сл
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термопластической обработки длинномерных стальных изделий | 1986 |
|
SU1392122A1 |
| Способ деформационной термической обработки длинномерных изделий | 1985 |
|
SU1348377A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ В ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ БЕССЛИТКОВОЙ ПРОКАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2607855C1 |
| Способ упрочняющей обработки листов | 1990 |
|
SU1735397A1 |
| Способ обработки литых конструкционных сталей с исходной литой структурой | 1989 |
|
SU1617012A1 |
| Способ термомеханической обработки стальных изделий | 1980 |
|
SU985080A1 |
| Способ обработки листового проката из малоуглеродистой стали | 1982 |
|
SU1039973A1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ ПРОВОЛОКИ | 2006 |
|
RU2302916C1 |
| Способ термической обработки быстрорежущей стали | 1982 |
|
SU1089152A1 |
| Способ термической обработки сталей | 1984 |
|
SU1266882A1 |
Изобретение относится к металлургии. а именно к термообработке, совмещенной с обработкой давлением, и предназначено для упрочнения изделий, преимущественно лент Цель - повышение прочности при сохранении пластичности путем улучшения проработки изделия по толщине Способ заключается в том. что ленту нагревают до температур аустенитизации и при этом осуществляют деформацию знакопеременным изгибом, причем деформацию производят при нагреве, а затем при охлаждении от температуры аустенитизации проводят де формацию с частотой 40 - 140 гибков/с и обжатие на 5 - 10%, после чего изделие закаливают. При этом на каждой стадии нагрева амплитуду изгибной деформации устанавливают тем большей, чем выше температура нагрева 1 табл
Изобретение относится к термообработке в сочетании с деформацией, точнее к термомеханическои обработке и является усовершенствованием способа по авт св. № 1392122.
Целью изобретения является повышение прочности при сохранении пластичности путем повышения проработки изделия по толщине.
Ленту сечением 2x45 мм из стали 20 нагревают в проходной печи, в которую установлены две роликовые линейные машины, с помощью которых осуществляют деформацию ленты знакопеременным изгибом в процессе ее нагревания Деформацию осуществляют на первой линейной машине с амплитудой 3 мм при нагреве ленты от 20 до 730°С (до Aci), на второй с амплитудой 8 мм в интервале нагрева от Aci до 1010°С.
При выходе из печи ленту деформируют в деформирующей машине планетарного типа в процессе охлаждения ленгы от 10Ю°С до температуры превращения По выходе из деформирующей машины р.мне тарного типа лента имеет температуру 910°С. Если при деформации в мерной и второй машинах осуществляет с« изгиб с постоянной амплитудой го деформа ция в машине планетарного типа переменная с максимальным пpoint)ом ленты 10 мм и осуществ п я ется по закону a(t) А(1 - sin Q t)smu i Вовремя протягивания ленты совершается един цт п
,
ч|
01
|GJ
|О1 00
КЗ
изменения амплитуды от минимальной до максимума и снова до Минимальной по синусоидальному закону. Деформация знакопеременным изгибом осуществляется со скоростью 40 и 140 гибов/с, а далее осуществляется обжатие ленты на 5 - 10%, после чего следует закалка водой.
Выбор величины прогиба и условий знакопеременного изгиба сделан из следующих соображений/
На первой деформирующей машине задают небольшую амплитуду 3 мм, пока сталь малопластична в интервале температур 20°С - Aci Этот прогиб обеспечивает приращение прочности примерно на 2%. На второй деформирующей машине, когда пластичность ленты, нагретой выше Ас 1, высока, амплитуду изгиба увеличивают, чем обеспечивают приращение прочности примерно на 3% за счет глубокой (по сечению ленты) проработки структуры, измельчения зерна. Деформация при остывании соотве- ствует известным приемам: прогиб до пяти толщин изделия, обжатие 5 - 10%. Так как планетарного типа деформирующая машина обеспечивает переменный прогиб, значащими амплитудами можно считать амплитуды, лежащие в пределах 1-5 толщины изделия.
Использование знакопеременной деформации с переменной амплитудой отнесено к малому отрезку времени, протекающему при остывании металла до Асз, так как деформация знакопеременным изгибом с переменной амплитудой гибов
позволяет значительно (на порядок) сократить время обработки, необходимое для набора требуемой степени деформации. Планетарная машина обеспечивает тем
большее количество гибов, чем выше скорость вращения механизма, а возрастание скорости деформации оказывает также воздействие на структуру и свойства металла, как и величина деформации, так что оба эти
воздействия накладываются и дают суммарный эффект на увеличение прочности. Кроме того, затухание амплитуды в конце знакопеременной деформации выправляет форму изделия.
