1
(21)4722627/04
(22)26.07.89
(46) 23.08.91. Бюл. № 31 (72) П.П. Челпанов, Н.П. Швец, Ф.И. Ламекин, Б.В. Павлов, B.C. Сичень и В.А. Зайцев
(53)621.892:621.7.016.2 (088.8)
(56)Авторское свидетельство СССР № 510502, кл. С 10 Н 125/10, 1974.
Авторское свидетельство СССР № 696047, кл. С 10 М 173/02, 1979.
(54)CI1A3KA ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
(57)Изобретение относится к смазочным составам, в частности к смазке для горячей обработки металлов давлением. О целью повышения смазочных свойств и качества обработки поверхности смазка имеет следующее соотношение компонентов в -смазке, мас.%: глина огнеупорная 3-4, борная кислота 1-2, аэросил 2-3, стеклопорошок 58-62; вода - остальное при следующем содержании окисей металлов в стеклопорошке, мас.%: двуокись титана 21,0-22,0; трехокись бора 6,5- 7,5; трехокись алюминия 4,5-5,0; окись калия 11,0-11,5; окись натрия 19;5-20,5; окись лития 2,5-3,5; двуокись олова 5,0-5,5; окись кобальта 0,5-1,0; окись кремния- остальное. Применение новой смазки обеспечивает качество обоабатьгеаемой поверхности деталей после деформации на уровне состояния поставки, увеличение срока штампа до зачистки в 2 раза, глубину вытяжки за один переход до 37 мм. Смазка самоскалывается после охлаждения, поверхность образца гладкая, блестящая, неокисленная, стойкость штампа при этом повышается в 1,7-2,0 раза. 3 табл.
5
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая смазка для горячей обработки металлов давлением | 1988 |
|
SU1616979A1 |
| Смазка для горячего гидропрессования металлов | 1983 |
|
SU1113403A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ | 1993 |
|
RU2087450C1 |
| КОМПОЗИЦИЯ СМАЗОЧНОГО СРЕДСТВА ДЛЯ ЗАГОТОВОК ПРИ ГОРЯЧЕЙ ОБРАБОТКЕ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1996 |
|
RU2153525C2 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1972 |
|
SU352934A1 |
| Термостойкая смазка для стекольной формы | 1986 |
|
SU1388392A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1994 |
|
RU2068874C1 |
| ЭМАЛЕВЫЙ ШЛИКЕР ДЛЯ БЕЗГРУНТОВОГО ПОКРЫТИЯ | 1996 |
|
RU2116271C1 |
| Смазка для горячей обработки металлов | 1980 |
|
SU883161A1 |
Изобретение относится к смазочным составам, в частности к смазке для горячей обработки металлов давлением. С целью повышения смазочных свойств и качества обработанной поверхности, смазка имеет следующее соотношение компонентов в смазке, мас.%: глина огнеупорная 3 - 4, борная кислота 1 - 2, аэросил 2 - 3, стеклопорошок 58 - 62, вода - остальное при следующем содержании окисей металлов в стеклопорошке, мас.%: двуокись титана 21,0 - 22,0, трехокись бора 6,5 - 7,5, трехокись алюминия 4,5 - 5,0, окись калия 11,0 - 11,5, окись натрия 19,5 - 20,5, окись лития 2,5 - 3,5, двуокись олова 5,0 - 5,5, окись кобальта 0,5 - 1,0, окись кремния - остальное. Применение новой смазки обеспечивает качество обрабатываемой поверхности деталей после деформации на уровне состояния поставки, увеличение срока службы штампа до зачистки в 2 раза глубину вытяжки за один переход до 37 мм. Смазка самоскалывается после охлаждения, поверхность образца гладкая, блестящая, неокисленная, стойкость штампа при этом повышается в 1,7 - 2,0 раза. 3 табл.
Изобретение относится к смазкам для горячей обработки давлением титановых сплавов, применяемых в авио- и машиностроении, например, для вытяжки деталей сложной формы.
Целью изобретения является повышение смазочных свойств и качества обработанной поверхности.
