2. Способ поп.1 отличаю- гу располагают по центру стыц и и с я тем, что при вьтолнеиии ка и затем смещают ее на автоопрессовочных проходов при кромки при сварке в потолочном сварке в нижнем положении ду- положении.
1143547
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой многопроходной сварки труб | 1983 |
|
SU1143554A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| СПОСОБ УПРАВЛЕНИЯ УСТОЙЧИВОСТЬЮ СВАРОЧНОЙ ВАННЫ | 2020 |
|
RU2763068C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ СО СКВОЗНЫМ ПРОПЛАВЛЕНИЕМ | 1988 |
|
SU1582479A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ сварки плавлением стыковых соединений | 1980 |
|
SU899296A1 |
1. СПОСОБ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ без скоса кромок неплавящимся электродом в защитных газах без подачи присадочной проволоки, при ко.тором сварочный проход производят ЗСЕСОШВНАЯ ПАТЕНТНО- ч f| 7ЕХН1 5 С А: БМБййСтеКД ,. с полным проплавлением стенок труб с последующим вьшолнением автоопрессовочных проходов с неполным проплавлением, отл и -чающийся тем, что, с целью повьшения качества соединения труб толщиной стенки более 4 мм, перед выполнением сварочного прохода выполняют не менее двух дополнительных проходов с неполным проплавлением, при этом дугу вначале располагают по центру стыка в потолочном положении, а затем смещают дугу от центра стыка на кромки при-переходе дуги в нижнее положение на 40-80% ширины шва сварочного прохода, а при выполнении сварочного прохода в потолочном положении ся погоннзто энергию дуги увеличивают на 30-50% по сравнению с погонной энергией дуги при выполнении этого прохода в нижнем положении. со ел i4 | 
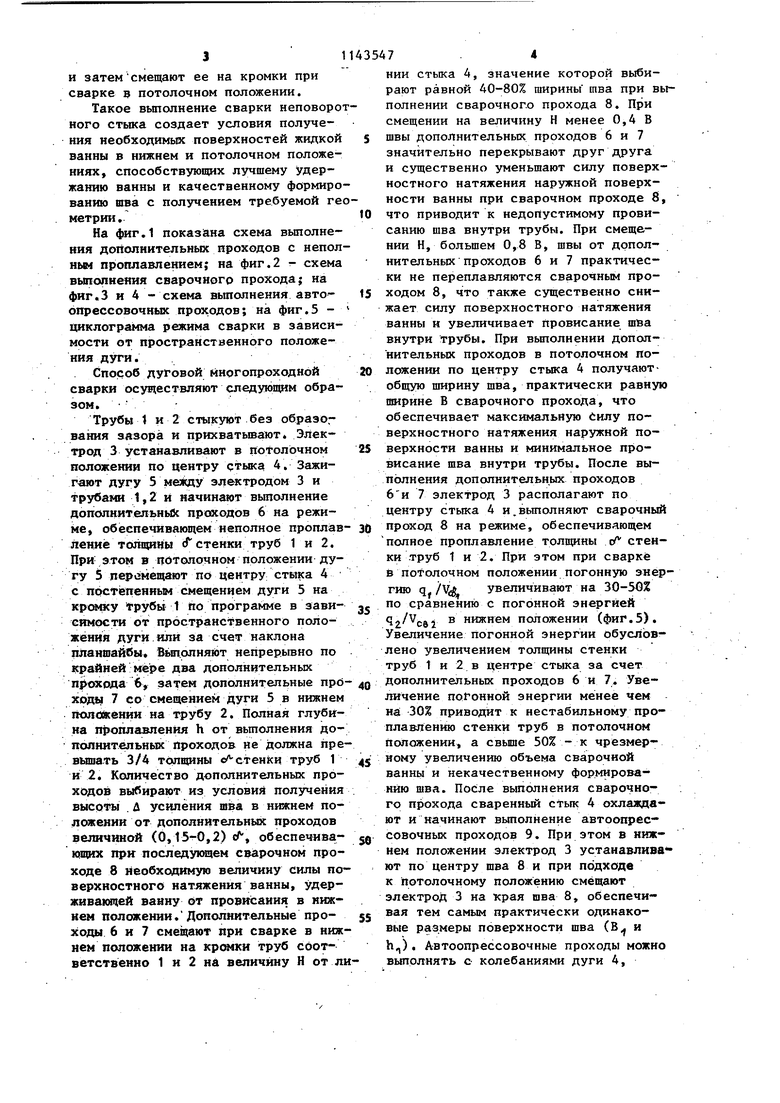
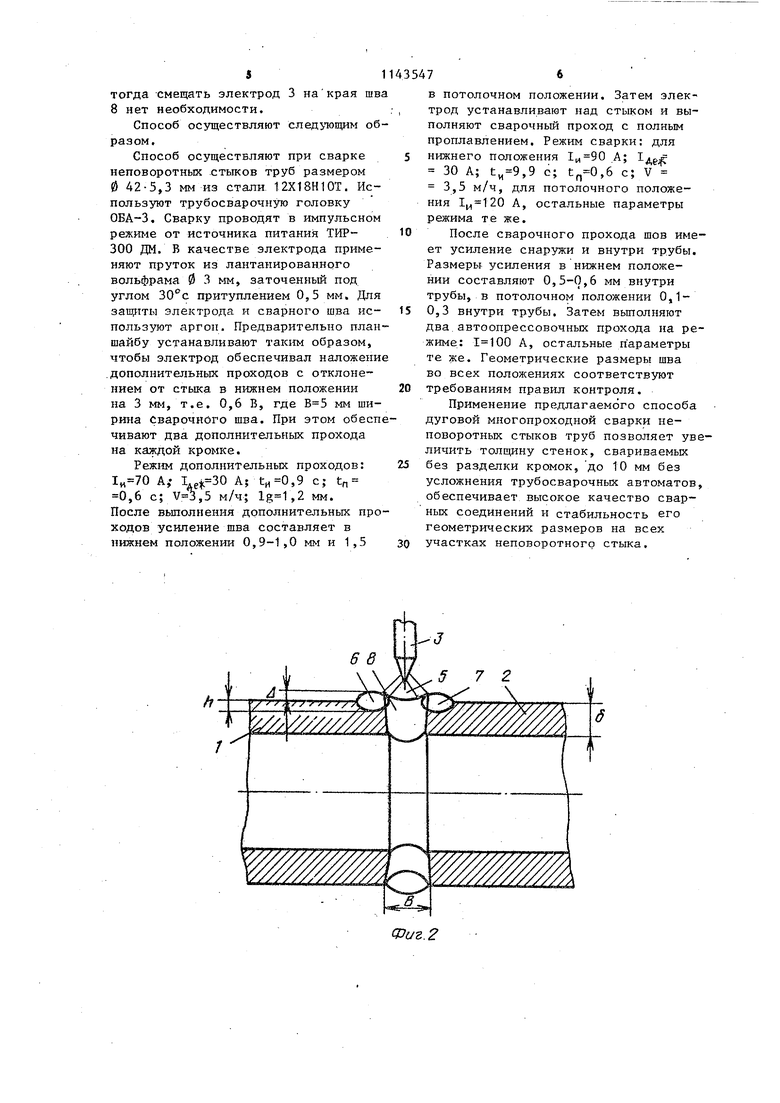
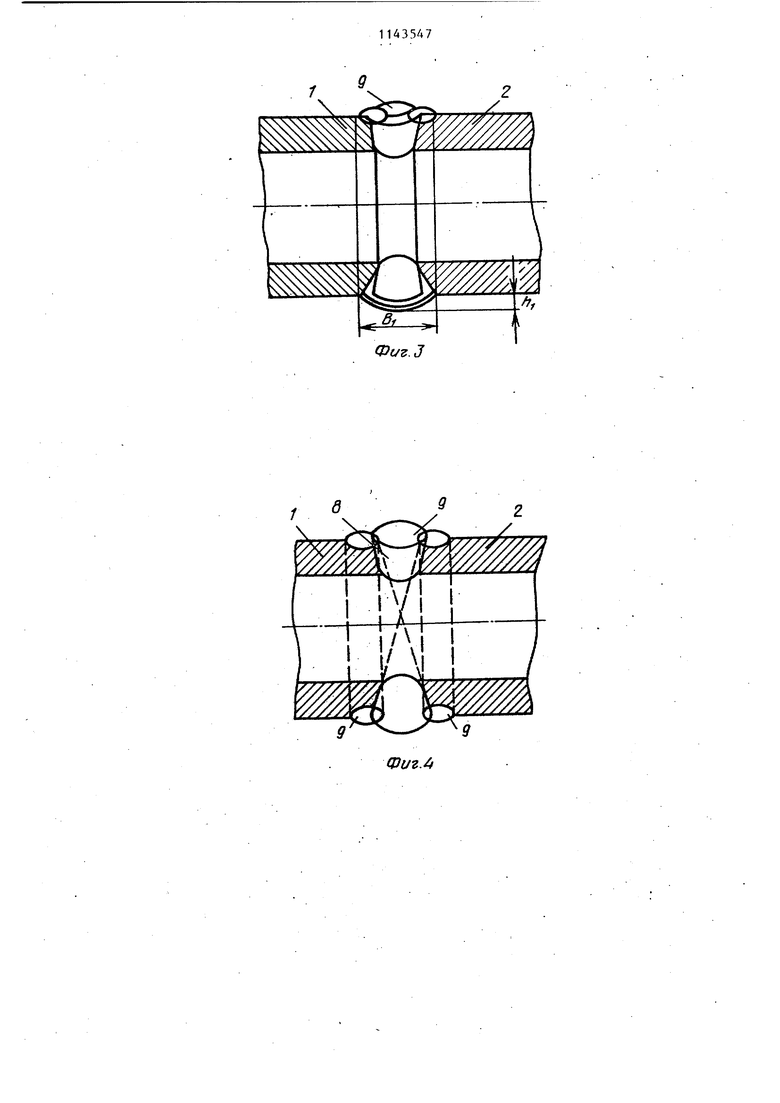
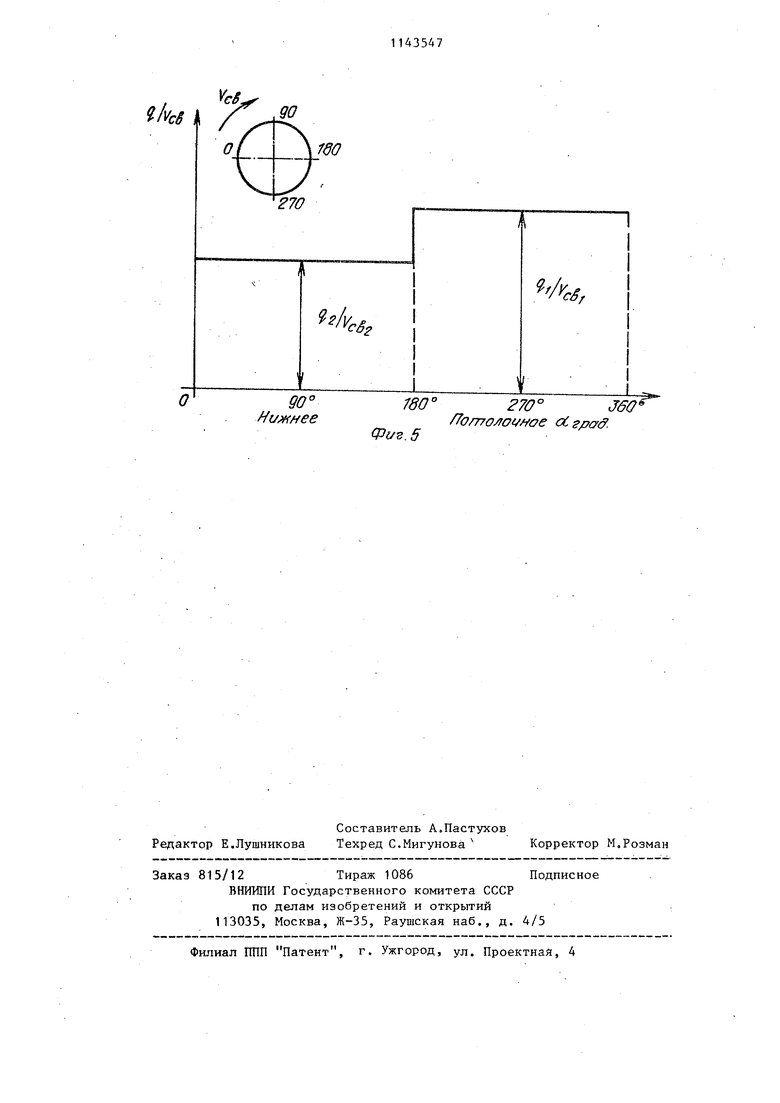
Изобретение относится к способам сварки неплавящимся электродом неповоротных стыков труб с foлщинoй стенки более 4 мм, преимущественно без присадочной проволоки, и может найти применение в судостроительной энергетической, авиационной и други отраслях народного хозяйства. При сварке ответственных констру ций в указанных отраслях народного хозяйства повышенные