Изобретение относится к производству абразивного инструмента на органической связке и может быть использовано в абразивной отрасли промышленности и в областях, применяющих этот инструмент для обработки.
Целью изобретения является повышение эффективности и качества обработанной поверхности.
Это достигается тем, что абразивная масса, включающая абразивный материал, фенольное связующее и порообразователь, в качестве порообразователя содержит газообразователь с температурой разложения в интервале 80-150°С и газовыделением по азоту не менее 100 см3/г и дополнительно пенорегулятор неионогенное поверхностно- активное вещество при следующем соотношении компонентов, мас.%:
Абразивный материал36,0-79,0
Фенольное связующее20,0-60,0
Органический газообразователь с температурой разложения 80-150°С и газовыделением по азоту не менее 100см3/г0,5-2,5 Неионогенное поверхностно-активное вещество0,5-1,5 Граничные пределы взятых компонентов объясняются следующим,
Абразивный материал. Верхний предел ограничивается возможностью связать его связкой. При содержании зерна в массе более 79% инструмент получается недостаточно прочным, что приводит его к интенсивному износу и снижает рабочую скорость обработки.
При содержании абразивного материала менее 30% значительно снижается его режущая способность, повышается доля трения связки, что приводит к повышению контактной температуры.
Связующее. Могут быть использованы порошкообразные и жидкие смолы В слуО vj
CJ
4D
чае использования порошкообразных связующих, как основного компонента связки, используется также и некоторое количество жидкой смолы как увлажнителя для придания абразивной массе необходимых техно- логических свойств и равномерного распределения на увлажненном зерне порошкообразной смолы. Общее содержание связующего зависит от содержания зерна и направлено на достижение прочности и твердости инструмента, необходимых для его эксплуатации.
В случае использования в качестве связующих только жидких смол они сами являются увлажнителями.
Однако более технологична для работы масса, изготовленная с применением порошкообразных связующих, кроме того, они позволяют получать инструмент с широким диапазоном физико-механических и режу- щих свойств. И только в случае изготовления мелкозернистого пористого инструмента из зерна менее 28 мкм предпочтение может быть отдано жидким смолам, так как они позволяют получить инструмент с более высокой однородностью.
Газообразователь выбирается таким образом, чтобы температура его разложения 80-150°С совпадала с жидкотекучим со- стоянием смол до момента их отверждения. Высокое газовыделение не менее 100 см3/г газообразователя позволяет при небольших его количествах достигать значительной пористости инструмента, Однако менее 0,5% его введение недостаточно эффективно, а при содержании более 2,5% пористость становится слишком значительной и это заметно снижает прочность и режущую способность.
Пенорегулятор - неионогенное поверхностно-активное вещество (ПАВ). Его введе- ние в массу снижает поверхностное натяжение на границе раздела фаз и тем самым облегчает действие газообразовате- ля. Содержание неионогенного ПАВ в пределах 0,5 - 1,5 зависит от содержания газообразователя и регулирует его действие.
Пример 1. Компоненты взяты, мае.%:
Электрокорунд марки 24А
зерностость 679,0
Связующее:
жидкий бакелит БЖ-35,0
порошкообразная феноло-
формальдегидная смола СФП-011-Аf15,0
Газообразователь -2,2 эзобисизобутиронитрил марки
ЧХЭ-57 с температурой
разложения 90-100°С и газовыделением 130-150 см3/г (ТУ 113-03-365-82)0,5
Неионогенное ПАВ-блок- сополимер полиоргано- силоксана и полиокси- алкилена марки КЭП-1 (ТУ-6-02-916-79)0.5
Для приготовления абразивной массы зерно 24А6 перемешивается с жидким бакелитом и неионогенным ПАВ до равномерного распределения компонентов. Затем вводятся порошкообразные смола СФП и Газообразователь ЧХЗ-57 и перемешивание производится до гомогенного состояния, определяемого однородным цветом массы.
Приготовленная масса засыпается в форму, разравнивается, закрывается крышкой и ставится на режим термообработки, обычный для инструмента на бакелитовой связке.
После отверждения формы разбирается, инструмент извлекается и направляется на эксплуатацию. Во всех случаях изготовления изделий в формах для предотвращения сцепления отвержденной массы и формы использовались смазки - 3%-ный раствор кремнийорганического каучука в бензине или смазка циатим-201.
