Изобретение относится к машиностроению и может быть использовано, например, для изготовления режущих рабочих органов землеройных машин.
Цель изобретения - повышение ударной вязкости ножей.
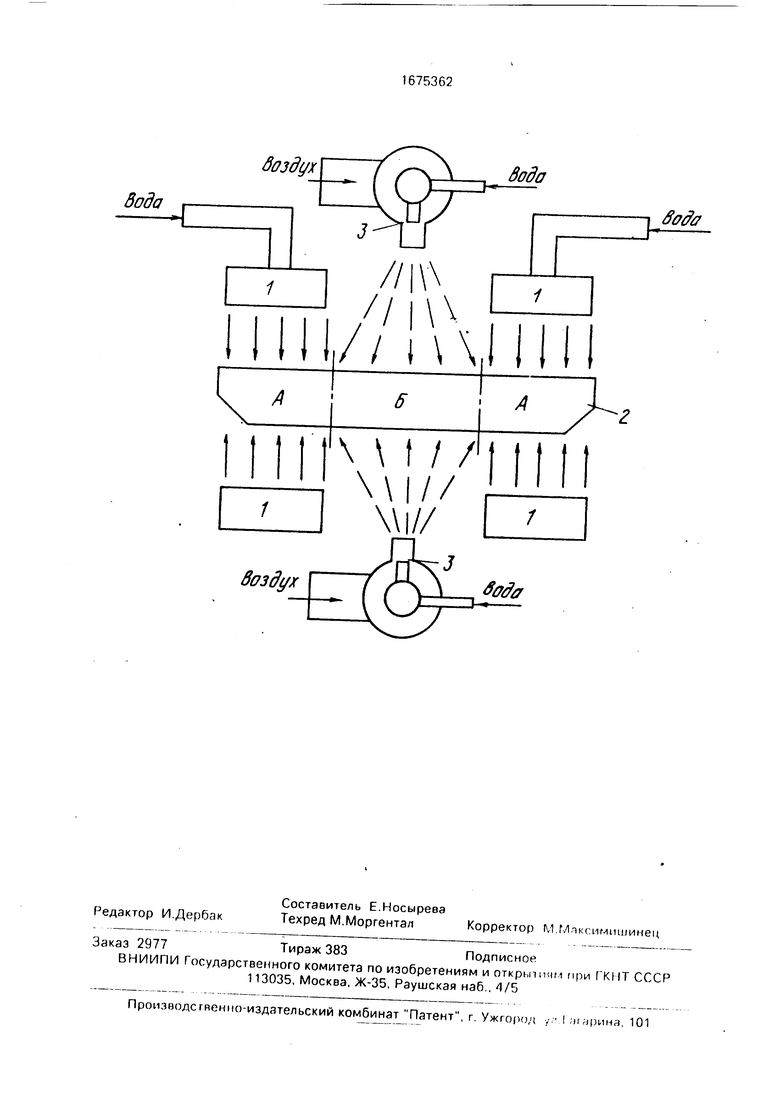
На чертеже приведена схема устройства для ускоренноого охлаждения профиля ножа.
Способ осуществляют следующим образом.
Прокатываемая по форме ножа полоса после выхода из последней клети стана подвергается ускоренному охлаждению. При
этом рабочие элементы профиля ножа охлаждают водой под давлением 0,3 - 0,5 МПа душированием через спрейерное устройство до температуры перлитного превращения аустенита, а нерабочие элементы - водовоздушной смесью до температуры на 50-100°С выше температуры рабочих элементов. После окончания ускоренного охлаждения профиль ножа охлаждают замедленно со скоростью менее 1°С до завершения в стали перлитного превращения аустенита, а далее с нерегламентируемой скоростью. Затем профиль разрезают на мерные длины, соответствующие длине ноО
VJ
СП СО О Ю
жа, прошивают отверстия для крепления и подвергают окончательной термической обработке по режиму: закалка рабочих элементов с нагревом токами высокой частоты и низкотемпературный отпуск.
Для ускоренного охлаждения профиля ножа, являющегося симметричным профилем, применяется устройство. Вода через стрейер 1 интенсивно подается на рабочие элементы А полосы 2, выполненной по форме ножа. На нерабочий элемент Б полосы 2 подается водовоэдушная смесь через раздающий коллектор 3,
Замедленное охлаждение профилей после окончания ускоренного охлаждения проводится путем их укладки пачками в стопу.
