Изобретение относится к металлообработке, в частности к производству зубчатых колес.
Цель изобретения - упрощение способа правки круга, выполненного с рабочей поверхностью в виде чередующихся участков выпуклой, прямолинейной и вогнутой формы и предназначенного для обработки неэ- вольвентных зубчатых колес.
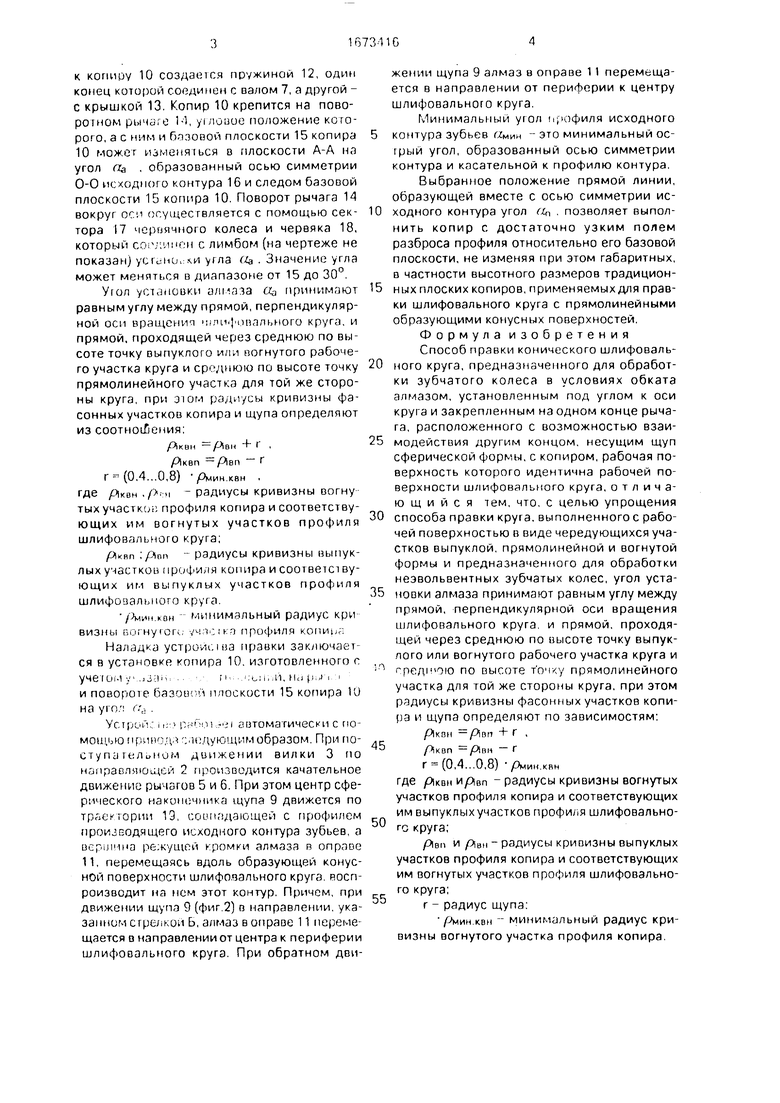
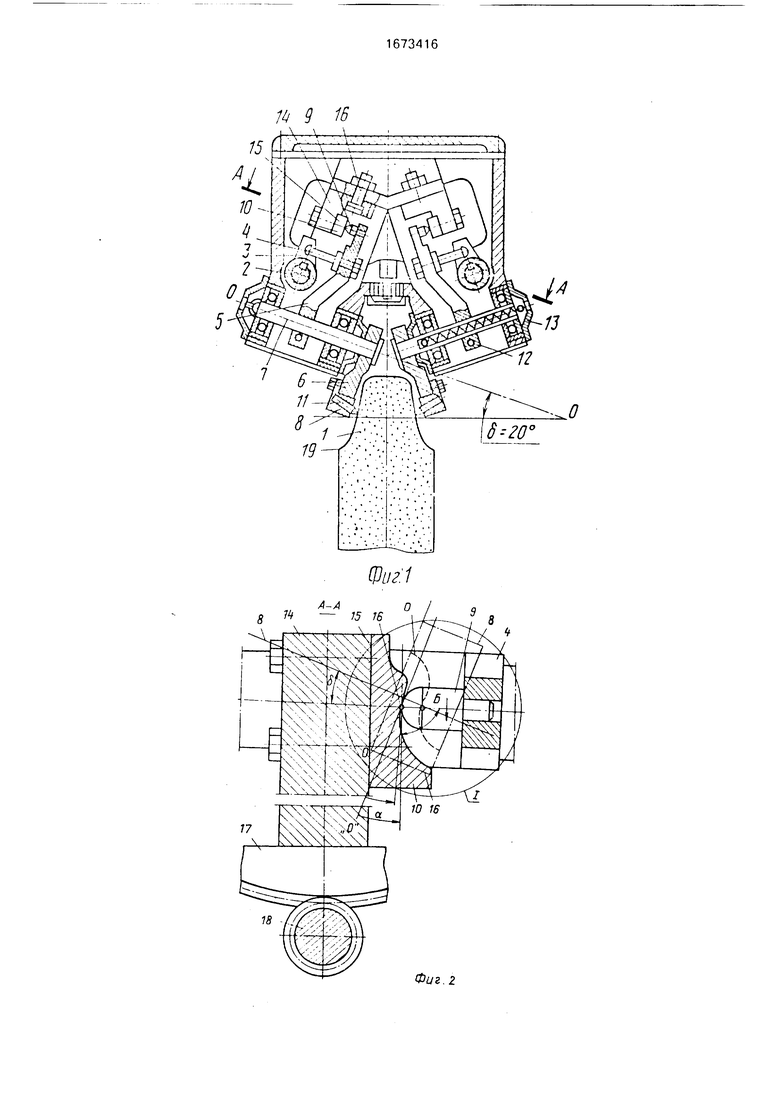
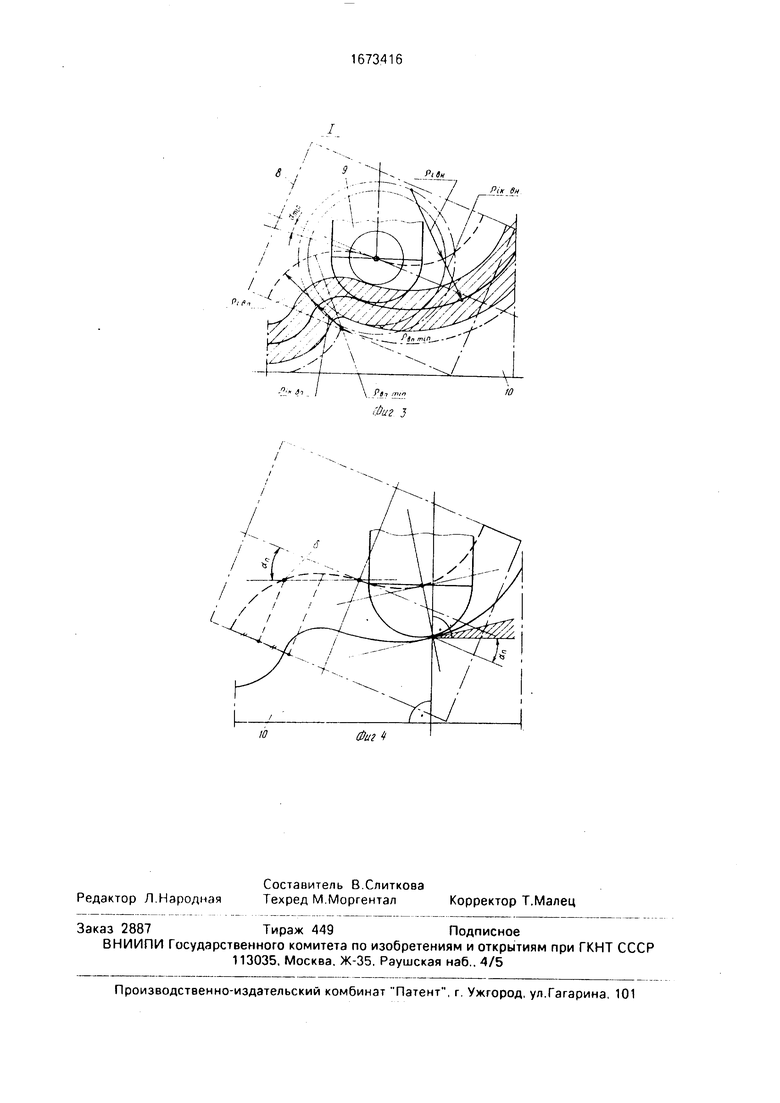
На фиг.1 представлено устройство профильной правки, общий вид в разрезе, на фиг.2 - разрез А-А на фиг.1; на фиг.З - узел I на фиг.2; на фиг.4 - схема взаимодействия щупа и копира при выбранном значении г.
Правку конического шлифовального круга 1 осуществляют устройством, содержащим направляющую 2, вилку 3. через палец 4 соединенную с системой рычагов 5 и 6, которые закреплены на подвижном в продольном направлении валу 7. продольная ось вала образует с делительной прямой 8 производящего исходного контура шлифовального круга вспомогательный угол д, равный 20°.