Пример 2. Берут компоненты, мас.%: Электрокорунд марки 24А зернистостью М4036,0
Связующее:
жидкий бакелит БЖ-310,0
порошкообразная смола СФП-011А50,0
Газообразователь - хлорбен- золсульфазид марки ЧХЗ-6А с температурой разложе- ния 110-140°С и газовыделением 150 см3/г2,5 неионогенное ПАВ-блоксо- полимер силоксана и полиок- силалкилена марки КЭП-1 ГГУ 6-02-916-79)1,5 Изготовление массы и изделия также, как и в примере 1, но Газообразователь расплавляется на водяной бане при 40-45 С и вводится в зерно совместно с жидким бакелитом и неионогенным ПАВ.
ПримерЗ. Взяты компоненты, мас.%: Карбид кремния марки 63С зернистостью 665,0
Связующее:
жидкий бакелит БЖ-35,0
смола фенольная порошкообразная марки СФП-011А -26,5 Газообразователь 2,2- азобиси- зобутиронитрил марки ЧХЗ-57 - 2,0
неионогенное ПАВ - смесь полиэтиленгликолевых эфи- ров синтетических первичных спиртов фракции Cio-Cie марки ДС-10
(ТУ 6-14-577-77)1,5
Приготовление массы и инструмента так же,как и в примере 1. Пример 4. Взяты компоненты, мас.%:
Карбид кремния марки 63С
зернистостью М2872
Связующее:
жидкий бакелит марки БЖ-35
смола фенольная порошко образная марки СФП-011А21
газообразователь - 2,2- аэобиси- зобутиронитрил марки ЧХЗ-571
- неионогенное ПАВ - блок- сополимер полиорганоси- локсана и полиоксиалки-
лена марки КЭП-11
Приготовление массы и инструмента так же, как и в примере 1. Пример 5. Берут компоненты, мас.%: Карбид кремния марки 63С
зернистостью М754,0
Связующее:
жидкий бакелит марки О
эпоксидная смола марки ЭД-20 VI,О меламиноформальдегидная
смола марки СПМФ-520,2
триэтаноламин0,3
газообразователь - терефта- лазид с температурой разложения 85-112°С и газовыде- пением 207 см3/г 1,0 неионогенное ПАВ - смесь полиэтиленгликолевых эфиров синтетических перичных спиртов фракции Cio-Cie мар- ки ДС-10 0,5
Приготовление массы начинали с перемешивания смол и пенорегулятора при температуре 40-50°С в водяной бане. Затем вводилось зерно и газообраэователь и масса перемешивалась до гомогенного смета- нообразного состояния. После этого форма для инструмента заполнялась жидкотекучей массой и далее, как в примере 1.
Термообработка инструмента производилась по следующему режиму.
Произвольный нагрев до 80°С, 80°С - 1 час
100°С-1час
110°С- 1 час
120°С- 1 час 140°С- 1 час 160°С- 1 час 180°С- 1 час
Затем формы с инструментом охлаждались до комнатной температуры и разбирались.
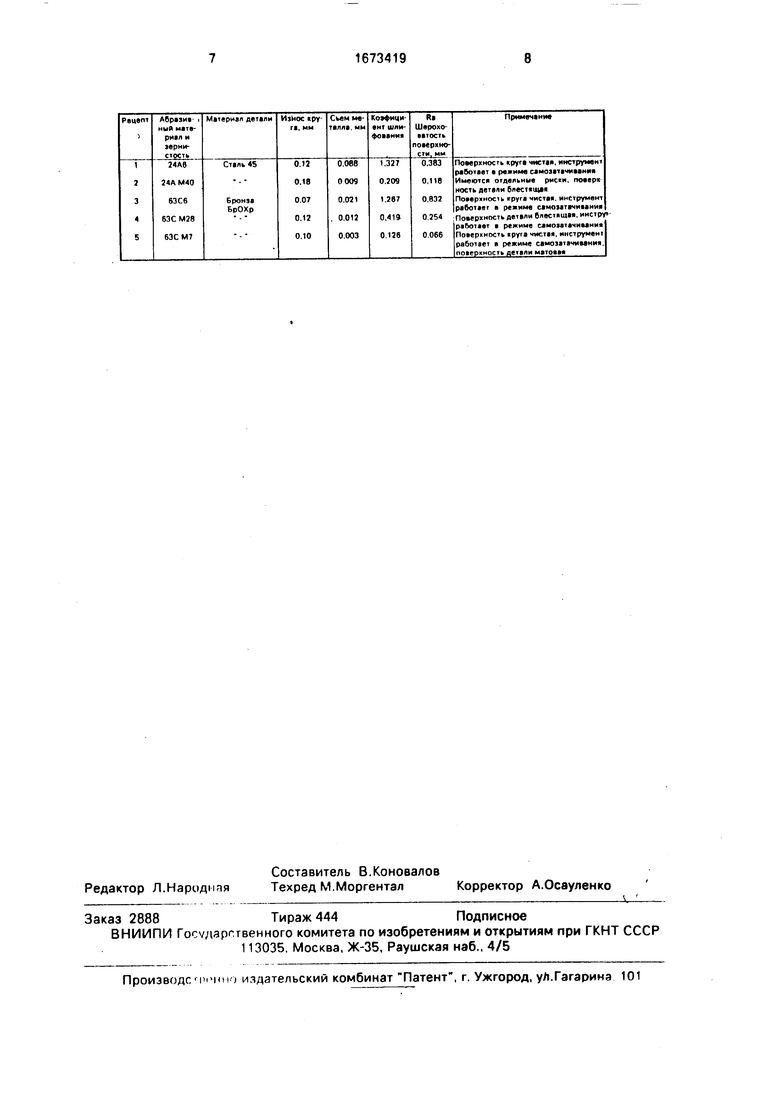
Изготовленные образцы инструмента испытывали при обработке бронзы БрОХр и стали 45 в состоянии поставки на заточном станке мод. ЗД642Е, Шлифование производили без использования смазочно-охлажда- ющих жидкостей, всухую.
Режимы обработки:
скорость вращения круга, об/мин 2240 скорость вращения детали, об/мин 350 продольная подача, м/мин 2
