Изобретение относится к области станкостроения и может быть использовано при обработке профиля кулачков распределительных валов автомобильных и тракторных двигателей. Известны станки подобного назначения, включающие связанные со станиной шпиндельные бабки с патронами для закрепления обрабатываемого вала, по обе стороны которого установлены фрезерные головки с приводами поперечного перемещения, связанными с кулачками эталонных деталей 1 Известные станки не позволяют достичь высокой производительности из-за малого количества режущих кромок у фрезы, число которых определяется шириной обрабатываемого кулачка, а следовательно, и диаметра фрезы. Торцовая поверхность фрезы не обеспечивает точности образования заданного криволинейного профиля обрабатываемого кулачка с цилиндрическойобразующей. Размещение фрезерных головок в корпусах без возможности изменения их расположения позволяет производить- обработку очень ограниченного количества типоразмеров валов. Известная компоновка не обеспечивает обработки валов с близко расположенными кулачками . Расположение направляющих станины в горизонтальной плоскости затрудняет сход и отвод стружки, а также усложняет обслуживание станка. С целью повышения производительности, точности обработки и расширения типоразмеров обрабатываемых валов в описываемом станке на станине выполиеиы опорные плоскости, расположенные под тупым углом друг к другу симметрично отиосительно горизонтальной плоскости, проходящей через ось обрабатываемого вала. На каждой опорной плоскости установлены шпиндельные бабки, по крайней мере, одна из которых установлена с возможностью продольногсшере мещения, и каретки. Каретки также имеют возможность продольного перемещения и несут фрезерные головки с фрезами, расположенными параллельно оси обрабатываемого вала. Одна из опорных плоскостей снабжена люнетом, опорные поверхности которого, под держивающие щейки обрабатываемого вала, размещены между фрезами.
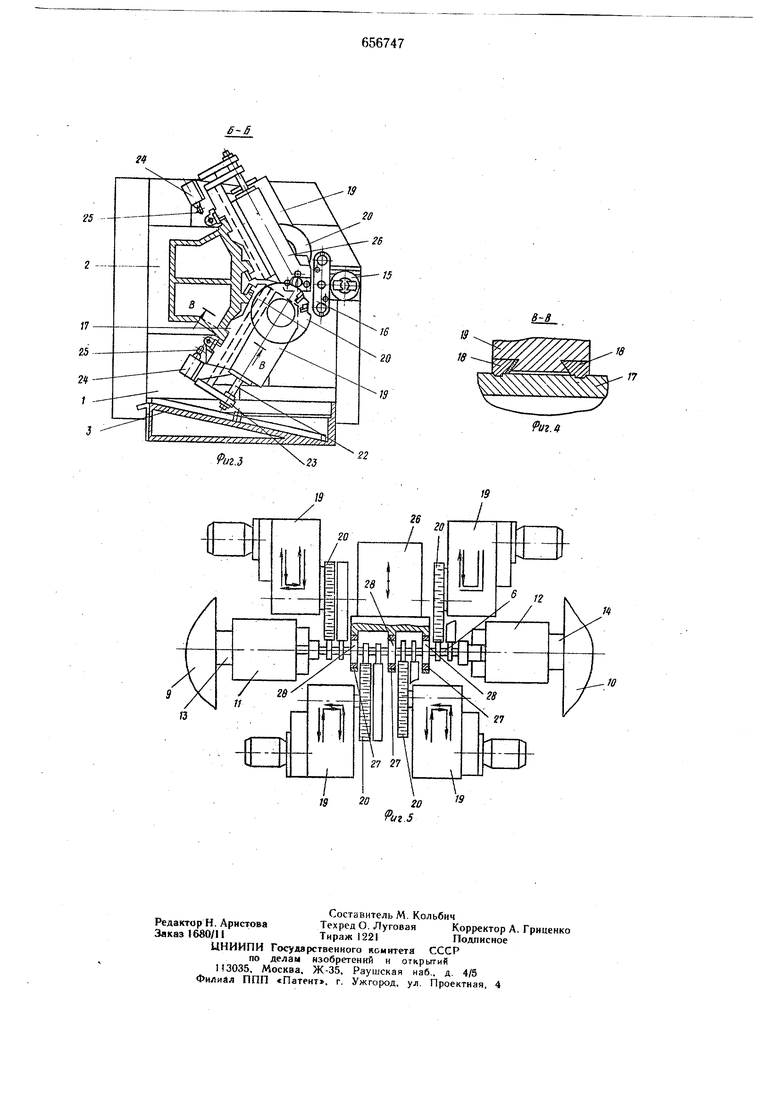
На фиг. 1 представлен общий вид станка; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. I; на фиг. 4 - сечение В-В на фиг. 3; на фиг. 5 -схема обрабатываемого вала.
Фрезерный станок для обработки профиля кулачков распределительных валов содержит две опорные стойки I, на которых жестко закреплена станина 2. Между стойками I под станиной 2 помещен стружкосборник 3. На станине 2 выполнены две опорные плоскости 4 и 5, расположенные под тупым углом друг к другу симметрично горизонтальной плоскости, проходящей через ось обрабатываемого вала 6. Каждая опорная плоскость снабжена парой направляющих: соответственно плоскость 4 - направляющими 7, а плоскость 5 - направляющими 8. На двух соседних направляющих опорных плocJ ocтяx 4 и 5 закреплены две щпиндельные бабки 9 и 10, причем одна из них (бабка 10) установлена с возможностью наладочных перемещений вдоль оси обрабатываемого вала 6, длиной которого определяется ее положение на станине 2. Обрабатываемый вал 6 укрепляется в патронах II и 12, установленных на щпинделях 13 и 14 щдиндельных бабок 9 и 10. Для перегрузки вала 6 на рабочей позиции в патроны 15 загрузочной позицни на станке предусмотрены поворотные автооператоры 16 с двумя захватами. В направляк щих 7 и 8 установлены с возможностью установочных продольных перемещений каретки 17, снабженные направляющими 18, на которых смонтированы фрезерные головки 19 с круглыми фрезами 20, приводимыми во вращение от индивидуальных приводов, размещенных внутри головок, имеющих приводные двигатели 21.