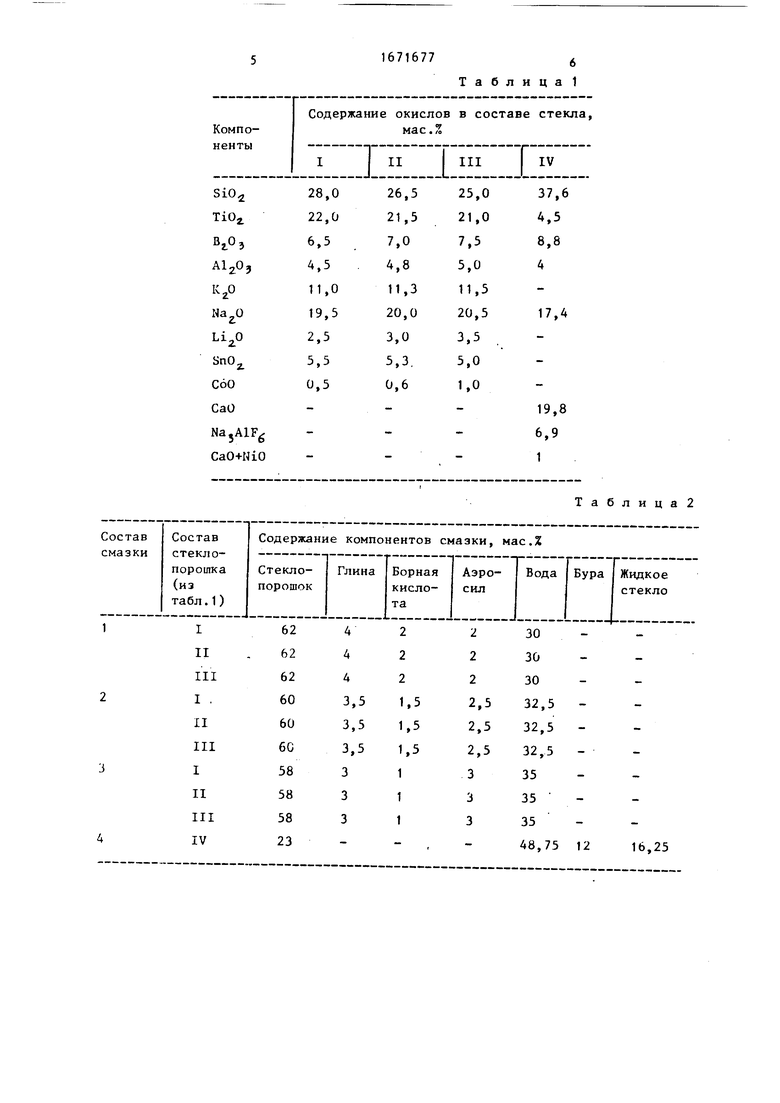
Для приготовления смазок используют стеклопорошок, содержащий дву;- окись титана TiO трехокись бора В,0д, трехокись алюминия , окись калия К20, окись ьатрия Na20, окись лития , двуокись олова
SnO, окись кобальта СоО и окись кремния Si02,
Бурой, селитрой натриевой, поташом и содой кальцинированной введены, окислы БЗ.ОЗ, и КгО, углекислым литием Li-О, песком кварцевым SiO.. Селитра натриевая выполняет функцию окислителя шихты при варке стекла.
Шихтовые материалы перед взятием навесок и загрузкой в тигель измельчают до частиц размером 0,1-0,5 мм и тщательно перемешивают. Стекло ва- рят в шамотных тиглях, в шахтных
& |
ОЭ
sj Kj
электропечах при 1200+20°С, готовность которого определяют по вытянутой нити (не должно быть узелков) и по лепешке, излом которой должен быть блестящим и гладким.
Выработку стекла проводят методом сухой грануляции на водоохлаждаемых вальцах. Дробление гранулята стекла проводят в металлической матрице, снабженной пуансоном, на ручном прессе до размера частиц 0,1-0,3 мм.
Составы стеклопорошка приведены в табл.1 (там же приведен состав стеклопорошка4, используемого в известной смазке). .
Просеянный стеклопорошок, глину огнеупорную, борную кислоту, аэросил и воду отвешивают согласно рецепту и загружают в фарфоровый барабан, в котором проводят мокрый помол фарфоровыми шарами до размера частиц 15- 50 мк. Полученную смазку выстаивают в течение суток.
Составы предлагаемой и известной смазки приведены в табл.2.
Одним из критериев положительной оценки технологичности предлагаемой смазки является ее самоудаление пос- ле охлаждения детали путем самоскалывания, которое обусловлено оптимальным содержанием ингредиентов в смазке и окислов в стекле.
Испытание смазки проводят на образцах из титанового сплава марки ВТ-14. Образец перед нагревом покрывают смазкой известным способом (окунанием, кистью, пульверизацией) и после высыхания проводят ее оплавление в камерной печи типа Н-30 при 750420°С в течение 8-10 мин. Образец с оплавленной смазкой переносят в штамп, изготовленный из стали марки 5ХШ4, предварительно нагретый до 400°С, установленный на гидравлическом прессе марки ДЗТП-1000 т, и проводят деформацию образца, покрытого известной смазкой, за 6 переходов, с глубиной вытяжки по 25 мм с последующей зачисткой инструмента после деформации 200 шт деталей (налипание металла на инструмент), и на предлагаемой смазке - по 30т 37 мм за 4-5 переходов, с зачисткой инструмента после деформации 340- 400 шт деталей (незначительное налипание металла на инструмент).
