16
6,
Ё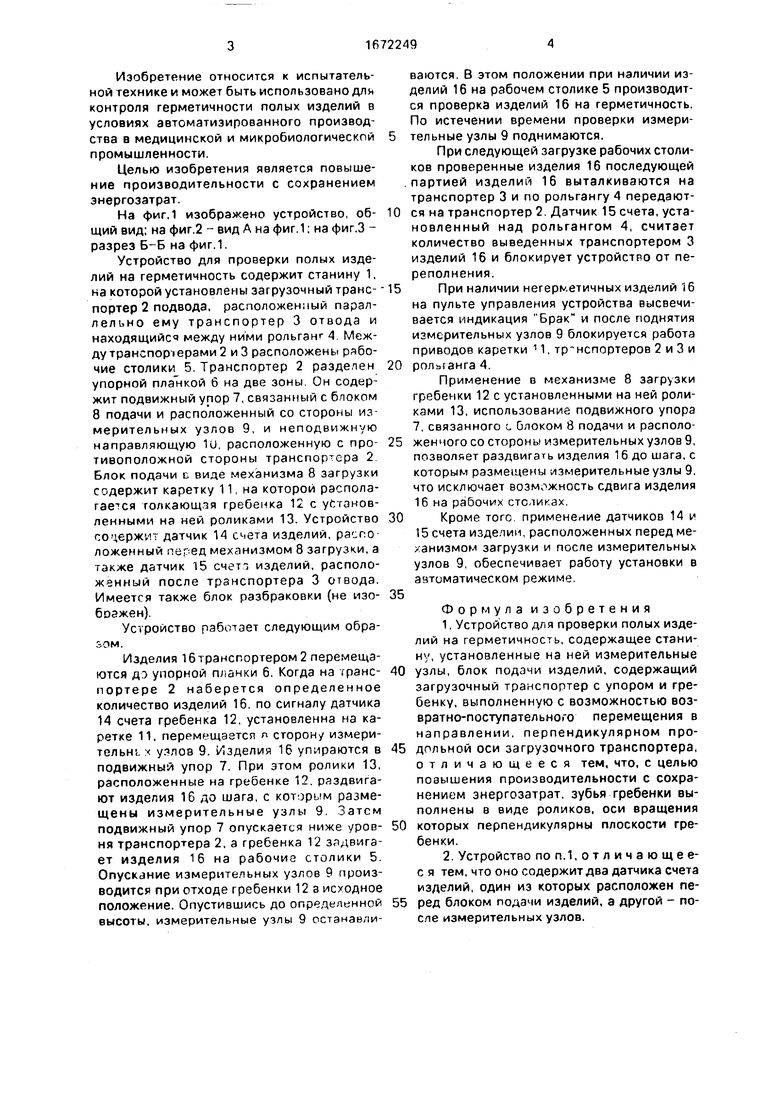
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой вальцовки | 1978 |
|
SU766725A1 |
| Устройство дл ориентированной укладки в тару кольцеобразных предметов | 1988 |
|
SU1555191A2 |
| Электрофотографический аппарат для контактного копирования микрофиш | 1985 |
|
SU1241180A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Автоматическое устройство загрузки колец | 1980 |
|
SU905299A1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| Устройство для укладки штучных изделий в тару | 1986 |
|
SU1324929A1 |
| Устройство для сортировки полупроводниковых приборов по электрическим параметрам | 1980 |
|
SU1014072A1 |
| Автомат для контроля и сортировки деталей по размерам | 1972 |
|
SU471130A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
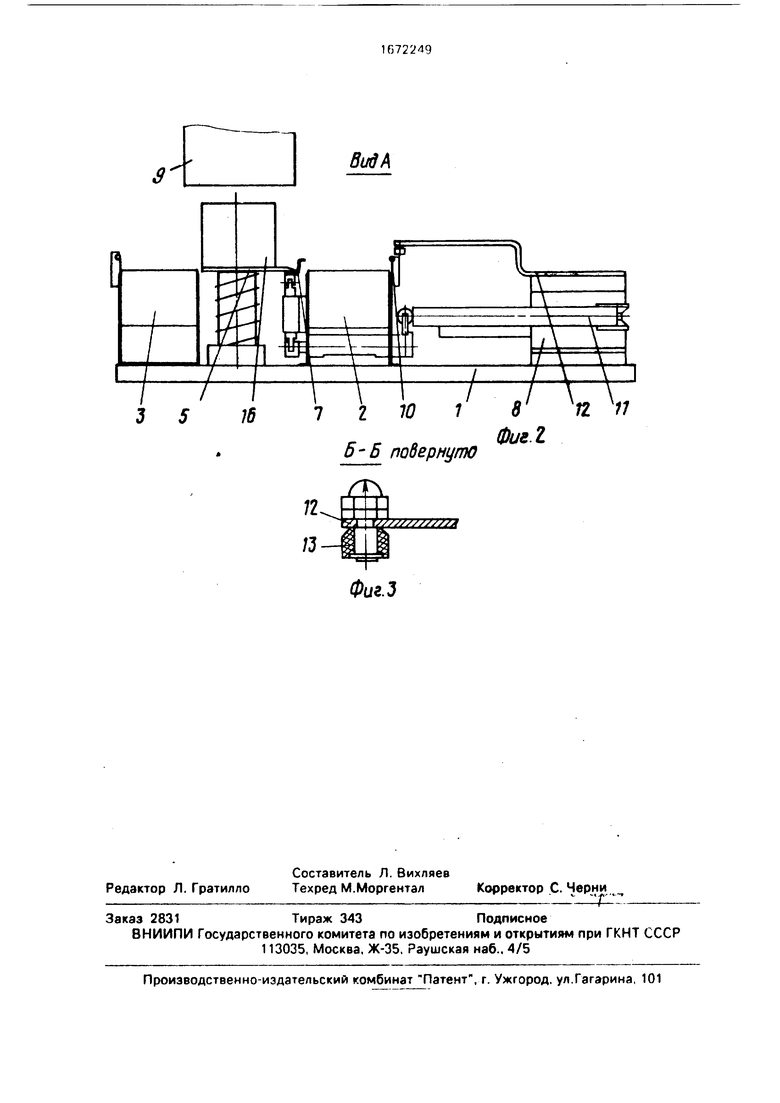
Изобретение относится к контролю герметичности полых изделий и позволяет повысить производительность с сохранением энергозатрат. На станине 1 установлены измерительные узлы 9, блок разбраковки и блок 8 подачи изделий, содержащий загрузочный транспортер 2 с упорной планкой 6 и гребенку 12, выполненную с возможностью возвратно-поступательного перемещения. Зубья гребенки 12 выполнены в виде роликов 13. Имеются также датчики 14 и 15 счета изделий. Изделия подаются транспортером 2 до упорной планки 6. Затем гребенка 12 раздвигает изделия до шага измерительных узлов 9 и подает под них изделия. После контроля изделия снимаются транспортером 3 отвода. 1 з.п. ф-лы, 3 ил.