требования предъявляются к качеству сварного соединения и к геометрическим разме рам шва. Поэтому при сварке нёповоротныхг стыков труб используют различные приемы ведения процесса для обеспечения необходимой геометрии шва и его качества. Известен способ дуговой многопроходной сварки, при котором сварку вьтолняют на неизменном режиме, обеспечивающем неполное проплавлеииё при ц«рвом проходе с полным проплавлением и образованием усиления шва при последующих проходах t Недостатком способа является нестабильная и неравномерная геометрия шва при сварке труб с толщиной стенки более 2 мм и диаметром более 40. мм. Известен способ многопроходной сварки стыков труб, при котором пернметр трубы разбивают на отдельные участки и на каждом участке первый проход выполняют с неполным проплавлением, а при последующих проходах проплавляют стенку трубы и образуют усиление t2T. Недостатками данного способа являются неравномерность геометрических размеров шва внутри трубы и сложность осущестлпения процесса. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ дуговой многопроходной сварки неповоротных стыков труб, при котором сварочный проход ведут с полньм проплавлением стенок труб с последующим выполнением автоопрессовочных проходов с неполным проплаьлением стенок труб Сз. Недостатками известного способа являются неравномерность геометрических размеров шва внутри трубы в различнык пространственных положениях и получение некачественного соединения -при толщине стенки более 4 мм. , Цель изобретения - повышение качества соединения труб с толщиной стенки более 4 мм. Поставленная цель достигается тем, что согласно способу дуговой многопроходной Сварки неповоротных стыков труб без скоса кромок неплавящймся электродом в защитных газах бед подачи присадочной проволоки, при котором сварочный проход производят с проплавлением стенок труб с последующим вьтолйениеМ автоопрессовочных проходов с неполньм .