Обрабатываемые детали представляли собой цилиндры диаметром 169 мм, длиной 300 мм.
Оценка процесса шлифования осуществлялась по параметрам износа круга, съема металла и шероховатости поверхности детали Результаты испытаний приведены в таблице.
Из приведенных результатов видно, что инструмент, изготовленный в соответствии с предлагаемым изобретением, обладает высокими режущими свойствами, обеспечивает требуемую шероховатость и при этом обладает высокой самозатачиваемостью и не требует правки.
Формула изобретения Масса для изготовления высокопористого абразивного инструмента, включающая абразивный материал, фенольное связующее ипорообразователь, отличающаяся тем, что. с целью повышения эффективности шлифования и качества обработанной поверхности, в качестве порообразователя масса содержит органический г-азообразователь с температурой разложения 80-150°С и газовыделением по азоту не менее 100 смэ/г и дополнительно неионогенное поверхностно-активное вещество при следующем соотношении компонентов, мас.%:
Абразивный материал36,0-79,0
Фенольное связующее20,0-60,0
Органический газообразователь с температурой разложения 80-150°С и газовыделением по азоту не менее 100 смэ/г0,5-2,5 Неионогенное поверхностно-активное вещество0.5-1,5
| название | год | авторы | номер документа |
|---|---|---|---|
| Масса для изготовления пористого абразивного инструмента | 1990 |
|
SU1738623A1 |
| Способ приготовления абразивной массы | 1981 |
|
SU1014694A1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU960000A1 |
| АБРАЗИВНО-ПОЛИУРЕТАНОВАЯ КОМПОЗИЦИЯ ДЛЯ ПОРИСТОГО ПОЛИРОВАЛЬНО-ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2069143C1 |
| АБРАЗИВНАЯ МАССА | 2023 |
|
RU2809089C1 |
| Масса для изготовления абразивного инструмента | 1986 |
|
SU1380924A1 |
| Масса для изготовления абразивного инструмента | 1984 |
|
SU1166980A1 |
| Способ изготовления абразивного инструмента | 1985 |
|
SU1414604A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ АБРАЗИВНОЙ МАССЫ | 2005 |
|
RU2299118C2 |
| Масса для изготовления высокопористого абразивного инструмента | 1989 |
|
SU1713788A1 |
Изобретение относится к производству абразивного инструмента, содержащего органическое полимерное связующее. С целью повышения эффективности шлифования и качества обработанной поверхности масса содержит, мас.%: абразивный материал 36,0 - 79,0
фенольное связующее 20,0 - 60,0
органический газообразователь с температурой разложения 80 - 150°С и газовыделением по азоту не менее 100 см3/г 0,5 - 2,5
неионогенное поверхностно-активное вещество 0,5 - 1,5. 1 табл.
| Композиция для изготовления пористого абразивного инструмента | 1980 |
|
SU1016338A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
