Известны снособы дуговой сварки листовых изделий малых толщин с отбортовкой кромок, при котором отбортованные кромки перед сваркой выравнивают для устранения зазора между ними.
Описываемый способ дуговой сварки повышает качество сварного соединения при сварке изделий малых толщин, например металлической ленты толщиной 45 /и/с. Особенность его состоит в том, что выравииванне отбортованных кромок производят двойным перегибом их с последующей фиксацией путем оплавления верхней части кромок, после чего производят сварку.
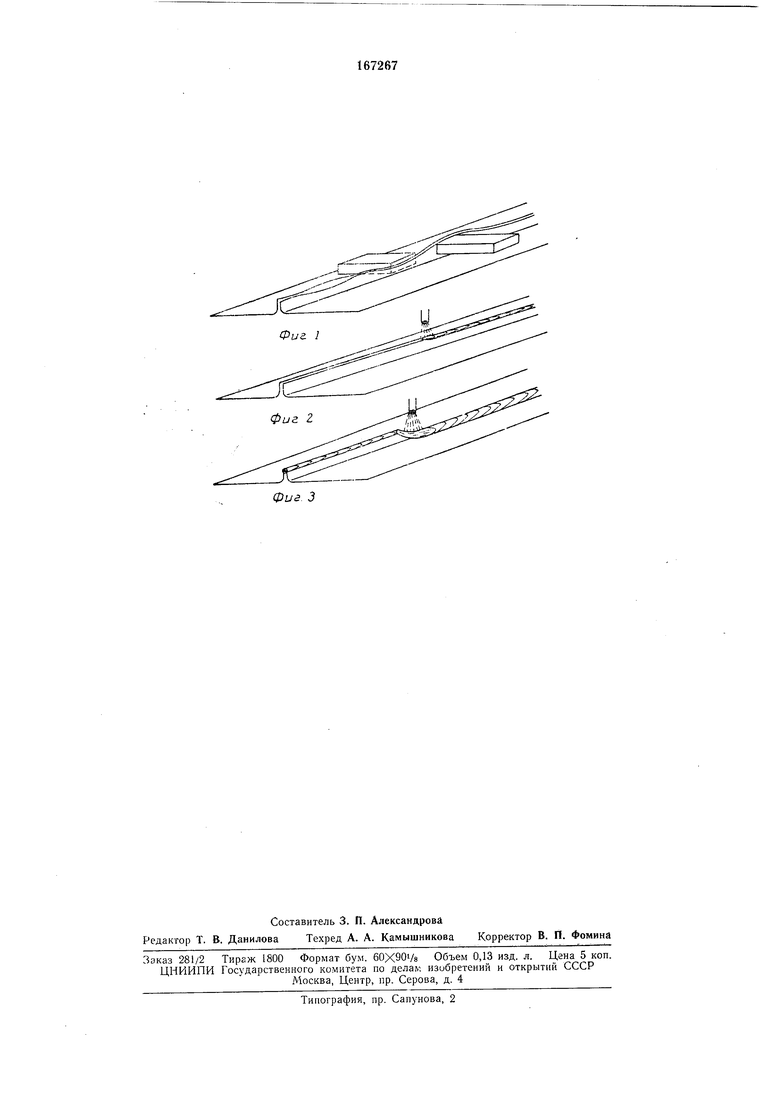
Фиг. 1, 2 и 3 поясняют описываемый способ, осунхестБляемый следующим образом.
Перед сваркой производят уплотнение соединения двойным перегибом отбортованных кромок (фиг. 1). В результате этой операции отбортованные кромки прилегают одна к другой, оставаясь прямолинейными по всей длиие.
Уплотнение соединения путем двойного перегиба кромок можно осуществлять в процессе сварки перед движущимся относительно изделия источником тепла. Для этого сварочную головку нужно оснастить двумя правильными ползунами или роликами, с помощью которых ,ествляют двойной перегиб кромок.
Для предотвращения появления зазоров соединение фиксируют в уплотненном состоянии, оплавляя вершину отбортованных кромок маломощным источником тенла (фиг. 2). При сварке этого валика кромки разогреваются минимально и коробление практически исключено.
Благодаря оплавлению вершины кромкн жестко связаны друг с другом, что нредотвращает ноявление зазоров в соединении при последующем полном расплавлении отбортовки. После сварки получают стыковой шов (фиг. 3).
Сварку тонколистовых материалов с фиксацией отбортованного соединения можно выполнять или одной сварочной головкой в два прохода, или двумя сварочными головками, движущимися одна за другой.
Предмет изобретения
Способ дуговой сварки листовых изделий малых толщин с отбортовкой кромок, нри котором отбортованные кромкн перед сваркой выравнивают для устранения зазора ними, отличающийся тем, что, с целью повышения качества сварного соединения, выравнивание кромок производят двойным перегибом их с последующей фиксацией путем оплавления верхней части кромок, после чего производят сварку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛИСТОВЫХ ДЕТАЛЕЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1992 |
|
RU2031762C1 |
| Способ дуговой сварки неплавящимся электродом | 1980 |
|
SU941066A1 |
| Способ сварки плавлением | 1977 |
|
SU662298A1 |
| Способ высокочастотной сварки давлением и устройство для его осуществления | 1977 |
|
SU737163A1 |
| Способ сварки плавлением | 1977 |
|
SU721281A1 |
| Способ дуговой сварки стыковых швов тонколистовых элементов | 1985 |
|
SU1301615A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЛИСТОВЫХ КОНСТРУКЦИЙ ИЗ МОЛИБДЕНА ИЛИ ЕГО СПЛАВОВ | 2013 |
|
RU2544763C2 |
| Способ высокочастотной сварки | 1980 |
|
SU912443A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |