Изобретение относится к неразрушающему контролю сварных соединений магнитографическим методом и может быть использовано для имитации дефектов вида непровар сварных швов.
Цель изобретения - расширение области использования за счет имитации дефектов вида непроваров, расположенных на разном расстоянии от плоскости симметрии сварного шва.
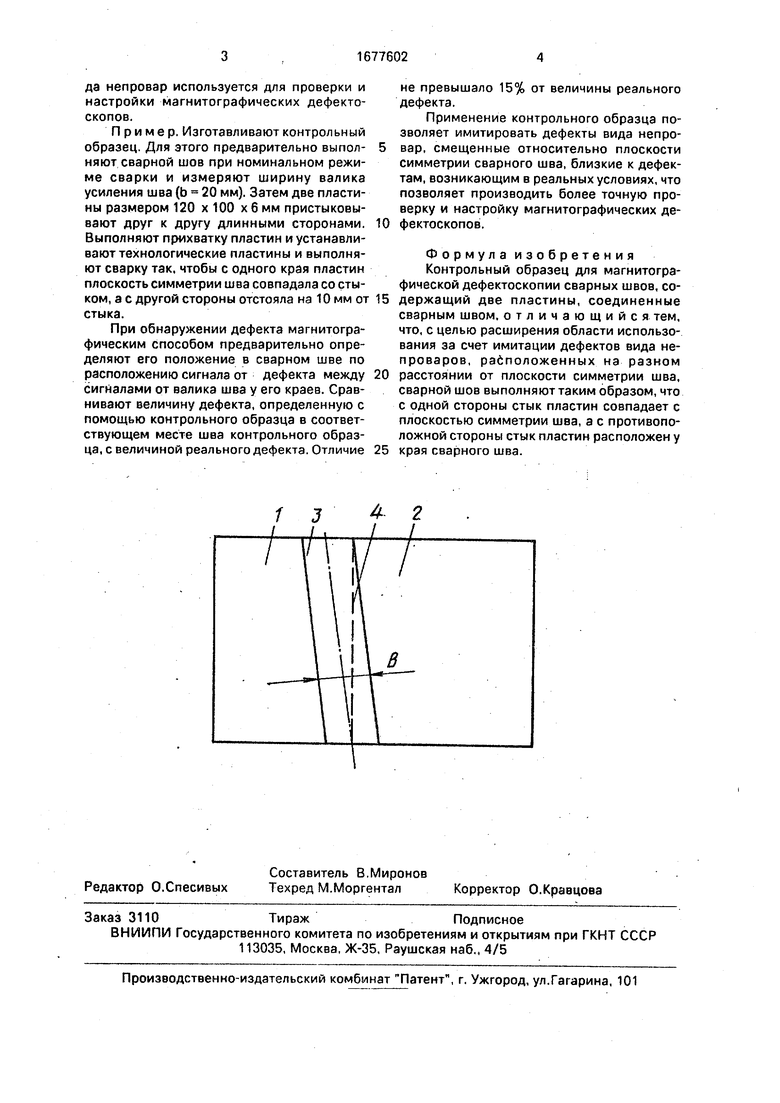
На чертеже схематически изображен контрольный образец.
Образец состоит из двух пластин 1,2, соединенных сварным швом 3, ось симметрии которого смещена относительно стыка 4 пластин. Сварной шов выполнен таким образом, что с одной стороны стык пластин совпадает с осью симметрии шва, а с другой стык пластин расположен у края сварного шва на расстоянии Ь/2 от оси симметрии, где b - ширина сварного шва.
Контрольный образец позволяет имитировать реальные дефекты когда, например, сварочная головка смещается относительно оси стыка. Величина реального дефекта зависит от глубины проплавления основного металла, в конечном итоге при стабильном режиме сварки от величины смещения сварочной дуги относительно стыка. При контроле сварных соединений по мере смещения дефекта от плоскости симметрии к краю шва поле дефекта будет изменяться вследствие неравномерности намагничивания сварного шва. Кроме того, поле дефекта у края сварного шва будет налагаться на поле рассеяния, обусловленное валиком усиления.
Следовательно, выявляемость дефектов, смещенных относительно плоскости симметрии, будет отличаться от выявляемо- сти дефекта, расположенного в плоскости симметрии шва. Изготовленный таким образом образец со смещенными дефектами висл
с
а
vj XI СЬ О
го
да непровар используется для проверки и настройки магнитографических дефектоскопов.
Пример. Изготавливают контрольный образец. Для этого предварительно выпол- няют сварной шов при номинальном режиме сварки и измеряют ширину валика усиления шва (Ь 20 мм). Затем две пластины размером 120 х 100 х 6 мм пристыковывают друг к другу длинными сторонами. Выполняют прихватку пластин и устанавливают технологические пластины и выполняют сварку так. чтобы с одного края пластин плоскость симметрии шва совпадала со стыком, а с другой стороны отстояла на 10 мм от стыка.
При обнаружении дефекта магнитографическим способом предварительно определяют его положение в сварном шве по расположению сигнала от дефекта между сигналами от валика шва у его краев. Сравнивают величину дефекта, определенную с помощью контрольного образца в соответствующем месте шва контрольного образца, с величиной реального дефекта. Отличие
не превышало 15% от величины реального дефекта.
Применение контрольного образца позволяет имитировать дефекты вида непровар, смещенные относительно плоскости симметрии сварного шва, близкие к дефектам, возникающим в реальных условиях, что позволяет производить более точную проверку и настройку магнитографических дефектоскопов.
Формула изобретения Контрольный образец для магнитографической дефектоскопии сварных швов, содержащий две пластины, соединенные сварным швом, отличающийся тем, что, с целью расширения области использования за счет имитации дефектов вида не- проваров, расположенных на разном расстоянии от плоскости симметрии шва, сварной шов выполняют таким образом, что с одной стороны стык пластин совпадает с плоскостью симметрии шва, а с противоположной стороны стык пластин расположен у края сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| Способ изготовления эталонных образцов для дефектоскопии | 1989 |
|
SU1705730A1 |
| Контрольный образец для магнитной дефектоскопии | 1989 |
|
SU1732250A1 |
| Способ магнитографического контроля сварных швов | 1989 |
|
SU1748035A1 |
| Контрольный образец для магнитной дефектоскопии | 1989 |
|
SU1658069A1 |
| ТРЕНАЖЕР ДЛЯ ОПЕРАТОРОВ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 1993 |
|
RU2073858C1 |
| Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2017 |
|
RU2653138C1 |
| Способ изготовления фланцевой вставки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2016 |
|
RU2625985C1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1990 |
|
RU2010225C1 |
Изобретение относится к неразрушающему контролю и может быть использовано для магнитографической дефектоскопии качества изделий из ферромагнитных материалов. Целью изобретения является расширение области использования за счет имитации дефектов вида непровэров, расположенных на разном расстоянии от плоскости симметрии шва. Контрольный образец выполнен из двух свариваемых пластин таким образом, что с одной стороны стык свариваемых пластин совпадает с плоскостью симметрии шва. а с другой стороны расположен у края сварного шва. Полученный таким образом образец содержит дефекты типа непроваров, смещенные относительно плоскости симметрии сварного шва, что соответствует реальным дефектам, возникающим, например, в процессе автоматической сварки. 1 ил.
| Контрольный образец для магнитной дефектоскопии | 1978 |
|
SU741136A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