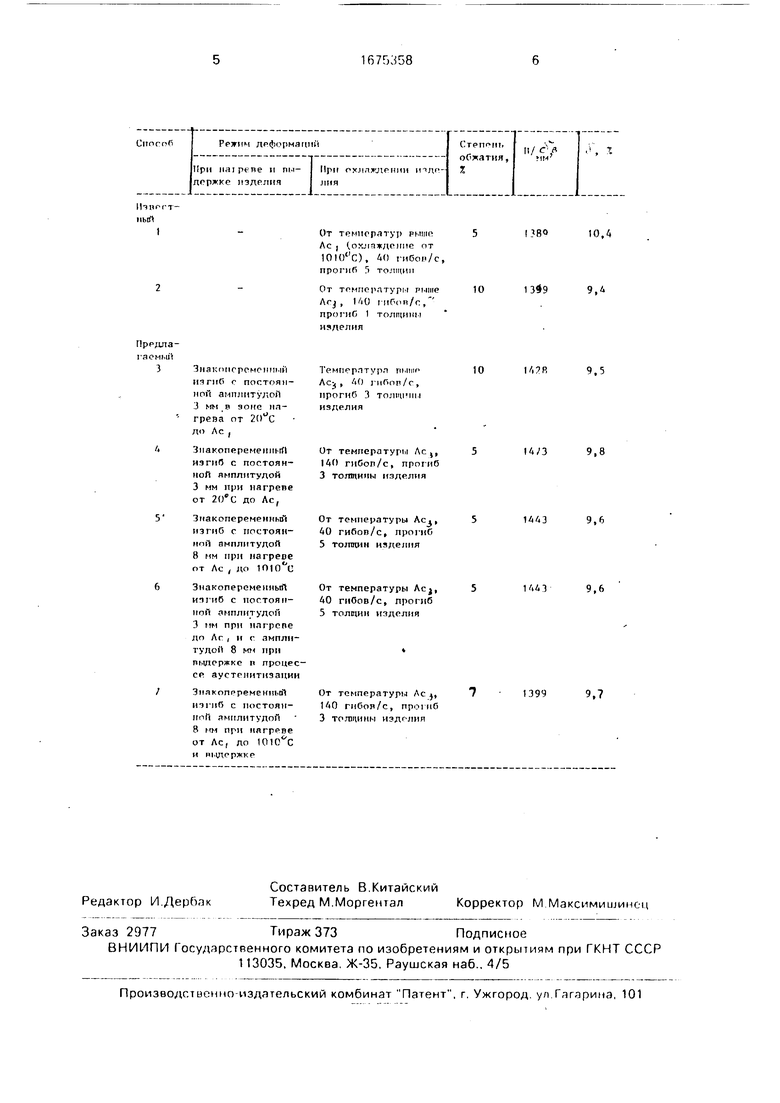
Изменение степени упрочнения, вносимые знакопеременной деформацией при нагревании, представлены в таблице в виде результатов механических испытаний обработанной ленты.
Как видно из таблицы, эффект повышения прочности и пластичности наиболее высок при дополнении известного способа деформацией знакопеременным изгибом при нагревании и выдержке в процессе аустенитизации.
Формула изобретения Способ термопластической обработки длинномерных стальных изделий по авт. св. № 1392122, отличающийся тем, что, с целью повышения прочности при сохранении пластичности путём повышения поооаботки изделия по толщине, знакопеременный изгиб осуществляют дополнительно в процессе нагрева. Ас | (.охлаждение от 10К)С), 40 гнбон/с, прогиб 5 толщин
От темперптурм рыше ACJ , 1 АО г иОоп/г.,
ПРОГНС 1 ТОЛЩИН
изделия
редлааемый3
Знакопеременный ичгпб г постоянной амплитудой J мм в зоне нагрева от 2()°С до Ac r
Знакопеременный изгиб с постоянной амплитудой 3 мм при нагреве от до Ас,
Знакопеременный изгиб с постоянной амплитудой 8 им при нагреве от Ас , до
Знакопеременный ичгнб с постоянной амплитудой 3 им при нагреве до Лг , и г амплитудой 8 мм при выдержке п процессе аустрлнтнэации
Знакопеременный изгиб с постоянной амплитудой 8 им при нагреве от Ас, до и выдержке
Темперлтурл пиите Acj , 40 i мбоп/с , прогиб 3 толщпш i изделия
От температуры Acj, 140 гнСоп/с, прогиб 3 толщины изделия
От температуры Ас,, 40 гибов/с, прогиб 5 толщин изделия
От температуры Acj, 40 гнбов/с, прогиб 5 толщин изделия
От температуры Ac j, 140 гнбов/с, 3 толщины изделия
10
9,4
10
I/.7R
14/3
9,8
1443
9,6
1443
9,6
1399
9,7
| Способ термопластической обработки длинномерных стальных изделий | 1986 |
|
SU1392122A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