проплавлением стенок труб, перед выполнением Сварочного прохода выполняют не менее двух дополнительных проходов с неполньм проплавлением, при этом дугу вначале располагают по центру стыка при сварке в потолочном положении,а затем смещают дугу от центра стыка на кромки при переходе дуги в нижнее положение на 40-80% ширины сварочного прохода, а при выполнении сварочного прохода в потолочном положении погонную энергию дуги увеличивают на 10-50% по сравнение с погонной энергией дуги при выполнении, этого прохода в нижнем полсжении. При выполнении автоопрессовочных проходов при сварке в нижнем положении дугу располагают по центру стыка и затемсмещают ее на кромки при сварке 9 потолочном положении. Такое выполнение сварки неповоро ного стыка создает условия получения необходимых поверхностей жидкой ванны в нижнем и потолочном положениях, способствующих лучшему удержанию ванны и качественному формиро ванию шва с получением требуемой ге метрии. На фиг,1 показана схема выполнения дополнительных проходов с непол ным проплавлением; на фиг.2 - схема выполнения сварочного прохода; на фиг.З и 4 - схема выполнения автоопрессовочнык проходов; на фиг.З циклограмма режима сварки в зависимости от пространственного положения дуги. Способ дуговой многопроходной сварки осуществляют следуюпщм образом. Трубы 1 и 2 стыкуют без образог вания зазора и прихватьшают. Электрод 3 устанавливают в потолочном положении по центру стыка 4. Зажигают дугу 5 электродом 3 и трубами 1,2 и начинают выполнение дополнительных провсодов 6 на режиме, обеспечивающем неполное проплав лениё толщины tf стенки труб 1 и 2. При- этом в потолочном положении дугу 5 перемещают по центру стыка 4 с постепенным смещением ду;ги 5 на кромку Трубы 1 йо программе в зависимости от пространственного положения дуги или за счет наклона плантайбы. Вьш.олняют непрерывно по крайнеймере два дополнительных прохода 6, затем дополнительные про ходы 7 со смещением дуги 5 в нижнем подоясёнии на трубу 2. Полная глубина проплавленйя h от вьтолнения дополнительных проходов не должна пре выщать 3/4 толщины сЛ стенки труб 1 и 2. Количество дополнительных проходов выбирают из условия ползгчения высоты . Д усиления щёа в нижнем положении от дополнительных проходов вегшчиной (0,15-0,2) о, обеспечивающих прк последукицем сварочном проходе 8 необходимую величину силы по верхностного натяжения ванны, удерживакицей ванну от провнсания в нижнем положении.