Изобретение относится к весоизмерительной технике, в частности к устройствам для сортировки грузов по весу
Цель изобретения - повышение точности измерения и расширение технологических возможностей.
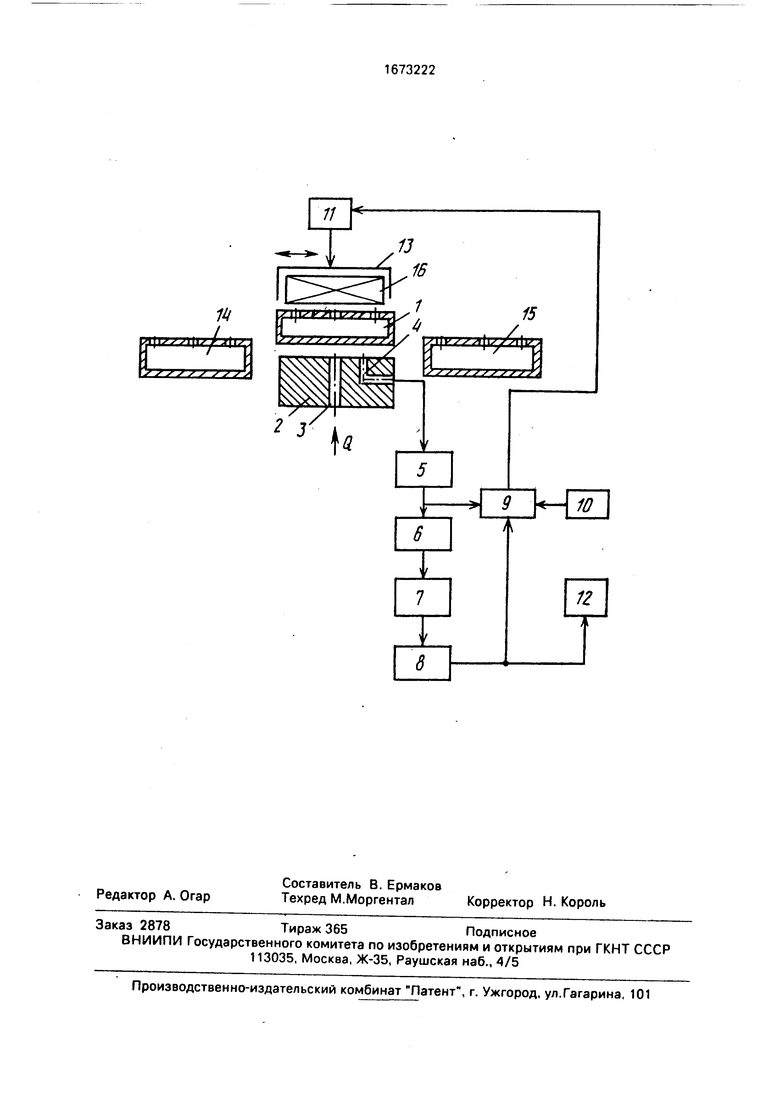
На фиг.1 изображена схема устройства для сортировки штучных изделий.
Устройство содержит пневмоконвейер, снабженный подвижным участком 1, расположенным над несущей платформой 2, в которой выполнены питающее отверстие 3 и измерительное отверстие 4, датчик 5 давления, дифференциатор 6, схему 7 выделения огибающей, компаратор 8, блок 9 сравнения, блок 10 задания, исполнительный механизм 11 отбраковки, исполнительный механизм 12 подачи грузов и его рабочий орган 13. На схеме обозначены также пневмоконвейер 14 для изделий с недовесом и пневмоконвейер 15 для изделий с перевесом. Груз обозначен позицией 16. Движение изделий происходит в направлении, перпендикулярном плоскости чертежа
В статическом состоянии участок 1 пневмоконвейера лежит на воздушной прослойке над несущей платформой 2. Сигнал от датчика 5 поступает на дифференциатор 6 и блок 9 сравнения. Так как сигнал от датчика постоянен, то на выходе дифферен( V|
СО
ю
ND ГО
циатора нет сигнала и блок 9 сравнения открыт. Па выходе блока 9 сравнения сигнала нет.
Устройство работает следующим образом.