5
0
5
0
5
0
5
0
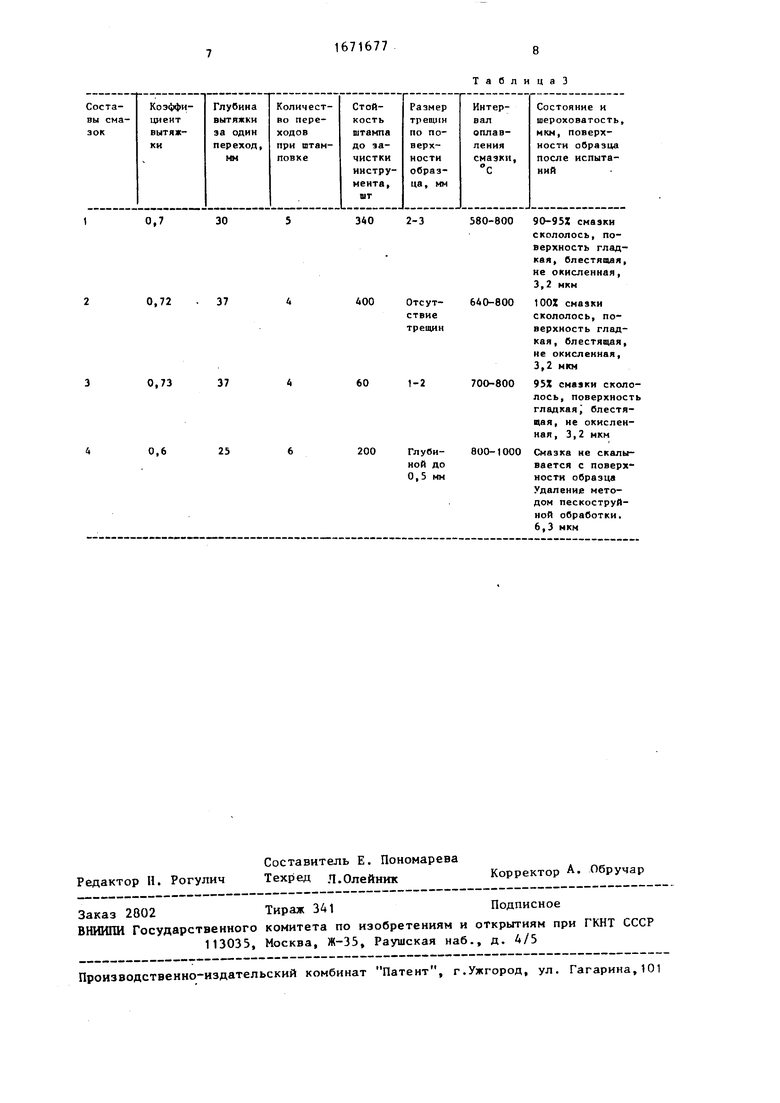
Свойства смазок приведены в табл.3.
Применение предлагаемой смазки обеспечивает качество обрабатываемой поверхности деталей после деформации на уровне состояния поставки, увеличение срока службы штампа до зачистки в 2 раза, глубину вытяжки за 1 переход до 37 мм, причем смазка самоскалывается после охлаждения, поверхность образца гладкая, блестящая не окисленная, стойкость штампа при этом повышается в 1,7-2 раза.
Из табл.3 следует, что химический состав стекла не оказывает заметного влияния на технологические параметры при деформации заготовок и на качество поверхности готовых деталей .
Формула изобретения
Смазка для горячей обработки металлов давлением, содержащая воду и стеклопорошок, включающий окись кремния, двуокись титана, трехокись бора, трехокись алюминия и окись натрия, отличающаяся тем, что, с целью повышения смазочных свойств и качества обработанной поверхности, смазка дополнительно содержит огнеупорную глину, борную кислоту, аэросил и содержнт стекло- порошок, дополнительно включающий окись калия, окись лития, двуокись олопа и окись кобальта, при следую- щем соотношении компонентов в смазке, мас.%:
Огнеупорная глина 3-4 Борная кислота 1-2 Аэросил2-3
Стеклопорошок 58-62 Вода Остальное
при следующем содержании окисей металлов в стеклопорошке, мас.%: Двуокись титана 21,0-22,0 Трехокись бора 6,5-7,5 Трехокись алюминия
5
Окись калия Окись натрия Окись лития Двуокись олова Окись кобальта Окись кремния
4,5-5,0
11,0-11,5
19,5-20,5
2,5-3,5
5,0-5,5
0,5-1,0
Остальное
Содержание окислов в составе стекла,
Компоненты
СаО
Na5AlF6
CaO+NiO
62 62 62 60 60 60 58 58 58 23
4
4
4
3,5
3,5
3,5
3
3
3
Таблица 1
ПИШИ
IV
19,8
6,9
1
Таблица2
5
5
5
2
2
2
2,5
2,5
2,5
3
3
3
30
30
30
32,5
32,5
32,5 35
35
35
48,75 12
16,25
0,7
30
0.72
37
0,73
37
0,6
25
ТаблицаЗ
2-3580-800 90-95Z смаэки
скололось, поверхность гладкая, блестящая, не окисленная, 3,2 мкм
Отсут- 640-800 100Z смазки
ствиескололось, потрещинверхность гладкая, блестящая, не окисленная,
1-2 700-800 95Х смаэки скололось, поверхность гладкая , блестящая, не окисленная, 3,2 мкм
Глуви- 800-1000 Смазка не скалы- ной довается с поверх0,5 ммности образца
Удаление методом пескоструйной обработки.