Дополнительные прохоца 6 и 7 смещают при сварке в ниж нем положении на крдавки труб соответственно 1 и 2 на величину Н от л 7 . 4 НИИ стыка 4, значение которой выбирают равной 40-80% ширины шва при выполнении сварочного прохода 8. При смещении на величину Н менее 0,4 В швы дополнительных проходов 6 и 7 значительно перекрывают друг друга и существенно уменьшают силу поверхностного натяжения наружной поверхности ванны при сварочном проходе 8, что приводит к недопустимому провисанию шва внутри трубы. При смещении Н, большем 0,8 В, швы от дополнительных проходов 6 и 7 практически не переплавляются сварочным проходом 8, что также существенно снижает силу поверхностного натяжения ванны и увеличивает провисание шва внутри трубы. При выполнении дополнительных проходов в потолочном положении по центру стыка 4 получаютобщую ширину шва, практически равную ширине В сварочного прохода, что обеспечивает максимальную йилу поверхностного натяжения наружной поверхности ванны и минимальное провисание шва внутри трубы. После выполнения дополнительных проходов 7 электрод 3 располагают по центру стыка 4 и.вьшолняют сварочный проход 8 на режиме, обеспечивающем полное проплавление толщины сЛ стенки труб 1 и 2. При этом при сварке в потолочном положении погонную энергию q. /V увеличивают на 30-50% по сравнению с погонной энергией q /Vpjj в нижнем положении (фиг.5). Увеличение погонной энергии обусловлено увеличением толщины стенки труб 1 и 2 в центре стыка за счет дополнительных проходов 6 и 7. Увеличение погонной энергии менее чем Hai 30% приводит к нестабильному проплавлению стенки труб в потолочном положении, а свыше 50% - к чрезмерному увеличению объема сварочной ванны и некачественному формированию шва. После выполнения сварочного прохода сваренный стык 4 охлаладают и начинают выполнение автоопрессовочных проходов 9. При этом в нижнем положении электрод 3 устанавливав ют по центру шва 8 и при подходе к потолочному положению смещают электрод 3 на края шва 8, обеспечивая тем самым практически одинаковые размеры поверхности шва (В и h), Автоопрессовочные проходы можно выполнять с колебаниями дуги 4, тогда смещать электрод 3 накрая шв 8 нет необходимости. Способ осуществляют