Первый рычаг соединен с щупом 9, имеющим сферическую форму, который находится в контакте с профилем копира 10, а второй - с алмазом в оправе 11. Длина плеч рычагов 5 и 6 выбрана таким образом, что длина хода центра сферического щупа 9 равна длине хода вершины режущей кромки алмаза в оправе 11. Усилие прижима щупа 9
о
со
о
к копиру 10 создается пружиной 12, один конец которой соединен с валом 7, а другой - с крышкой 13. Копир 10 крепится на поворотном рычоге Ы, yiлевое положение которого, а с ним и базовой плоскости 15 копира 10 можег изменяйся в плоскости А-А на угол Оа , образованный осью симметрии 0-0 исходного контура 16 и следом базовой плоскости 15 копира 10. Поворот рычага 14 вокруг or .i осуществляется с помощью сектора 17 червячного колеса и червяка 18, который ступне с лимбом (на чертеже не показан) . и Углз Оя Значение ума может меняться в диапазоне от 15 до 30 .
Угол установки алi«аза «j принимают равным углу между прямой, перпендикулярной оси вращении ч.ли.Щипального круга, и прямой, проходящей через среднюю по высоте точку выпуклою или погнутого рабочего участка круга и среднюю по высоте точку прямолинейного участка для той же стороны круга, при этом радиусы кривизны фасонных участков копира и щупа определяют из соотношения:
PIY.BH /У|вн + С . /Э|квп - pien Г Г-(0,4...0,8) Рминквн .
где /9|квн ,/.ч радиусы кривизны вогну тых участков профиля копира и соответствующих им вогнутых участков профиля шлифовального круга,
;pinn - радиусы кривизны выпуклых участков профиля копира и соответсп ву- ющих им выпуклых участков профиля шлифовального круга
/Лииикон минимальный радиус кри визны вигнуюп /41:11-0 профиля опииг
Наладка устроивта правки заключается в установке копира 10, изготовленного г учеroi-1 у jj мп о.i. 11, Hci р i
и повороте базовом плоскости 15 копира 10 на yion с;,,
Устрой I. - ii автоматически с помощью прип.ч . Н:дующим образом При по- отупспелиним движении вилки 3 по направляющей 2 производится качательное движение рычагов 5 и 6. При этом центр сферического наконечника щупа 9 движется по траектории 19, совпадающей с профилем производящего исходного контура зубьев, а вершина ре.кущей ромки алмаза в оправе 11, перемещаясь вдоль образующей конусной поверхности шлифовального круга воспроизводит на нем этот контур. Причем, при движении щупа 9 (фиг 2) в направлении, указанном стрелкой Ь, алмаз в оправе 11 перемещается в направлении от центра к периферии шлифовального круга. При обратном дви0
5
0
5
0
5
5
0
5
жении щупа 9 алмаз в оправе 1 1 перемещается в направлении от периферии к центру шлифовального круга.
Минимальный угол профиля исходного контура зубьев «мин - это минимальный острый угол, образованный осью симметрии контура и касательной к профилю контура.
Выбранное положение прямой линии, образующей вместе с осью симметрии исходного контура угол «л позволяет выполнить копир с достаточно узким полем разброса профиля относительно его базовой плоскости, не изменяя при этом габаритных, в частности высотного размеров традиционных плоских копиров, применяемых для правки шлифовального круга с прямолинейными образующими конусных поверхностей.
Формула изобретения
