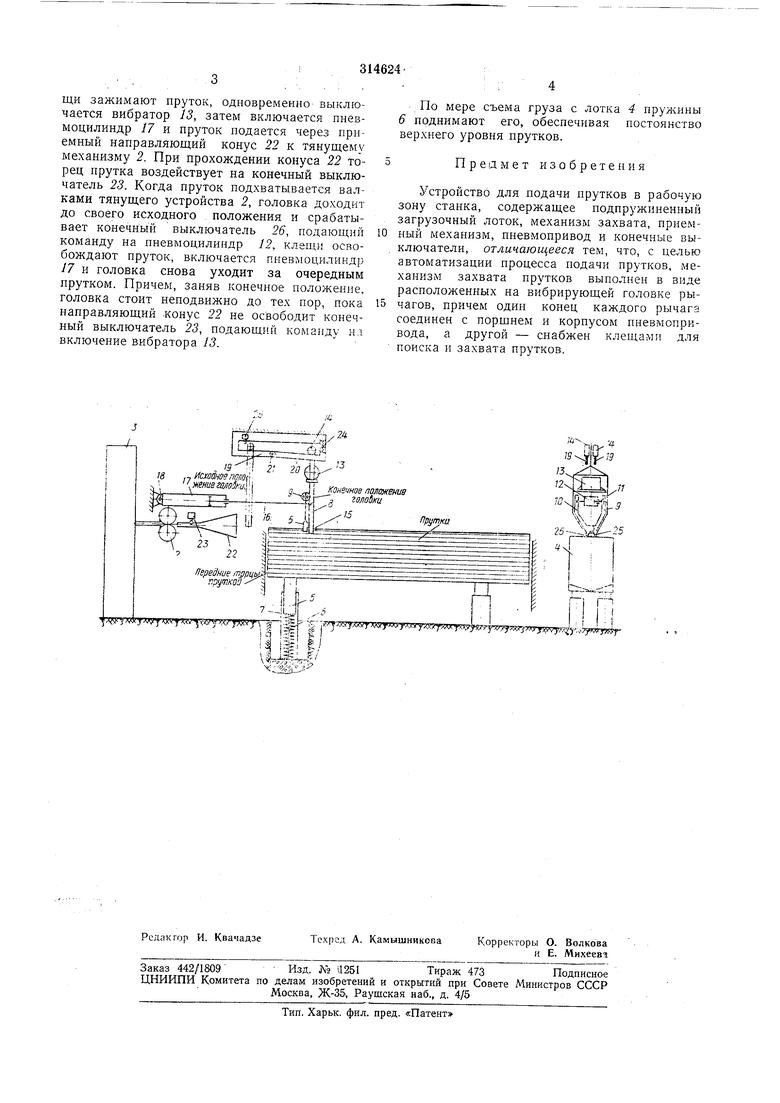
Устройство включает механизм / для подачи прутков, тянущее устройство 2, исполнительный механизм 3. В качестве тянущего устройства 2 и исполнительного механизма 3 может быть применено любое типовое или нестандартное оборудование.
Предлагаемая установка имеет лоток 4 коробчатого сечения, установленный на ножках 5, опирающихся на пружины 6, помещенные в корпусах 7. На плите 8 механизма подачи / свободно посажены на оси двуплечие рычаги 9 и 10, образующие клещи. Верхнее плечо рычага 9 соединяется со щтоком 11 пневмоцилиндра 12, корпус которого шарнирно соединен с верхним концом рычага 10. Головка для захвата прутков включает плиту 8, на которой закреплены вибратор 13, опорные ролики М и конечный выключатель 15. Головка для захвата прутков жестко соединяется со штоком 16 пневмоцилиндра J7, который шарнирно укреплен на неподвижном основании и может качаться вокруг оси 18. Головка через ролик 14 опирается на направляющие 19, имеющие шарнирные подпружиненные рычаги 20, которые могут поворачиваться вокруг оси 21. В непосредственной близости от тянущего механизма 2 установлен приемный направляющий конус 22, в котором размещен конечныГ( выKv ючaтeль 23.
Прутки весом 4-5 т посредством крана загружаются в лоток 4 до полного его заполнения, в результате чего стол опускается,
слоимая пружины 6. При включении пневмоцилиндра 17 его щток 16 передвигает головку для захвата прутков из ее исходного положения в конечное. При этом ролики 14 перекатываются с неподвижной части направляющих 19 на шарнирные рычаги 20. Головка опускается вниз под действием собственного веса, вызывая растяжение пружин 24 и поворот рычагов 20 вокруг оси 21, что обеспечит упор клещей 25 головки в прутки. Затем
включается вибратор 13, что заставляет головку искать пруток, который при попадании в зев клещей 25 нажимает на кнопку конечного выключателя 15, подающего команду на пиевмоцилиндр 12. При включении пневмоцилиндра 12 рычаги 9 и 10 расходятся и клещи зажимают пруток, одновременно выключается вибратор 13, затем включается пневмоцилиндр 17 и пруток подается через приемный направляющий конус 22 к тянущему механизму 2. При прохождении конуса 22 торец прутка воздействует на конечный выключатель 23. Когда пруток подхватывается валками тянущего устройства 2, головка доходит до своего исходного положения и срабатывает конечный выключатель 26, подающий команду на пневмоцилиндр 12, клещи освобождают пруток, включается пневмоцилиндр 17 и головка снова уходит за очередным прутком, причем, заняв конечное положение, головка стоит неподвижно до тех пор, пока направляющий -конус 22 не освободит конечный выключатель 23, подающий команду HI включение вибратора 13.
По мере съема груза с лотка 4 пружины поднимают его, обеспечивая постоянство верхнего уровня прутков.
Предмет изобретения
Устройство для подачи прутков в рабочую зону станка, содержащее подпружиненный загрузочный лоток, механизм захвата, приемный механизм, пневмопривод и конечные выключатели, отличающееся тем, что, с целью автоматизации процесса подачи прутков, механизм захвата прутков выполнен в виде расположенных на вибрирующей головке рычагов, причем один конец каждого рычага соединен с порщнем и корпусом пневмопривода, а другой - снабжен клещами для поиска и захвата прутков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки сеток | 1986 |
|
SU1391832A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПОДАЧИ ПРУТКОВОГО МАТЕРИАЛА | 1964 |
|
SU167125A1 |
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МАТЕРИАЛА | 1991 |
|
RU2009792C1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |
| Механизм подачи пруткового материала | 1979 |
|
SU1040697A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ПРУТКОВ | 2001 |
|
RU2219040C2 |
| УСТАНОВКА ДЛЯ КОНТРОЛЯ СТАЛЬНЫХ ПРУТКОВ НА НАЛИЧИЕ ДЕФЕКТОВ | 1968 |
|
SU219847A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
, S ..J ИсхаОнов поаоп мниеге юЗкиМ 7W ryWTW7 WT }rwy I 20 й., Ни „ Ji конечноепояажеша 5--ййи-, голо&ка jyyy a yxxvTAWTW.улхуу-ЯТ г ряуугг.уу ту уттутуту: ; ч-у т
