Фиг.1
Изобретение относится к металлургии, а имение к получению быстрозакаленных лент из расплава.
Целью изобретения является расширение технологических возможностей и увели- чение выхода годного.
На фиг.1 показано устройство для осуществления предлагаемого способа; на фиг.2 - вариант выполнения устройства, ось сердечника выполнена вертикальной, а ось барабана - горизонтальной; на фиг.З - то же, сердечник выполнен составным и снабжен кольцевым магнитом на наружной поверхности; на фиг.4 - то же, сердечник выполнен составным, снабжен кольцевым изолятором на наружной поверхности и заземлением на оси сердечника, который помещен в магнитное поле, вектор магнитной индукции последнего параллелен оси сердечника.
Способ заключается в следующем.
Расплав из тигля 1 подают на охлаждающую металлическую полосу, где он затвердевает в виде ленты 2, и перемещают совместно с полосой к сердечнику для намотки. При транспортировке затвердевшей ленты от закалочного барабана к сердечнику ленту совместно с полосой поворачивают на 180 или 90° вокруг оси, совпадающей с направлением транспортировки, и производят намотку ленты на сердечник.
Устройство для осуществления способа включает тигель 1 плавления и разливки металла, металлическую тонкую (толщина порядка 0,1-0,3 мм) одностороннюю ленту 2 Мёбиуса, ширина которой обычно несколь- ко превышает ширину отверстия в тигле. Лента 2 может быть выполнена путем сваривания и последующей зачистки места сварки отрезка металлической ленты, один конец которой повернут на 180° (одинарная) или 360° (двойная) относительно другого конца. Лента Мёбиуса охватывает подобно конвейерной ленте водоохлаждаемый при водной барабан 3, установленный с возможностью вращения в неподвижной под- шипниковой опоре 4, и съемный сердечник 5, смонтированный с возможностью вращения в подвижной подшипниковой опоре 6 и снабженный регулируемым натяжителем 7, обеспечивающим натяжение ленты Мёбиу- са, а также компенсацию изменения диаметра намотанного рулона. В качестве натяжителя может быть использована пружина, -пневмо- или гидроцилиндр с регулятором давления, подвешенный груз и т.д. Устройство содержит также предохранительный лентосъемник 8 и пневмоприжим 9.
На фиг .1 показан вариант выполнения с параллельным расположением осей барабана 3 и сердечника 5. на фиг.2 - вариант со
скрещивающимися осями. Вертикальное расположение оси сердечника (фиг.2) обеспечивает ряд преимуществ при смотке быстрозакаленных лент благодаря автоматическому выравниванию торца рулона под действием сил тяжести.
Двойная лента Мебиуса обеспечивает возможность скрещивания ветвей ленты в простанстве, что также благоприятно сказывается на выравнивании торца рулона. При этом оси барабана и сердечника могут быть как параллельными, так и скрещивающимися.
На фиг.З сердечник выполнен составным и снабжен кольцевым магнитом 10 на наружной поверхности. При этом лента Мебиуса изготовлена из немагнитного материала.
На фиг.4 вместо кольцевого магнита 10 сердечник снабжен кольцевым изолятором на наружной поверхности, имеющим такую же форму, как магнит на фиг.З, но меньшую толщину, и заземлением 11 на оси сердечника, Кроме того, он помещен в магнитное поле, создаваемое, например, полюсами S и N магнитов 12 и 13. Вектор В магнитной индукции поля параллелен оси сердечника.
Пример. Сплав, содержащий 15% фосфора, 10% углерода и 75% железа, доводят в тигле 1 до температуры, на 30-60°С превышающей температуру плавления, и разливают слоем толщиной 0,02 мм и шириной 50 мм на поверхность ленты Мебиуса (фиг.1), которую предварительно разгоняют приводным барабаном до скорости 40 м/с. Материал ленты Мебиуса: медь марки М2, ширина 60 мм, толщина 0,25 мм, усилие притяжения 750 Н. Барабан выполнен также из меди М2 водоохлаждаемым. Благодаря высокой теплопроводности материала ленты Мёбиуса и барабана обеспечивается высокая (порядка 106 К/с) скорость охлаждения и аморфная структура разливаемой ленты 14.
Охлажденная лента транспортируется на той же ленте Мебиуса к составному сердечнику, наружная обечайка которого выполнена в виде кольцевого магнита из феррита марки 28БА190 и захлестывается лентой Мебиуса вокруг сердечника. Вследствие действия центробежных и магнитных охлажденная лента отделяется от ленты Мебиуса, прижимается к сердечнику и наматывается на него. При увеличении толщины намотанной на сердечник быстрозакален- ной ленты, когда действие магнитных сил на ленту ослабевает (после намотки 15-20 мм), в пневмоприжим 9 подается сжатый воздух под давлением 0,3-0,4 МПа. По окончании разливки и намотки снимается усилие с натяжителя, сердечник с намотанной лентой
сдвигается в осевом направлении и заменяется новым, после чего цикл повторяется.
Способ обеспечивает получение и смотку как пластичных, так и хрупких быстроза- каленных лент и повышает при этом выход годной ленты.
Формула изобретения
1.Способ получения и намотки быстро- закаленной ленты, включающий подачу расплава на охлаждающую полосу, затвердевание ленты на ней, транспортировку ленты совместно с полосой, ее отделение от полосы и намотку ленты на сердечник, о т л ичающийся тем, что, с целью расширения технологических возможностей и увеличения выхода годного, в процессе транспортировки ленты осуществляют ее поворот совместно с полосой на 90° или 180° вокруг оси, совпадающей с направлением транспортировки, а намотку ленты на сердечник осуществляют одновременно с ее отделением от полосы.