следующим об разом. Способ осуществляют при сварке неповоротных стыков труб размером 0 42-5,3 мм из стали 12Х18Н10Т. Используют трубосварочную головку ОБА-3, Сварку проводят в импульсном режиме от источника питания ТИР300 ДМ. В качестве электрода применяют пруток из лантанированного вольфрама 0 3 мм, заточенный под углом притуплением 0,5 мм. Для защиты электрода и сварного шва используют аргоп. Предварительно план шайбу устанавливают таким образом, чтобы электрод обеспечивал наложени .дополнительных проходов с отклонением от стыка в нижнем положении на 3 мм, т.е. 0,6 В, где мм ши рина Сварочного шва. При этом обесп чивают два дополнительных прохода на каждой кромке. Режим дополнительных проходов: А; ХдеГЗО А; ,9 с; tn 0,6 с; ,5 м/ч; ,2 мм. После вьгаолнения дополнительных пр ходов усиление шва составляет в нижнем положении 0,9-1,0 мм и 1,5 в потолочном положении. Затем электрод устанавливают над стыком и выполняют сварочный проход с полным проплавлением. Режим сварки: для нижнего положения А; 1де; 30 А; ,9 с; ,6 с; V 3,5 м/ч, для потолочного положения А, остальные параметры режима те же. После сварочного прохода шов имеет усиление снаружи и внутри трубы. Размеры усиления в нижнем положении составляют 0,5-0,6 мм внутри трубы, в потолочном положении 0,10,3 внутри трубы. Затем выполняют два автоопрессовочных прохода на режиме: А, остальные параметры те же. Геометрические размеры шва во всех положениях соответствуют требованиям правил контроля. Применение предлагаемого способа дуговой многопроходной сварки неповоротных стыков труб позволяет увеличить толщину стенок, свариваемых без разделки кромок, до 10 мм без усложнения трубосварочных автоматов, обеспечивает высокое качество сварных соединений и стабильность его геометрических размеров на всех участках неповоротного стыка.
/
,
1
Фиг.З
(Pi/s.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ | 0 |
|
SU270153A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| -Авторское свидетельство СССР , | |||
| по заявке Р 3387687/25-27, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СПОСОБ СВАРКИ ТРУБ АВТООПРЕССОВКОЙ | 0 |
|
SU212409A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
