(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ ОБРАЗЦОВ В ВИДЕ ПЛОСКИХ ПЛАСТИН С ОСТАТОЧНЫМИ СВАРОЧНЫМИ НАПРЯЖЕНИЯМИ НА КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ | 1991 |
|
RU2019816C1 |
| Состав сварочной проволоки | 1982 |
|
SU1073050A1 |
| СПОСОБ ИСПЫТАНИЯ ТРУБ НА КОРРОЗИОННУЮ СТОЙКОСТЬ | 2008 |
|
RU2368888C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ НА ОСНОВЕ НИКЕЛЯ ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ ЖАРОПРОЧНЫХ СПЛАВОВ | 2013 |
|
RU2679503C2 |
| Состав порошковой проволоки | 1979 |
|
SU812486A1 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2012 |
|
RU2613006C2 |
| Способ сварки стальных конструкций | 1990 |
|
SU1738537A1 |
| СВАРНОЕ СОЕДИНЕНИЕ, ОБРАЗОВАННОЕ МЕТАЛЛОМ СВАРНОГО ШВА НА ОСНОВЕ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ СВАРИВАНИЯ СТАЛЬНОГО ЛИСТА, ИМЕЮЩЕГО ПОКРЫТИЕ ИЗ СПЛАВА НА ОСНОВЕ ЦИНКА | 2006 |
|
RU2410221C2 |
Изобретение относится к испытаниям сварных соединений. Цель изобретения - снижение материалоемкости. Способ испытания образцов в виде плоских пластин с остаточными сварочными напряжениями на коррозионное растрескивание заключается в том, что на образце выполняют пересекающиеся сварные швы по направлению от периферии к центру сварочными материалами различных систем легирования. За рабочую зону принимают участки сварных швов до места ограниченного площадью окружности, описанной относительно квадрата со стороной, равной ширине шва. Образец выдерживают в коррозионной среде и определяют время до появления трещин, по которому судят об устойчивости образца к коррозионному растрескиванию. 1 ил.
Изобретение относится к испытаниям сварных соединений.
Целью изобретения является снижение материалоемкости
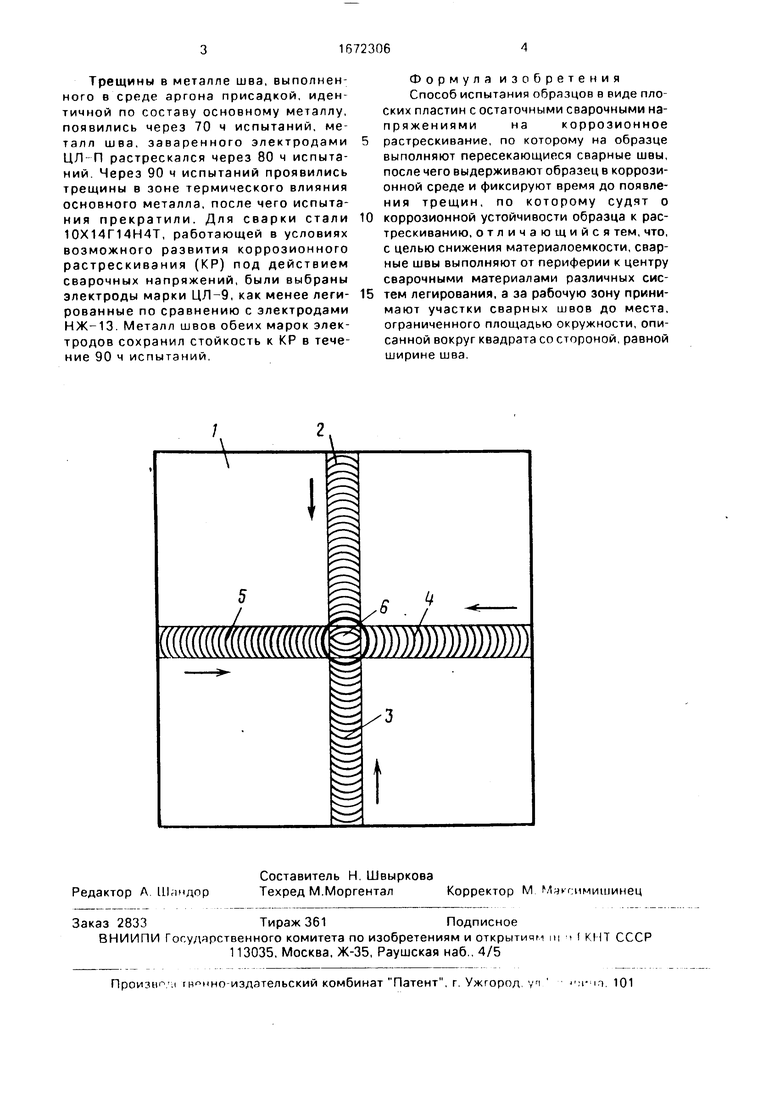
На чертеже представлена схема испытуемого образца
Способ заключается в том, что на образце выполняют пересекающиеся сварные швы по направлению от периферии к центру сварочными материалами различных систем легирования За рабочую зону принимают участки сварных швов до места, ограниченного площадью окружности описанной относительно квадрата, со стороной, равной ширине шва. Образец выдерживают в коррозионной среде и определяют время до появления трещин, по которому судят об устойчивости образца к коррозионном/ растрескиванию.
Способ осуществляют следующим образом.
На плоском образце 1 выполняют от периферии к центру четыре шва 2, 3, 4, 5 сварочными материалами различных систем легирования и выдерживают образец в коррозионной среде, а при контроле появления трещин зону 6 в месте пересечения сварных швов во внимание не принимают.
На образцах из стали 10Х14Г14Н4Т был выполнен крестообразный шов, четыре составляющих которого были заварены электродами марок ЦЛ П(ТИПЭ-08Х20Н9Г2Б), ЦЛ-9(ТИП Э-09Х25Н13Г2Б)и НЖ-13П ИП Э-09Х19Н10Г2М2Ь), а также в среде аргона латшой из стали 10Х14П4Н4Т.
Образец подвергали испытаниям в MgCI при температ/пе кипения.
О
VI
Ю СА) О ON
Трещины в металле шва, выполненного в среде аргона присадкой, идентичной по составу основному металлу, появились через 70 ч испытаний, металл шва, заваренного электродами растрескался через 80 ч испытаний. Через 90 ч испытаний проявились трещины в зоне термического влияния основного металла, после чего испытания прекратили. Для сварки стали 10Х14Г14Н4Т, работающей в условиях возможного развития коррозионного растрескивания (КР) под действием сварочных напряжений, были выбраны электроды марки ЦЛ-9, как менее легированные по сравнению с электродами НЖ-13. Металл швов обеих марок электродов сохранил стойкость к КР в течение 90 ч испытаний.
Формула изобретения Способ испытания образцов в виде плоских пластин с остаточными сварочными на- пряжениями на коррозионное
растрескивание, по которому на образце выполняют пересекающиеся сварные швы, после чего выдерживают образец в коррозионной среде и фиксируют время до появления трещин, по которому судят о
коррозионной устойчивости образца к растрескиванию, отличающийся тем, что, с целью снижения материалоемкости, сварные швы выполняют от периферии к центру сварочными материалами различных сиетем легирования, а за рабочую зону принимают участки сварных швов до места, ограниченного площадью окружности, описанной вокруг квадрата со стороной,равной ширине шва.
| Стеклов О И | |||
| Прочность сварных конструкций в агрессивных средах -М Машиностроение, 1976, с 50. |