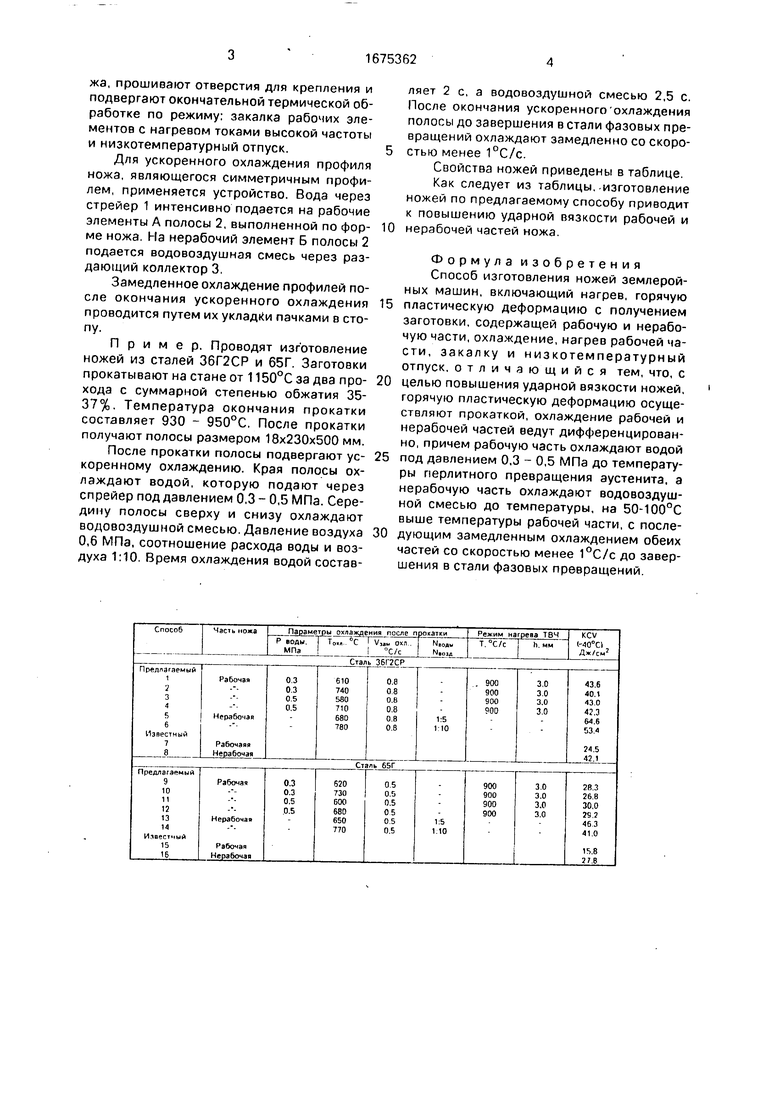
Пример. Проводят изготовление ножей из сталей 36Г2СР и 65Г. Заготовки прокатывают на стане от 1150°С за два прохода с суммарной степенью обжатия 35- 37%. Температура окончания прокатки составляет 930 - 950°С. После прокатки получают полосы размером 18x230x500 мм.
После прокатки полосы подвергают ускоренному охлаждению. Края полосы охлаждают водой, которую подают через спрейер под давлением 0,3 - 0,5 МПа. Середину полосы сверху и снизу охлаждают водовоздушной смесью. Давление воздуха 0,6 МПа, соотношение расхода воды и воздуха 1:10. Время охлаждения водой составляет 2 с, а водовоздушной смесью 2,5 с. После окончания ускоренного охлаждения полосы до завершения в стали фазовых превращений охлаждают замедленно со скоро- стью менее 1°С/с.
Свойства ножей приведены в таблице.
Как следует из таблицы,-изготовление ножей по предлагаемому способу приводит к повышению ударной вязкости рабочей и нерабочей частей ножа.
Формула изобретения Способ изготовления ножей землеройных машин, включающий нагрев, горячую
пластическую деформацию с получением заготовки, содержащей рабочую и нерабочую части, охлаждение, нагрев рабочей части, закалку и низкотемпературный отпуск, отличающийся тем, что, с
целью повышения ударной вязкости ножей, горячую пластическую деформацию осуществляют прокаткой, охлаждение рабочей и нерабочей частей ведут дифференцированно, причем рабочую часть охлаждают водой
под давлением 0,3 - 0,5 МПа до температуры перлитного превращения аустенита, а нерабочую часть охлаждают водовоздушной смесью до температуры, на 50-100°С выше температуры рабочей части, с последующим замедленным охлаждением обеих частей со скоростью менее 1°С/с до завершения в стали фазовых превращений.
Вода
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термоциклической обработки изделия | 1990 |
|
SU1782246A3 |
| Способ закалки стальных изделий | 1987 |
|
SU1537696A1 |
| Способ термической обработки листовой малоуглеродистой стали | 1984 |
|
SU1178778A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЛИСТОВ ПОСЛЕ ГОРЯЧЕЙ ПРОКАТКИ | 1992 |
|
RU2031141C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОГО ЛИСТА ИЗ МИКРОЛЕГИРОВАННЫХ СТАЛЕЙ | 2011 |
|
RU2460809C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ В РУЛОНАХ | 2010 |
|
RU2436848C1 |
| Способ получения высокопрочного стального листа | 2023 |
|
RU2813064C1 |
| Способ термической обработки изделий из конструкционных сталей | 1989 |
|
SU1715867A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2010 |
|
RU2430799C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2011 |
|
RU2465345C1 |
Изобретение относится к машиностроению и может быть использовано, например, для изготовления режущих рабочих органов землеройных машин. Цель изобретения - повышение ударной вязкости ножей. Прокатываемая по форме ножа полоса после выхода из последней клети стока подвергается ускоренному охлаждению. При этом рабочие элементы ножа охлаждаются водой под давлением 0,3-0.5 МПа душированием через спрейерное устройство до температуры перлитного превращения аустенита, а нерабочие элементы - водовоздушной смесью до температуры на 50-100°С выше температуры рабочих элементов. По окончании ус- коренного охлаждения ножи охлаждаются замедленно со скоростью менее 1°С/с до завершения в стали перлитного превращения аустенита, а далее - нерегламентируемой скоростью. Затем рабочие элементы ножа нагреваются токами высокой частоты, закаливаются и отпускаются. Изготовление ножей по предлагаемому способу приводит к повышению ударной вязкости рабочей и нерабочей частей ножа. 1 ил., 1 табл, (Л С
//1 // III// М
II IM f /7I |//
Воздух
fofa
| Способ термической обработки изделий | 1985 |
|
SU1276673A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Способ изготовления режущих рабочих органов почвообрабатывающих машин | 1982 |
|
SU1110808A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