2.Устройство для получения и намотки быстрозакаленной ленты, содержащее тигель с расплавом, закалочный барабан, сердечник для намотки и металлическую полосу, отличающееся тем, что, с целью расширения технологических возможностей и увеличения выхода годного, оно снабжено средством для натяжения металлической полосы, при этом металлическая полоса выполнена в виде ленты Мебиуса и установлена с охватом закалочного барабана и
сердечника для намотки.
3.Устройство по п.2, отличающееся тем, что сердечник для намотки и барабан установлены с пересечением их осей.
4.Устройство попп. 2иЗ, отличаю- щ е е с я тем, что лента Мебиуса выполнена
немагнитной.
5.Устройство no n п. 2иЗ, отличающее с я тем, что оно содержит магниты и изолятор, сердечник для намотки установлен между полюсами магнитов, а его центральная часть заземлена, при этом силовые линии поля магнитов параллельны оси вращения сердечника, а изолятор расположен на его поверхности.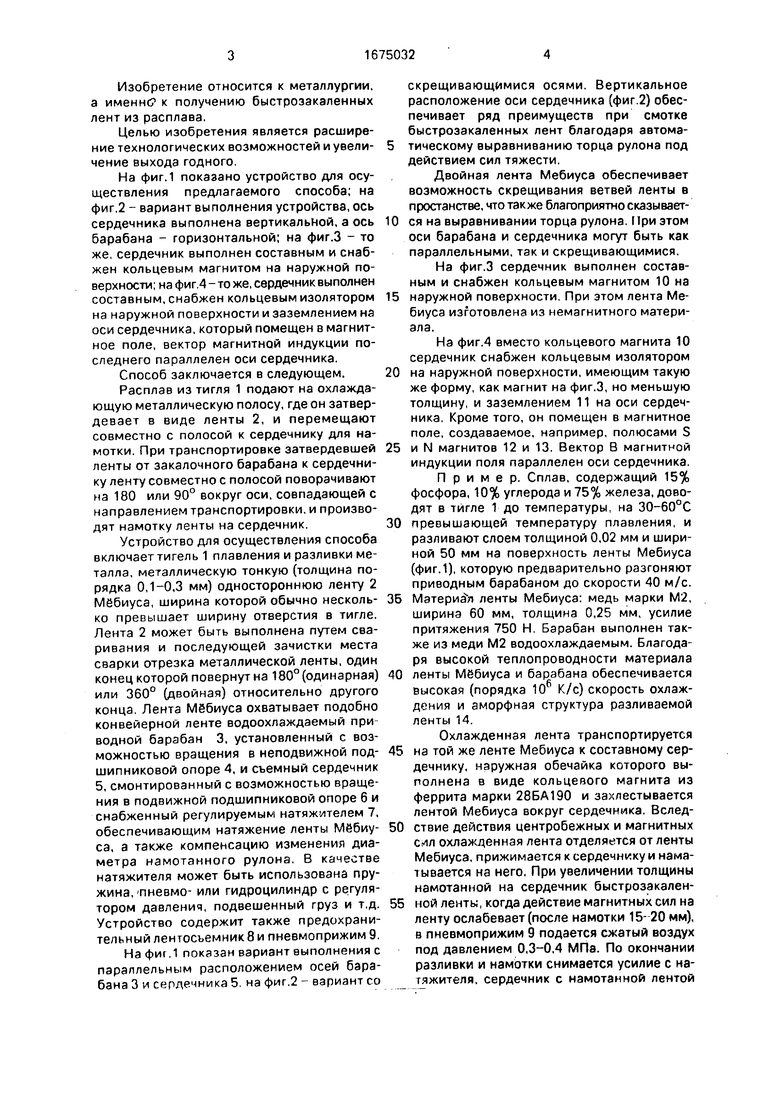

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и смотки в рулон быстрозакаленной ленты | 1988 |
|
SU1595620A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АМОРФНОЙ ЛЕНТЫ | 2013 |
|
RU2536846C1 |
| Устройство для захвата и намотки быстрозакаленной ленты | 1988 |
|
SU1570839A1 |
| Устройство намотки непрерывнолитой ленты | 1988 |
|
SU1740126A1 |
| Устройство для получения металлической ленты из расплава | 1989 |
|
SU1764788A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКОГО МАГНИТОТВЕРДОГО МАТЕРИАЛА ИЗ СПЛАВА СИСТЕМЫ (Nd, Ho)-(Fe, Co)-B | 2016 |
|
RU2650652C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКОГО СПЛАВА | 2006 |
|
RU2348485C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЫСТРОЗАКАЛЕННЫХ ПОРОШКОВ МАГНИТНЫХ СПЛАВОВ СИСТЕМЫ НЕОДИМ - ЖЕЛЕЗО - БОР | 1997 |
|
RU2111088C1 |
| Устройство для захвата и намотки в рулон быстрозакаленной ленты | 1988 |
|
SU1611558A1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ, А ТАКЖЕ СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2007 |
|
RU2594920C2 |

Изобретение относится к металлургии, а именно к непрерывному литью. Цель - расширение технологических возможностей и увеличение выхода годного Расплав из тигеля 1 подают на опорную полосу, где он затвердевает в виде ленты 14. Последнюю транспортируют вместе с полосой 2 к сердечнику 5 для намотки и при транспортировке поворачивают ленту 14с полосой на 180° или 90° вокруг оси, совпадающей с направлением транспортировки, затем ленту 14 наматывают на сердечник 5 2 с.п ф-лы, 3 з.п. ф-лы, 4 ил.
Щ
Фиг. 2
Фие.З
2
ФигА
| Патент США №4316497, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