X
OOOQOOOOOOOOOO
7
Оч XI
ю ю
о
Изобретение относится к испытательной технике и может быть использовано для контроля герметичности полых изделий в условиях автоматизированного производства в медицинской и микробиологической промышленности.
Целью изобретения является повышение производительности с сохранением энергозатрат.
На фиг. 1 изображено устройство, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Устройство для проверки полых изделий на герметичность содержит станину 1, на которой установлены загрузочный транспортер 2 подвода, расположенный параллельно ему транспортер 3 отвода и находящийся между ними рольганг 4. Между транспорт ерами 2 и 3 расположены рабочие столики 5. Транспортер 2 разделен упорной планкой б на две зоны. Он содержит подвижный упор 7, связанный с блоком 8 подачи и расположенный со стороны измерительных узлов 9, и неподвижную направляющую 1U. расположенную с противоположной стороны транспортера 2 Блок подачи L виде механизма 8 загрузки содержит каретку 11, на которой располагаемся голкающзя гребенка 12 с установленными на ней роликами 13. Устройство со держит датчик 14 сиета изделий, расположенный перед механизмом 8 загрузки, а также датчик 15 счетт изделий, расположенный после транспортера 3 отвода. Имеется также блок разбраковки (не изображен).
Устройство работает следующим обраSOM.
Изделия 16 транспортером 2 перемещаются дэ упорной планки 6. Когда на транспортере 2 наберется определенное количество изделий 16, по сигналу датчика 14 счета гребенка 12, установление на каретке 11, перемещается п сторону измерительна х узлов 9. Изделия 16 упираются в подвижный упор 7. При этом ролики 13, расположенные на гребенке 12. раздвигают изделия 16 до шага, с которым размещены измерительные узлы 9. Затем подвижный упор 7 опускается ниже уровня транспортера 2, а гребенка 12 задвигает изделия 16 на рабочие столики 5. Опускание измерительных узлов 9 производится при отходе гребенки 12 з исходное положение. Опустившись до определенной высоты, измерительные узлы 9 останавливаются. В этом положении при наличии изделий 16 на рабочем столике 5 производится проверка изделий 16 на герметичность. По истечении времени проверки измерительные узлы 9 поднимаются.
При следующей загрузке рабочих столиков проверенные изделия 16 последующей .партией изделий 16 выталкиваются на транспортер 3 и по рольгангу 4 передаются на транспортер 2. Датчик 15 счета, установленный над рольгангом 4, считает количество выведенных транспортером 3 изделий 16 и блокирует устройстро от переполнения.
При наличии негер етичных изделий 16
на пульте управления устройства высвечивается индикация Брак и после поднятия измерительных узлов 9 блокируется работа приводов каретки 11,тр-нспортеров 2 и 3 и
рольганга 4.
Применение в механизме 8 загрузки гребенки 12 с установленными на ней роликами 13, использование подвижного упора 7, связанного с блоком 8 подачи и расположенного со стороны измерительных узлов 9, позволяет раздвигать изделия 16 до шага, с которым размещены измерительные узлы 9. что исключает возможность сдвига изделия 16 на рабочих столиках.
Кроме тоге, применение датчиков 14 и
15 счета изделии, расположенных перед механизмом загрузки и после измерительных узлов 9, обеспечивает работу установки в автоматическом режиме.
Формула изобретения
узлы, блок подачи изделий, содержащий загрузочный транспортер с упором и гребенку, выполненную с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном продольной оси загрузочного транспортера, отличающееся тем, что, с целью повышения производительности с сохранением энергозатрат, зубья гребенки выполнены в виде роликов, оси вращения
которых перпендикулярны плоскости гребенки.
Buff A
35 15 1 Ю Т В1 и И
г г 0ьв-2
0-0 подернуто
72
Фиг.З
| Стенд для проверки полых изделий на герметичность | 1987 |
|
SU1465729A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