Способ правки конического шлифовального круга, предназначенного для обработки зубчатого колеса в условиях обката алмазом, установленным под углом к оси круга и закрепленным на одном конце рычага, расположенного с возможностью взаимодействия другим концом, несущим щуп сферической формы, с копиром, рабочая поверхность которого идентична рабочей поверхности шлифовального круга, отличающийся тем, что, с целью упрощения способа правки круга, выполненного с рабочей поверхностью в виде чередующихся участков выпуклой, прямолинейной и вогнутой формы и предназначенного для обработки неэвольвентных зубчатых колес, угол установки алмаза принимают равным углу между прямой, перпендикулярной оси вращения шлифовального круга и прямой, проходящей через среднюю по высоте точку выпуклого или вогнутого рабочего участка круга и гредиюю по высоте точку прямолинейного участка для той же стороны круга, при этом радиусы кривизны фасонных участков копира и щупа определяют по зависимостям:
/9|кпн - + Г ,
/91вн г
Г (0,4...0,8) /Эми квн
где /Э|квн и/Э|вп радиусы кривизны вогнутых участков профиля копира и соответствующих им выпуклыхучастков профиля шлифовального круга;
plan и /Э|ВН - радиусы кривизны выпуклых участков профиля копира и соответствующих им вогнутых участков профиля шлифовального круга;
г - радиус щупа:
/Змин квн - минимальный радиус кривизны вогнутого участка профиля копира
Z -гпф
9i 5L - ы 8 ОV-V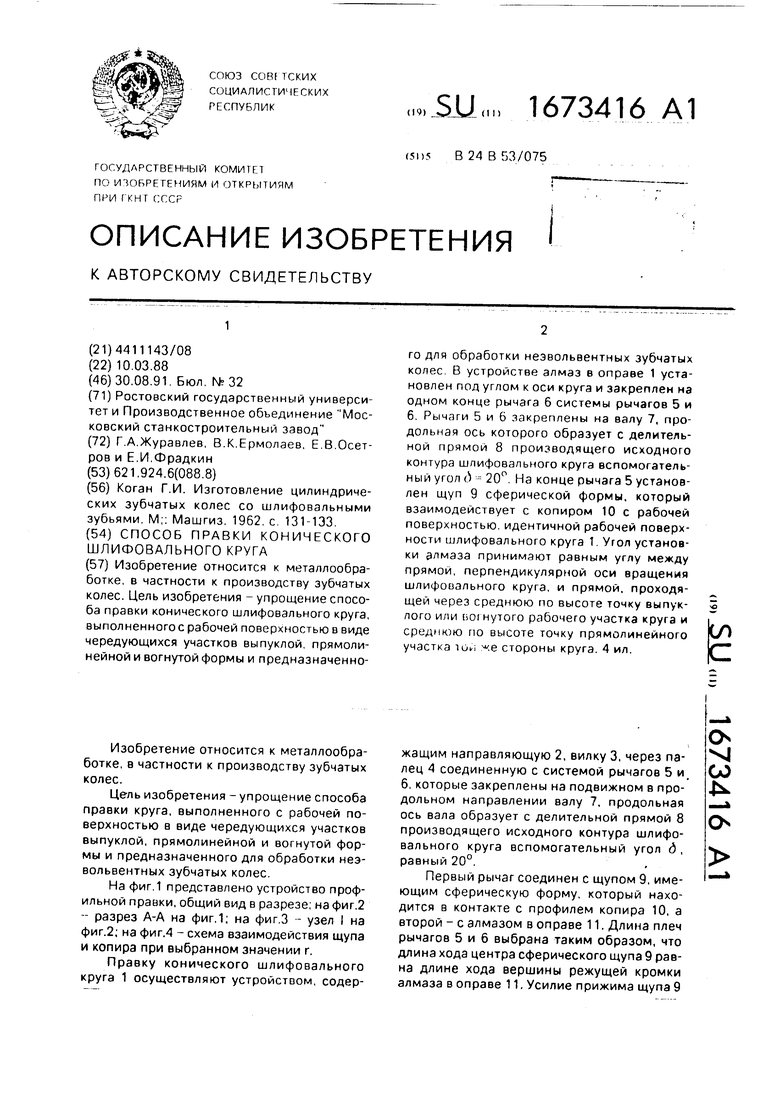
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU952557A1 |
| МЕХАНИЗМ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1973 |
|
SU368998A1 |
| Механизм правки | 1978 |
|
SU779053A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОВИНТОВЫХ КОНИЧЕСКИХ ЗУБЧАТЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2309028C2 |
| Способ контроля профиля зубьев зубчатых колес | 1988 |
|
SU1613842A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Устройство для правки фасонного шлифовального круга | 1986 |
|
SU1450988A1 |
| Способ шлифования конических колес со спиральными зубцами | 1937 |
|
SU54158A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1967 |
|
SU194579A1 |
Изобретение относится к металлообработке, в частности к производству зубчатых колес. Цель изобретения - упрощение способа правки конического шлифовального круга, выполненного с рабочей поверхностью в виде чередующихся участков выпуклой, прямолинейной и вогнутой формы и предназначенного для обработки неэвольвентных зубчатых колес. В устройстве алмаз в оправе 1 установлен под углом к оси круга и закреплен на одном конце рычага 6 системы рычагов 5 и 6. Рычаги 5 и 6 закреплены на валу 7, продольная ось которого образует с делительной прямой 8 производящего исходного контура шлифовального круга вспомогательный угол δ = 20°. На конце рычага 5 установлен щуп 9 сферической формы, который взаимодействует с копиром 10 с рабочей поверхностью, идентичной рабочей поверхности шлифовального круга 1. Угол установки алмаза принимают равным углу между прямой, перпендикулярной оси вращения шлифовального круга, и прямой, проходящей через среднюю по высоте точку выпуклого или вогнутого рабочего участка круга и среднюю по высоте точку прямолинейного участка той же стороны круга. 4 ил.
№0)
V
91
PliH
PIH SH
Ю
Фиг t
| Коган Г.И | |||
| Изготовление цилиндрических зубчатых колес со шлифовальными зубьями | |||
| М;: Машгиз, 1962, с 131-133 |