Число фрезерных головок 19, а следовательно, кареток 17 и их расположение на станине определяется типоразмером обрабатываемого вала 6. Один из возможных вариантов компоновки представлен на фиг. 5 Приводы поперечного перемещения фрезерных головок 19 выполнены автономными для каждой головки и представляют собой гидравлические цилиндры, укрепленные в корпусе головок, штоки 22 KoVopbix посред ством кронштейнов 23 жестко связаны с каретками 17. Гидравлические цилиндры управляются следящими системами, золотники 24 которых при взаимодействии с соответствующими кулачками двух эталонных валов 25 обеспечивают поперечное перемещение фрезерных-головок 19, которые фрезами 20 формируют профиль обрабатываемых кулачков. На Направляющих 7 опорной плоскости 4 установлен люнет 26, вкладыши 27 которого поддерживают цилиндрические шейки 28 обрабатываемого вала 6. Станок работает следующим образом. Заготовка из патронов 15 загрузочной позиции посредством одних захватов автооператора 16 устанавливается в патроны И
и 12 рабочей позиции. Одновременно из патронов 11 и 12 рабочей позиции обработанный вал 6 другими захватами автооператора 16 переносится в патроны 15 загрузочной позиции. В случае необходимости к обрабатываемому валу подводится люнет 26, который вкладышами 27 поддерживает цилиндрические шейки 28 вала 6.
Посредством вращения шпинделей 13 и 14 шпиндельных бабок 9 и 10 патронам И и 12, а вместе с ними и обрабатываемому
валу 6 сообщается круговая подача. Затем включаются индивидуальные приводы вращения круглых фрез 20 и привод вращения эталонных валов 25, при взаимодействии с кулачками которых золотники 24 следящих систем сообщают поперечное перемещение
по направляющим 18 неподвижных кареток 17 фрезерным головкам 19. При этих перемещениях фреза 20 каждой головки 19 обрабатывает профиль кулачка распред лительного вала 6, строго соответствующий опQ ределенному кулачку эталонных валов.
В результате этого производится одновременная обработка профиля кулачков распределительного вала, число которых определяется количеством одновременно действующих фрезерных головок в соответствии с за данной технологической схемой обработки. По окончании обработки первой группы кулачков фрезерные головки 19 автоматически отводятся от обрабатываемого вала,
0 каретки 17 перемещаются вдоль оси обрабатываемого вала 6 по направляющим 7 и 8 станины 2 (на фиг. 5 вправо) в положение, при котором фрезы 20 располагаются против следующей группы кулачков, подлежащих обработке (на фиг. 5 это положение, фрез показано штрих-пунктирной линией). Затем
$ фрезерным головкам 19 вновь сообщается перемещение в поперечном направле&н и производится обработка следующей группы куЛачков.
Таким последовательным прбдольным перемещением кареток 17, осуихествляющим позидионирование фрезерных головок 19, и следящим поперечным перемещением фрезерных головок 19 осуществляется обработка всех кулачков. После этого фрезерные головки отводятся от детали, и каретки возвращаются в исходное положение (на фиг. 5 влево). Обработанный вал посредством автооператоров 16 переносится в загрузочную позицию, а на его место устанавливается заготовка. Цикл обработки следующей детали повторяется вышеописанным образом.
Формула изобретения
1. Фрезерный станок для обработки, например, профиля кулачков распределительных валов, включающий связанные со станиной шпиндельные бабки с патронами для закрепления изделия, по обе стороны которого установлены фрезерные головки с приводами поперечного перемещения, отличающийся тем, что, с целью повышения производительности, точности обработки и расширения типоразмеров обрабатываемых валов, на станине выполнены опорные плоскости, расположенные под тупым углом друг к другу симметрично относительно горизонтальной плоскости, проходящей через ось изделия, и несущие шпиндельные бабки, по крайней мере, одна из которых установлена с возможностью продольных перемещений, причем каждая опорная плоскость снабжена
11 20 ° 3 6
П 2} J9 А й/г./
смонтированными с возможностью продольного перемещения каретками с фрезерными головками, оси фрез которых расположены параллельно оси изделия.
2. Станок по п. 1, отличающийся тем, что одна из опорных плоскостей снабжена люнетом, опорные поверхности которого, под держивающне шейки обрабатываемого вала, размещены между фрезами.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 1988520, кл. 90-13.4, 1936.
14
J2

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Станок для обработки фасок на кулачках распределительных валов | 1977 |
|
SU707701A1 |
| Фрезерный станок для обработки коленчатых валов | 1972 |
|
SU516476A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Станок для фрезерования коленчатыхВАлОВ | 1979 |
|
SU823014A1 |
| СПОСОБ ТОКАРНОЙ И/ИЛИ ФРЕЗЕРНОЙ ОБРАБОТКИ РОТОРОВ ТУРБИН И КРУПНОГАБАРИТНЫХ ВАЛОВ | 2015 |
|
RU2606689C2 |
| КРУГЛОПАЛОЧНЬГй СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОГО И ФАСОННОГО ПРОФИЛЯ | 1969 |
|
SU240227A1 |
6 w го L 19
