Вид А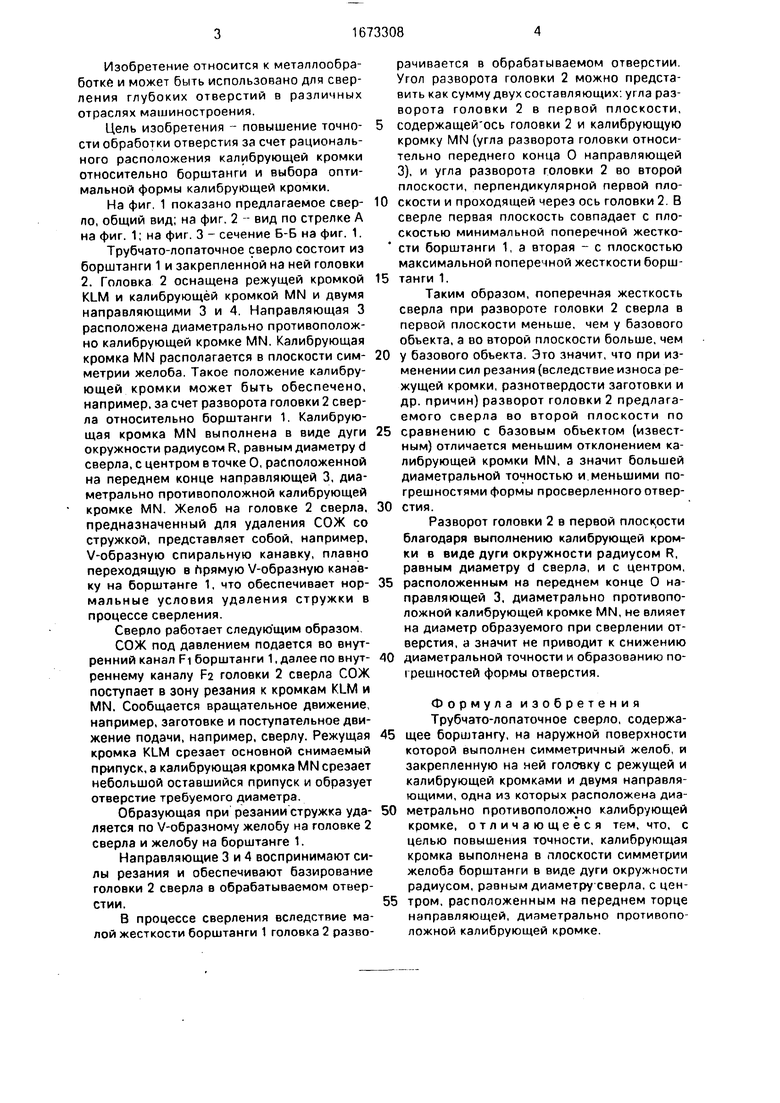
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2101141C1 |
| СВЕРЛИЛЬНАЯ ГОЛОВКА ИНСТРУМЕНТА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ, В ЧАСТНОСТИ, ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ ПО ТЕХНОЛОГИИ ВТА, И ИНСТРУМЕНТ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 2011 |
|
RU2570269C2 |
| Эжекторное сверло | 1982 |
|
SU1077718A1 |
| Способ заточки задних поверхностей сверл | 1988 |
|
SU1668109A1 |
| Эжекторное сверло | 1980 |
|
SU933296A1 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| Инструмент для обработки глубоких отверстий | 1980 |
|
SU933295A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЖУЩЕЙ ЧАСТИ СВЕРЛА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ И СВЕРЛО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156180C2 |
| Эжекторное сверло | 1983 |
|
SU1111851A1 |
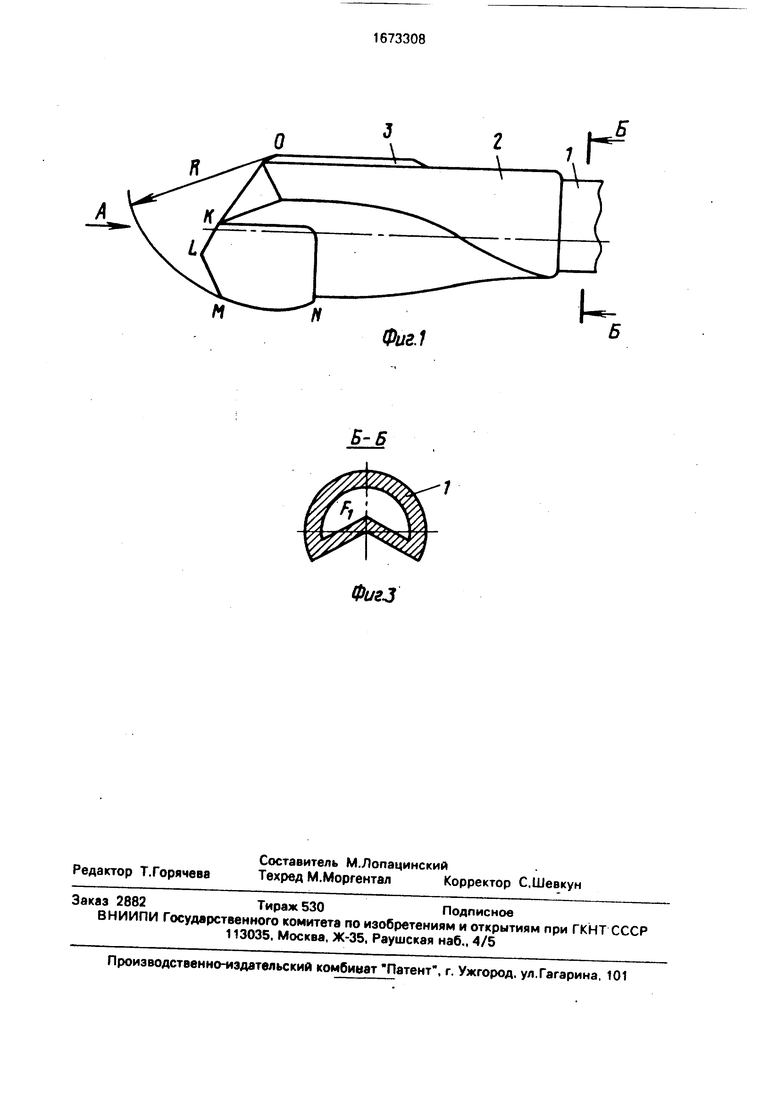
Изобретение относится к металлообработке и может быть использовано при сверлении глубоких отверстий. Цель изобретения - повышение точности обработки отверстия за счет рационального расположения калибрующей кромки относительно борштанги и выбора оптимальной формы калибрующей кромки. Головка 2 оснащена режущей кромкой KLM, калибрующий кромкой MN и двумя направляющими 3 и 4. Кромка MN располагается в плоскости симметрии желоба и выполнена в виде дуги окружности радиусом R, равным диаметру D сверла, с центром в точке O, расположенной на переднем конце направляющей. Желоб предназначен для удаления СОЖ со стружкой. В процессе работы при изменении сил резания разворот головки будет с меньшим отклонением кромки MN, т.е. большей диаметральной точностью и меньшими погрешностями формы просверленного отверстия. 3 ил.
Фиг. 2
О VI
СлЗ
со
о
сю
-ц
Изобретение относится к металлообработке и может быть использовано для сверления глубоких отверстий в различных отраслях машиностроения.
Цель изобретения - повышение точности обработки отверстия за счет рационального расположения калибрующей кромки относительно борштанги и выбора оптимальной формы калибрующей кромки.