Груз заходит на участок пневмоконвей- ера 1 и за счет динамического воздействия выводит его из состояния равновесия. Колебания пневмоконвейера 1 воспринимаются воздушной прослойкой, созданной между пневмоконвейером и платформой 2, давление в которой измеряется датчиком 5. Сигнал с датчика 5 поступает на вход дифференциатора 6, который дифференцирует сигнал. Даллр схема 7 выделяет ггиба- ющую затухающего сигнала. В случае, если сигнал от схемы 7 больше порога срабатывания компаратора 8. последний закрывает блок 9 сравнения и сравнение не производится. Как только сигнал от схемы 7 станет меньше порога срабатывания компаратора 8, последний открывает блок 9 сравнения и подает сигнал на исполнительный механизм 12 подачи грузов. Блок 9 производит сравнение сигналов от датчика 5 и блока 10 задания номинального веса. В случае перевеса или недовеса блок 9 вырабатывает импульс на управляющий вход исполнительного механизма отбраковки 11 - положительный, если перевес, и отрицательный, если недовес. Исполнительный механизм 11 по этому импульсу переводит груз на соответствующий пневмоконвейер 14 (если недовес) или 15 (если перевес).
Если вес груза в норме, то блок 9 импульс не вырабатывает и груз 16 проходит дальше по этому пневмокинвейеру.
По сигналу от компаратора 8 исполнительный механизм 12 подачи грузов подает следующий груз на отбраковку. В промежуток времени между отбраковкой и подачей следующего груза блок 9 сравнение не производит, так как участок 1 пневмоконвейера после схода груза совершает затухающие
колебания и блок 9 сравнения закрыт, Порог срабатывания компаратора 8 выбирают в зависимости от необходимой точности и быстродействия измерений веса груза. Формула изобретения
Устройство для сортировки штучных изделий, содержащее пневмоконвейер, снабженный подвижной частью, датчик параметра контролируемого изделия, выходом соединенный с первым входом блока
формирования управляющего сигнала, блок задания, выходом соединенный с вторым входом блока формирования управляющего сигнала, выходом подключенного к входу исполнительного механизма сортировки, и
исполнительный механизм подачи изделий, отличающееся тем, что, с целью повышения точности измерения и расширения технологических возможностей, в него введены дифференциатор, схема выделения огибающей затухающего сигнала и ком- паратор,подвижныйучасток
пневмоконвейера размещен над несущей платформой, в которой выполнены питающее и измерительное отверстия, в качестве
датчика параметра контролируемого изделия используют датчик давления, пневмати- чески связанный с измерительным отверстием несущей платформы и электрически дополнительно подключенный через
последовательно соединенные дифференциатор, схему выделения огибающей затухающего сигнала и компаратор с третьим вводом блока формирования управляющего сигнала и с входом исполнительного мехапизма подачи изделия.

| название | год | авторы | номер документа |
|---|---|---|---|
| Контрольно-весовой автомат для отбраковки штучных грузов различной конфигурации | 1972 |
|
SU482632A1 |
| Контрольно-весовое устройство для отбраковки штучных грузов | 1979 |
|
SU859826A1 |
| Устройство автоматического регулирования дозатора | 1988 |
|
SU1560984A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ОТБРАКОВКИ ПРЕДМЕТОВ ПО ВЕСУ | 1967 |
|
SU214839A1 |
| Конвейерные весы | 1986 |
|
SU1448215A1 |
| Автомат для контроля и сортировки деталей | 1986 |
|
SU1377160A1 |
| Устройство для отбраковки штучных материалов,вес которых лежит за пределами допускаемых отклонений | 1948 |
|
SU90339A1 |
| Автоматический питатель раздатчика кормов | 1986 |
|
SU1445651A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПРОЧНОСТИ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2170920C2 |
| Способ определения массы груза | 1990 |
|
SU1763898A1 |
Изобретение относится к области весоизмерительной техники, в частности к устройствам для сортировки грузов по весу, и позволяет повысить точность сортировки и расширить технологические возможности. Устройство содержит грузоприемную платформу, выполненную в виде подвижного участка пневмоконвейера и расположенную над питающим и измерительным отверстиями несущей платформы, а блок измерения веса и управления механизмами подачи и отбраковки грузов содержит датчик давления, дифференциатор, схему выделения огибающей, компаратор, блок сравнения и блок задания, при этом чувствительный элемент датчика связан с измерительным отверстием, выход датчика - с входом дифференциатора и одним измерительным входом блока сравнения, другой измерительный вход которого соединен с выходом блока задания, выход дифференциатора связан с управляющим входом блока сравнения через последовательно соединенные схему выделения огибающей и компаратор, кроме того, выход блока сравнения соединен с управляющим входом исполнительного механизма отбраковки, а управляющий вход исполнительного механизма подачи грузов связан с выходом компаратора, причем рабочий орган исполнительного механизма отбраковки расположен над грузоприемной платформой и имеет П-образный профиль. 1 ил.
| Способ бесконтактного контроля массы движущихся изделий | 1984 |
|
SU1281912A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
