1
Изобретение относится к средствам магнитной дефектоскопии и может быть использовано при контроле изделий из ферромагнитных материалов со сварным швом.
Известен контрольный образец для магнитной дефектоскопии, содержащий планки, соединенные между собой сварным швом, и дефекты, выполненные на шве i .
Недостатком известного образна является необходимость изготовления его для каждого сварного шва, так как чувствительность контроля зависит от формы усиления сварного шва.
Целью изобретения является унификация контрольных образцов.
Поставленная цель достигается тем, что контрольны образец выполнен переменного сечения с монотонно изменяющейся величиной разности радиуса кривизны и высоты усиления чгва.
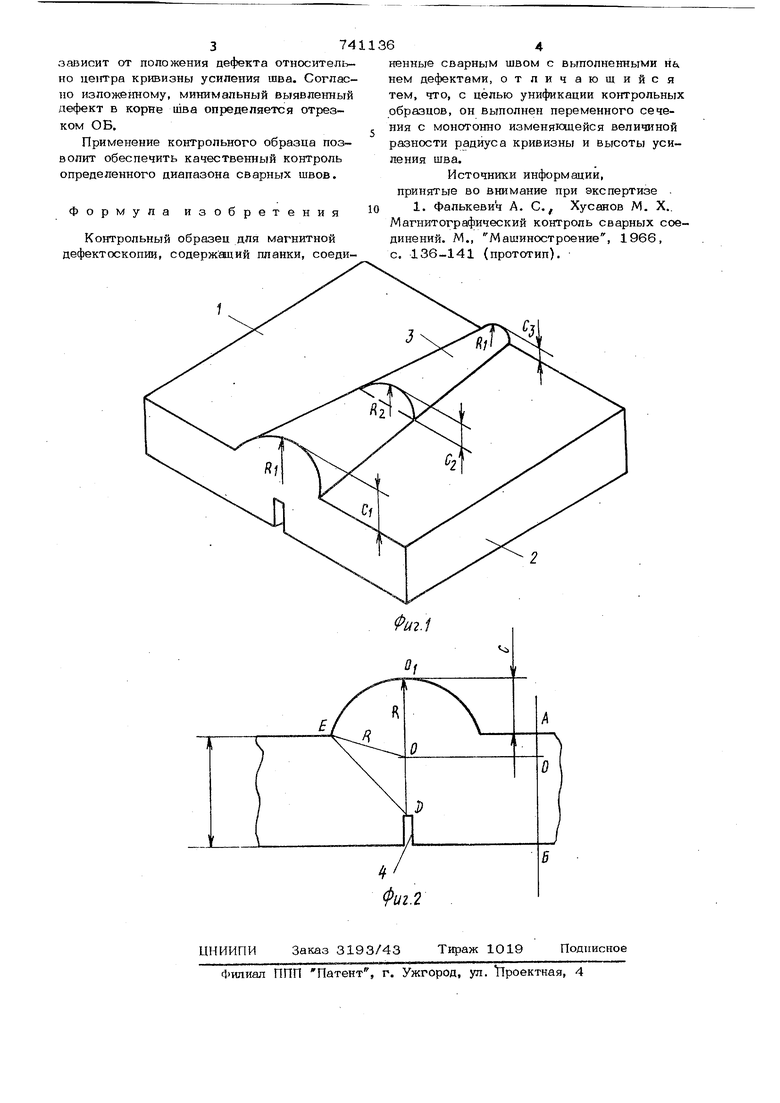
Н.-э фиг. 1 показан образец, общий вид; на фиг. 2 - UIOB, поперечное сечение.
Контрольный образец содержит планки 1 и 2, .соединенные сварным швом 3, и дефект 4 в корне шва. Разность между радиусом R кривизны шва и высотой С усиления измеренными в нормальном к оси шва сечении изменяется монотонно.
При контроле качества сварных швов с;равнивают сигнал, обусловленный дефектом, содержащимся в шве, с сигналом,
10 обусловленным дефектом в корне шва контрольного образца в том сечении, где разность R - с для изделия и образца одинаковы, тшс как чувствительность контроля при этом будет одинаковой.