На фиг, 1 показано предлагаемое сверло, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1. Трубчато-лопаточное сверло состоит из борштанги 1 и закрепленной на ней головки 2. Головка 2 оснащена режущей кромкой KLM и калибрующей кромкой MN и двумя направляющими 3 и 4. Направляющая 3 расположена диаметрально противоположно калибрующей кромке MN. Калибрующая кромка MN располагается в плоскости симметрии желоба. Такое положение калибрующей кромки может быть обеспечено, например, за счет разворота головки 2 сверла относительно борштанги 1. Калибрующая кромка MN выполнена в виде дуги окружности радиусом R, равным диаметру d сверла, с центром в точке О, расположенной на переднем конце направляющей 3, диаметрально противоположной калибрующей кромке MN. Желоб на головке 2 сверла, предназначенный для удаления СОЖ со стружкой, представляет собой, например, V-образную спиральную канавку, плавно переходящую в прямую V-образную канавку на борштанге 1, что обеспечивает нормальные условия удаления стружки в процессе сверления.
Сверло работает следующим образом, СОЖ под давлением подается во внутренний канал FI борштанги 1, далее по внутреннему каналу F2 головки 2 сверла СОЖ поступает в зону резания к кромкам KLM и MN. Сообщается вращательное движение, например, заготовке и поступательное движение подачи, например, сверлу. Режущая кромка KLM срезает основной снимаемый припуск, а калибрующая кромка MN срезает небольшой оставшийся припуск и образует отверстие требуемого диаметра.
Образующая при резании стружка удаляется по V-образному желобу на головке 2 сверла и желобу на борштанге 1.
Направляющие 3 и 4 воспринимают силы резания и обеспечивают базирование головки 2 сверла в обрабатываемом отверстии.
В процессе сверления вследствие малой жесткости борштанги 1 головка 2 разворачивается в обрабатываемом отверстии. Угол разворота головки 2 можно представить как сумму двух составляющих: угла разворота головки 2 в первой плоскости,
содержащей ось головки 2 и калибрующую кромку MN (угла разворота головки относительно переднего конца О направляющей 3), и угла разворота головки 2 во второй плоскости, перпендикулярной первой пло0 скости и проходящей через ось головки 2. В сверле первая плоскость совпадает с плоскостью минимальной поперечной жесткости борштанги 1, а вторая - с плоскостью максимальной поперечной жесткости борш5 танги 1.
Таким образом, поперечная жесткость сверла при развороте головки 2 сверла в первой плоскости меньше, чем у базового объекта, а во второй плоскости больше, чем
0 у базового объекта. Это значит, что при изменении сил резания (вследствие износа режущей кромки, разнотвердости заготовки и др. причин)разворот головки 2 предлагаемого сверла во второй плоскости по
5 сравнению с базовым объектом (известным) отличается меньшим отклонением калибрующей кромки MN, а значит большей диаметральной точностью и меньшими погрешностями формы просверленного отвер0 стия.
Разворот головки 2 в первой плоскости благодаря выполнению калибрующей кромки в виде дуги окружности радиусом R, равным диаметру d сверла, и с центром,
5 расположенным на переднем конце О направляющей 3, диаметрально противоположной калибрующей кромке MN, не влияет на диаметр образуемого при сверлении отверстия, а значит не приводит к снижению
0 диаметральной точности и образованию по- i решностей формы отверстия.
Формула изобретения Трубчато-лопаточное сверло, содержа5 щее борштангу, на наружной поверхности которой выполнен симметричный желоб, и закрепленную на ней головку с режущей и калибрующей кромками и двумя направляющими, одна из которых расположена диа0 метрально противоположно калибрующей кромке, отличающееся тем, что, с целью повышения точности, калибрующая кромка выполнена в плоскости симметрии желоба борштанги в виде дуги окружности радиусом, равным диаметру сверла, с цен5 тром, расположенным на переднем торце направляющей, диаметрально противоположной калибрующей кромке.
О
Фиг.1
ФигЗ
| Веремейчук И.С | |||
| Сплошное сверление глубоких отверстий | |||
| М.: Оборонгиз, 1940, с | |||
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