15
Если дефект расположен в плоскости симметрии шва ниже центра О кривизны усиления, то поле рассеяния, обусловленное дефектом, будет концентрироваться у краев усиления шва. Если дефект достиг20нет центра кривизны усиления шва, то поле рассеяния, обусловленное им, равномерно распределится над вгеГ поверхност.ю усиления, т.е. чувствитр п.иогтг1 контроля 374 зависит от положения дефекта относител но центра кргоизны усиления шва. Согласно изложенному, минимальный выявле1шый дефект в корне шва определяется отрезком ОБ. Применение контрольного образца позволит обеспечить качественный контроль определенного диапазона сварных швов. Формула изобретения Контрольный образец для магнитной дефектоскопии, содержаций планки, соеди64ненные сварным швом с выполненными нь нем дефектами, отличающийся тем, что, с целью унификации контрольных образцов, он Выполнен переменного сечения с монотонно изменяющейся величиной разности радиуса кривизны и высоты усиления шва. Источники информации, принятые во внимание при экспертизе . 1. Фалькевич А, С., Хусанов М. X.. Магнитографический контроль сварных соединений. М., Машиностроение, 1966, с. 136-141 (прототип).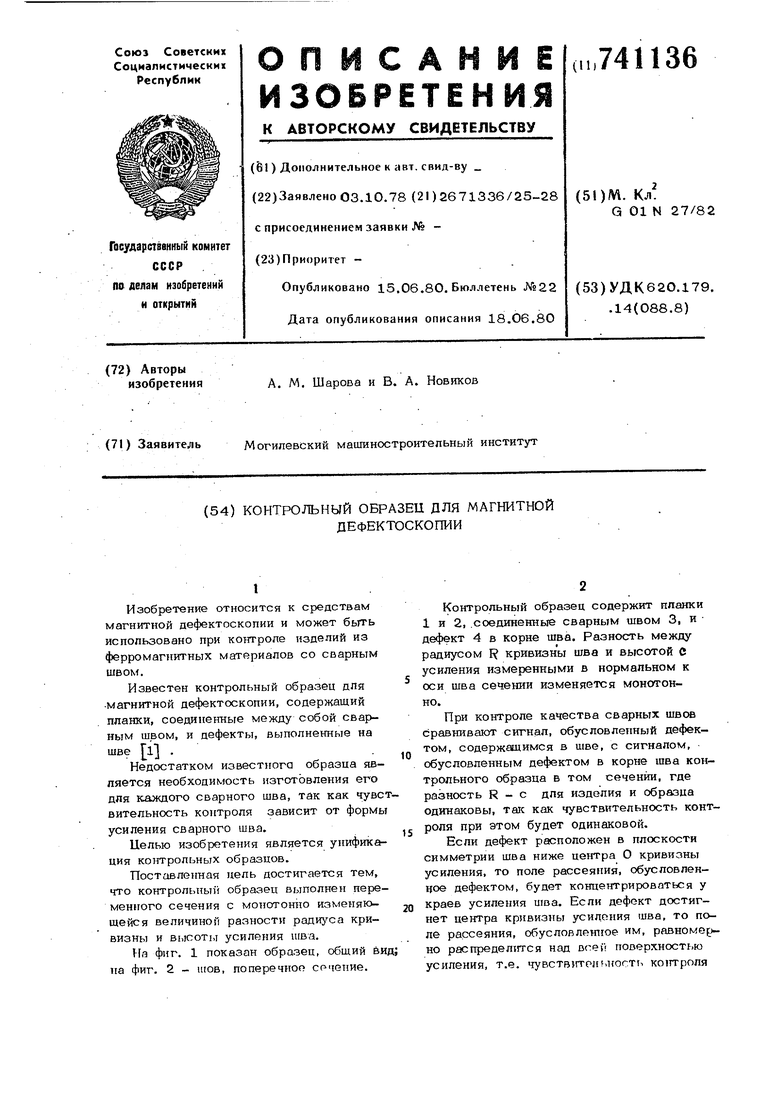
| название | год | авторы | номер документа |
|---|---|---|---|
| Контрольный образец для магнитной дефектоскопии | 1989 |
|
SU1732250A1 |
| Контрольный образец для магнитной дефектоскопии | 1986 |
|
SU1388777A1 |
| Контрольный образец для магнитной дефектоскопии | 1990 |
|
SU1778670A1 |
| Контрольный образец для магнитографической дефектоскопии | 1989 |
|
SU1677602A1 |
| Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2017 |
|
RU2653138C1 |
| Способ магнитного контроля стыковых сварных швов | 1990 |
|
SU1762217A2 |
| Способ изготовления фланцевой вставки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2016 |
|
RU2625985C1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1805376A1 |
| Контрольный образец для магнитной дефектоскопии | 1989 |
|
SU1620927A2 |
| Способ магнитографического контроля | 1991 |
|
SU1832191A1 |
О
J)
J
